Презентація "Гнуття металу"

ГНУТТЯ МЕТАЛУ
Згинання металу. Гнуття металів застосовують для надання заготовці зігнутої форми відповідно до креслення. Воно полягає в тому, що одна частина заготовки перегинається відносно іншої на будь-який заданий кут. Напруження згину мають перевищувати границю пружності, а деформація заготовки має бути пластичною. Тільки у цьому разі заготовка збереже надану її форму після зняття напруження.style.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.type
Особливості згинання металу. Ручне гнуття виконують у лещатах за допомогою слюсарного молотка і різних пристроїв. Послідовність гнуття залежить від розміру контуру й матеріалу заготовки. Гнуття тонкого листового металу виконують киянкою. Якщо для гнуття металів використовують різні оправки, то їх форма має відповідати формі профілю деталі з урахуванням деформації металу. Виконуючи гнуття заготовки, важливо правильно визначити її розміри (довжину розгорнутої заготовки, якщо вона не вказана на кресленні).style.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.type

Згинання металу

Згинання прутка в згинальному пристрої

Згинання листового металу в згинальних штампах
Розрахунки при згинанніВсі розрахунки довжини заготовки ведуть по «середній лінії» зігнутої деталі. Під час гнуття всі внутрішні шари металу, що розташовані всередині зігнутих кутів, будуть стискатися, а всі зовнішні шари - розтягуватись і тільки середній збереже початкові розміри. Довжину заготовки визначають за кресленням з урахуванням усіх згинів. Для цього профіль деталі на кресленні розбивають на ділянки, потім підраховують довжини закруглень і довжину прямолінійних відрізків і всі одержані величини додають.
Приклади визначення довжини заготовок. Для деталей, що згинаються під прямим кутом без закруглень з внутрішнього боку, припуск заготовки на згин має бути від 0,5 до 0,8 товщини металу. L = a + b + 0,5t, (t - товщина металу)style.colorfillcolorfill.typestyle.colorfillcolorfill.type
Довжина косинця з внутрішнім закругленням L = a + b + πR2 Довжина скоби з закругленнями L = a+h+c+πRДеталі з малими радіусами закруглень треба виготовляти з пластичних матеріалів або попередньо піддавати відпалюванню. Приклади визначення довжини заготовок

Довжина заготовки для кільця L=πD (D-середній діаметр кола) Приклади визначення довжини заготовок

Прийоми згинання

Прийоми згинання…

Згинальні пристрої

Механізація згинання
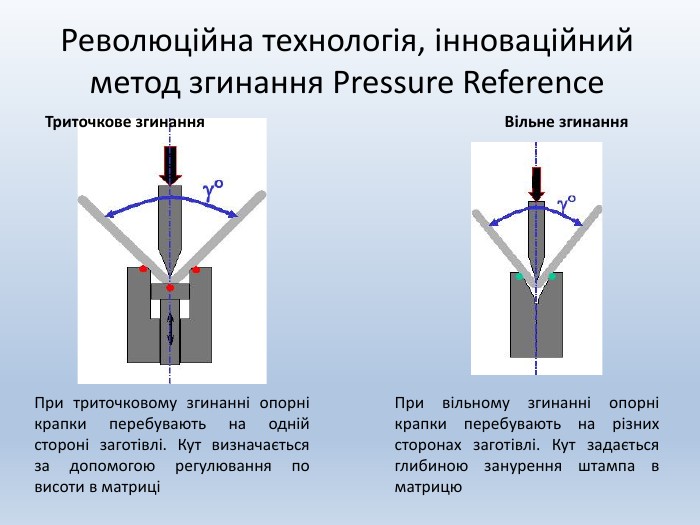
Революційна технологія, інноваційний метод згинання Pressure Reference При вільному згинанні опорні крапки перебувають на різних сторонах заготівлі. Кут задається глибиною занурення штампа в матрицю. При триточковому згинанні опорні крапки перебувають на одній стороні заготівлі. Кут визначається за допомогою регулювання по висоти в матриціТриточкове згинання Вільне згинання

Hämmerle 3 PПромисловий стандарт задля досягнення щонайточнішої повторюваності й прецизійності гнуття. Технічні показники Зусилля гнуття100 – 250 т Довжина лінії згинання2100 – 4100 мм Монтажна висота780/915 мм Стандартний робочий хід265/400 мм Робочий хід вздовж осі Y1 – 10 мм/с Вільний прохід у станині довжина лінії гнуття + 100 мм Макс. зона упору в площині X 1200 мм
Безпека праці. При згинанні треба дотримуватися таких вимог безпеки: заготовку закріплювати в лещатах або інших пристроях міцно; працювати лише на справному обладнанні; перед початком роботи на згинальних верстатах ознайомитися з інструкцією; роботу виконувати обережно, щоб не пошкодити пальці рук; працювати у рукавицях і в застібнутих халатах. style.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.typestyle.colorfillcolorfill.type

про публікацію авторської розробки
Додати розробку