Презентація "контроль якості та гідравлічні випробування"

Контроль якості зварних з’єднань зовнішнім оглядом. Гідравлічні випробування
Мета: Формування нових знань про контроль якості зварних зєднань, гідравлічні, випробування,розвиток творчих здібностей, професійної свідомості. Рекомендовані джерела інформації:І. В. Гуменюк, О. Ф. Іваськів, О. В. Гуменюк, «Технологія електродугового зварювання», Київ «Грамота», 2006, -515с.
План1. Контроль вихідних матеріалів.2. Контроль складання конструкцій.3. Контроль готових зварних виробів.4. Мета випробувань.5. Випробування гідравлічним тиском.6. Випробування наливанням води і поливанням водою.
Якість продукції - це сукупність властивостей продукції, які зумовлюють їх придатність задовільняти визначені потреби відповідно до її призначення. Показники якості зварних з'єднань характеризуються такими властивостями: міцністю, надійністю, відсутністю дефектів, структурою металу шва и біля шовної зони, корозійною стійкістю, кількістю и характером виправлення
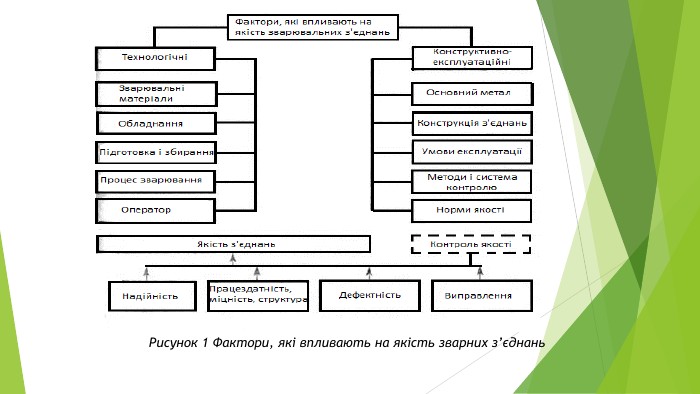
Рисунок 1 Фактори, які впливають на якість зварних з’єднань
До вихідних матеріалів належить і основний метал, з якого збирають конструкції, зварювальні електроди, дроти, флюс і захисні гази. У литих виробах, металопрокаті перевіряють наявність сертифікату, заводського маркування і відповідність їх проекту. Зовнішнім оглядом установлюють наявність раковин, розшарувань, тріщин, у трубі — якість скосу кромок, у заготовках із спецсталей — відповідність хімічного складу і механічним властивостям.
Оптимальна схема контролю в зварному виробництві:1. Контроль документації на стадії проекту – вибір конструкції й технології складання-зварювання; вибір основного металу, обгрунтування норм допустимих дефектів і плану контролю; вибір методів контролю і забезпечення дефектоскопії конструкцій.2. Контроль технологічної підготовки виробництва – перевірка умов якості підготовки до зварювання, складання, перевірка підготовки і зберігання вихідних матеріалів, дисципліни зварників.3. Контроль готової продукції – раціональне використання існуючих методів і засобів контролю.4. Перевірка якості контрольних операцій – перевірка дотримання режимів і чутливості дефектоскопії, контроль дефектоскопічних матеріалів, кваліфікація операторів.
Зварювальні електроди піддають зовнішньому огляду з метою виявлення механічних пошкоджень покриття, відсутності корозії стрижня під ним, а також визначення товщини нанесеного покриття. Покриття електродів діаметром до 4 мм і більше не повинне руйнуватися при вільному падінні електрода на гладку стальну плиту з висоти 1 м і 0,5 м відповідно. Можуть допускатися часткові відколи покриття до 5% довжини покритої частини електрода. Придатність електродів установлюють за результатами технологічної проби. При цьому визначають характер плавлення електронного стрижня й покриття, якість формування зварного шва, ступінь розбризкування, утворення «дашка», легкість відділення шлаку та ін. Оглядом поверхні шва визначають наявність пop, які виходять на поверхню, у зломі таврового шва — наявність пop і шлакових включень.
Зварювальний дріт перевіряють на чистоту поверхні від оксидів, іржі та забруднень. Якщо властивості дроту відповідають сертифікату й вимогам стандартів, то забрудненняна поверхні (але не оксидні) можуть бути очищені механічним чи хімічним способом. Використання дроту з мідним покриттям виключає можливість утворення іржі й сприяє утворенню якісних зварних швів. При необхідності виконується технологічна проба, за якою встановлюють якість формування зварного шва, ступінь розбризкування, легкість відділення шлаку, утворення пop, так як і при перевірці електродів.
Зварювальний флюс контролюють методом перевірки грануляції й технологічної проби, яка дозволяє, як і у випадку перевірки електродів і зварювального дроту, визначити за зовнішнім оглядом шва і його зламу якість формування, поро- і шлакоутворення, відділення шлаку. При зварюванні відповідальних конструкцій флюс перед роботою перевіряють на гранулоутворюючий склад, однорідність, насипну щільність і забрудненість. При вологості понад 0,1% флюс просушують.
Захисні гази (вуглекислий газ, аргон) при наявності сертифікатів заводу-виготівника піддають контролю тільки в тому випадку, коли у зварних швах, виконаних з їх використанням, виявляють недопустимі дефекти.
Контроль складання конструкцій. Зібрані під зварювання деталі перевіряють на відповідність вимогам технології та проекту. За допомогою спеціальних шаблонів і лінійок перевіряють якість зрізу кромок (рівномірність і величину кута розкриття, відсутність місцевих виривів), наявність і величину притуплення, перевищення кромок, величину й рівномірність зазору. Особливу увагу приділяють перевірці чистоти поверхонь кромок і зони, яка прилягає, зачищанню прихваток. При зварюванні сталей (у т. ч. і тих, які гартуються) товщиною понад 20 мм поверхні прихваток старанно перевіряють на наявність тріщин. Прихватки з тріщинами повинні бути старанно видалені, місця основного металу, де вони знаходилися, оглядають за допомогою лупи і тільки після цього виконують нові прихватки із застосуванням особливих технологічних прийомів, наприклад, підігріву.
Контроль готових зварних виробів. Готові зварні вироби оглядають і обмірюють в першу чергу та є важливим етапом приймального контролю. Найперше оглядають зварні шви і поверхню виробу в зоні термічного впливу. Зовнішній огляд дозволяє знайти такі зовнішні дефекти: підрізи, поверхневі пори та свищі, напливи, пропали, незаварені кратери, тріщини, які виходять на поверхню, а також непровари (у випадку двобічного доступу до зварного зєднання). При огляді попередньо очищеної від шлаку і бризок поверхні швів і біляшовних зон застосовують лупи і при необхідності додаткове місцеве освітлення. Розміри швів, ширину, висоту посилення, плавність переходу від посилення до основного металу, катет шва перевіряють за допомогою спеціальних шаблонів.
Мета випробувань. Найважливішою метою випробувань матеріалів і зварних з'єднань є визначення їх властивостей за характерними ознаками, відтворення цих ознак у кількісній формі у вигляді визначених параметрів, регулярний контроль за зміною цих властивостей, що відбувається в процесі виготовлення конструкцій (виробничий контроль) і, зокрема, виявлення дефектів, які можуть при цьому виникнути. З метою використання одержаних результатів для загального аналізу надійності зварної конструкції, під час контролю зварних з'єднань і конструкції в цілому, в процесі експлуатації потрібно виявляти недопустимі зміни властивостей матеріалів, а у випадку пошкодження визначати його причину. Така постановка завдань обумовлює необхідність використання різноманітних випробувань під час розробки конструкційних матеріалів, обробки та виготовлення конструкцій і в процесі експлуатації (на всіх етапах).
Випробування гідравлічним тиском. Гідравлічним випробуванням піддають трубопроводи, резервуари, технологічні апарати та інші споруди з метою перевірки щільності та міцності зварних швів. Гідравлічні випробування регламентуються ГОСТом 3242-79, який передбачає їх здійснення трьома способами:гідравлічним тиском;наливанням води;поливанням водою. Вибір способу, основні параметри випробувань (величина тиску, витримка, герметичність) установлюють відповідні ТУ та правила Держнаглядохоронпраці України.
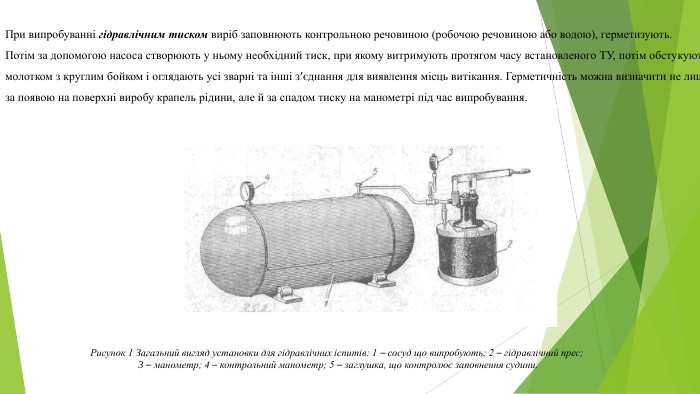
При випробуванні гідравлічним тиском виріб заповнюють контрольною речовиною (робочою речовиною або водою), герметизують. Потім за допомогою насоса створюють у ньому необхідний тиск, при якому витримують протягом часу встановленого ТУ, потім обстукують молотком з круглим бойком і оглядають усі зварні та інші з’єднання для виявлення місць витікання. Герметичність можна визначити не лише за появою на поверхні виробу крапель рідини, але й за спадом тиску на манометрі під час випробування. Рисунок 1 Загальний вигляд установки для гідравлічних іспитів: 1 – сосуд що випробують; 2 – гідравлічний прес; 3 – манометр; 4 – контрольний манометр; 5 – заглушка, що контролює заповнення судини.
Випробування наливанням води проводять для контролю щільності з’єднань відкритих споруд: вертикальних циліндричних резервуарів і газгольдерів, цистерн, відділів суден. Зварні шви протирають і сушать, обдувають повітрям. Споруду заповнюють водою (до передбаченого ТУ рівня) і після певного часу всі з’єднання піддають зовнішньому огляду. Контроль проводиться при плюсових температурах. Випробування поливанням водою проводять у тих випадках, коли є можливість вільного доступу до зварних з’єднань з обох боків. З одного боку з’єднання поливають струменем води з брансбойта (тиск 0,1-1 МПа) одночасно, з іншого проводять огляд з метою виявлення течі. Вертикальні з’єднання поливають знизу верх.
Випробування поливанням водою проводять у тих випадках, коли є можливість вільного доступу до зварних з’єднань з обох боків. З одного боку з’єднання поливають струменем води з брансбойта (тиск 0,1-1 МПа) одночасно, з іншого проводять огляд з метою виявлення течі. Вертикальні з’єднання поливають знизу верх.
Гідравлічні випробування вузлів і деталей устаткування складаються з трьох періодів:– період первинного утримання тиску;– зниження тиску до нуля;– період вторинного утримання тиску.
Вважається, що посудина витримала гідравлічне випробування, якщо не виявлено: течі, тріщин, сльозок, потіння в зварних з’єднаннях і на основному металі; 2) течі в рознімних з’єднаннях; 3) видимих залишкових деформацій; 4) падіння тиску по манометру. Посудина та її елементи, в яких під час випробувань виявлені дефекти, після їх усунення підлягають повторним гідравлічним випробуванням пробним тиском, установленим Правилами. Гідравлічне випробування, яке проводиться підприємством-виготовлювачем, повинне проводитись на спеціальному випробувальному стенді, який має відповідне огородження і задовольняє вимогам безпеки та інструкції по проведенню гідровипробувань відповідно до НД.
Дякую за увагу

про публікацію авторської розробки
Додати розробку