Урок лабораторна робота
 Державний навчальний заклад
Державний навчальний заклад
Олевський професійний ліцей
Розглянуто та схвалено на засіданні методичної комісії викладачів,
майстрів виробничого навчання
енергетичних професій
Протокол № від « » 2020 року Голова МК: (С.М.Хлань)
МЕТОДИЧНА РОЗРОБКА ЛАБОРАТОРНОЇ РОБОТИ ІЗ ПРОФЕСІЇ
«ЕЛЕКТРОЗВАРНИК РУЧНОГО
ЗВАРЮВАННЯ» НА ТЕМУ:
«Контроль якості зварних
швів на щільність за допомогою гасу»
Розробив: викладач спецтехнології
Хлань Сергій Миколайович
2023
|
І. |
Анотація |
3 |
|
ІІ. |
Вступ |
4 |
|
ІІІ. |
Характеристика й навчально-виховні задачі уроку. |
5-6 |
|
ІV. |
Вимоги до навчальних досягнень учнів. |
7 |
|
V. |
Планування уроку. |
8 |
|
VІ. |
Методичні рекомендації до проведення уроку та інтерактивних вправ та методів. |
9-13 |
|
VІІ. |
Структура уроку. |
14-15 |
|
VІІІ. |
План-конспект уроку. |
16-28 |
|
ХІ. |
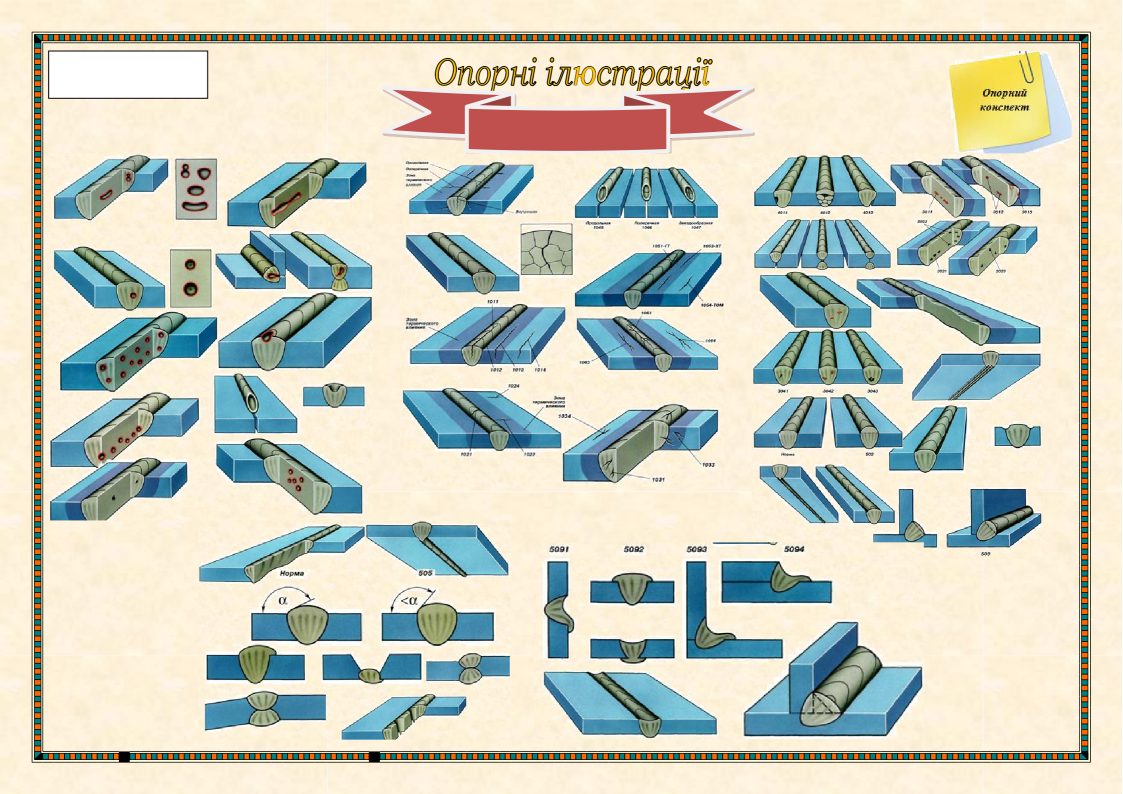
Додатки: № 1. Опорні ілюстрації «Дефекти зварних швів»; № 2. Інструкцiя з техніки безпеки. № 3. ІТК до виконання лабораторної роботи. № 4. Пам’ятка «Хвилинка здоров’я». № 5. Звіт про виконану роботу. № 6. Критерії оцінювання НДУ. № 7. Глосарій. |
29-43 |
|
Х. |
Список використаних джерел. |
43 |
Гуменюк І.В. Обладнання та технології зварювальних робіт: навч. посіб. / І.В. Гуменюк. - К.: Грамота, 2014. - 120 с.
(рекомендовано МОНУ: наказ Міністерства освіти і науки України №1039 від 09.09.2014 р.)
І.В. Гуменюк, О.Ф. Іваськів, О.В. Гуменюк «Технологія електродугового
зварювання»: Підручник / І.В. Гуменюк. О.Ф. Іваськів,
О.В. Гуменюк - К.: Грамота, 2006. - 512 с.
(рекомендовано МОНУ: лист №1/11-2691 від 05.06.2006 р.)
2
Методична розробка лабораторної роботи на тему «Контроль якості
зварних швів на щільність за допомогою гасу» складена відповідно до навчальна програми з предмета «Обладнання та технологія електрозварювальних робіт» згідно ДСПТО 7212
C.28.00 - 2016 (3 розряд) з професії «Електрозварник ручного зварювання» і призначена для учнів 3 курсу групи №6 (3 роки навчання).
Вона являє собою розгорнутий план-конспект уроку, який містить план-схему уроку з орієнтовним розподілом часу за етапами уроку та методами і формами роботи з навчальною групою; комплекс вправ для повторення попереднього матеріалу, закріплення й контролю навчальних досягнень учнів та інструктивно-технологічну картку з описом основних операцій (вправ) для виконання лабораторної роботи.
Основне завдання цієї методичної розробки – дати можливість учням оволодіти практичними навичками у виявленні наскрізних дефектів за допомогою гасу.
3
Люди здавна володіли способом
ковальського зварювання, але він був не настільки надійним, як електродугове або газове зварювання. Електричне зварювання засноване в Україні в середині XIX століття. Тоді ж з'явилися і перші електрозварники, які працювали під наглядом самих винахідників і дослідників.
Варто лише поглянути, скільки довкола нас зварених з металу виробів, щоб зрозуміти, яке значення мають ці фахівці для суспільства. Металоконструкції зварюються найчастіше саме зваркою електродуги або газовою. Це одна з найбільш шанованих технічних спеціальностей. Якщо вилучити їхню роботу з тих місць, де вона зараз знаходиться, то наш світ розлетівся би по швах.
Головною вимогою до зварювання є висока якість з'єднань, тобто досягнення необхідних механічних властивостей шва і зварного з'єднання при відсутності в них дефектів. Одержання необхідних механічних властивостей і запобігання виникненню дефектів забезпечується правильним вибором технології зварювання, що в свою чергу залежить від підготовки деталей до зварювання, хімічного складу та якості матеріалів, справності обладнання, а також кваліфікації зварника.
Тому актуальність даної методичної розробки цілком очевидна.
4
Навчальна програма складена з урахуванням сучасного стану організації управління якістю виготовлення зварних конструкції, і передбачає вивчення загальних відомостей:
про контроль якості вихідних матеріалів:
контроль якості основного металу;
контроль якості зварного дроту, флюсів, електродів; контроль збирання.
контроль технологічного процесу зварювання у готовому виробі:
зовнішній огляд та виміри; контроль щільності зварних швів;
механічні випробування зварних швів та виробів; ультразвуковий метод контролю;
рентгенівське та гамма - випромінювання; магнітографічно-графічний контроль.
Вивчення теми «Контроль якості зварних швів на щільність за допомогою гасу» базується на знаннях фізики, матеріалознавства, загальної електротехніки, технології виготовлення зварних конструкції.
Дидактична мета уроку: узагальнити та закріпити знання учнів про приймання стика під зварювання; зварювальні дефекти; вплив дефектів на працездатність зварного з’єднання; загальні відомості про контроль якості вихідних матеріалів, контроль збирання та контроль технологічного
процесу зварювання у готовому виробі; вимоги безпеки праці. Придбати практичні навички по виявленню дефектів зварних швів на щільність за допомогою гасу.
5
 Розвивальна мета уроку: розвиток навичок самостійної роботи; логічного мислення учнів; формування інтелектуальних умінь та навичок планування, аналізу й узагальнень.
Розвивальна мета уроку: розвиток навичок самостійної роботи; логічного мислення учнів; формування інтелектуальних умінь та навичок планування, аналізу й узагальнень.
Виховна мета уроку: виховувати
активність, самостійність, відповідальність, акуратність під час проведення досліду, повагу та любов до обраної професії електрогазозварника.
Під час уроку використовуються наступні методи:
словесні (бесіда, психологічна настанова, інструктування щодо роботи з інструкційно-технологічними картками). практичні (виконання завдань на різних етапах уроку: гру
«Дешифрувальник», проблемне запитання, тестування, завдання на відповідність, роботу з узагальнюючою таблицею, метод «Прес» та інші вправи й безпосередньо самостійне виконання лабораторної роботи).
наочні (ілюстрації дефектів, зразків з'єднань).
Головною метою такого уроку є розвиток творчої особистості учнів, яка має міцні знання, уміє самостійно ними оволодівати та застосовувати їх в життєвих ситуаціях та у роботі на виробництві, а саме:
сприяти закріпленню вмінь та навичок учнів щодо контролю якості зварних швів на щільність за допомогою гасу;
розвитку логічного мислення при виконанні роботи;
вихованню сучасної кваліфікованого робітника.
Контроль виконання лабораторної роботи здійснюється за критеріями оцінювання навчальних досягнень учнів.
6
Після вивчення теми «Дефекти зварних швів, контроль якості зварних з’єднань»
учні повинні ЗНАТИ:
Приймання стика під зварювання.
Зварювальні дефекти. Вплив дефектів на працездатність зварного з’єднання.
Загальні відомості про контроль якості вихідних матеріалів: контроль якості основного металу, контроль якості зварного дроту, флюсів, електродів, контроль збирання, контроль технологічного процесу зварювання у готовому виробі: зовнішній огляд та виміри, контроль щільності зварних швів, механічні випробування зварних швів та виробів, ультразвуковий метод контролю, рентгенівське та гамма- випромінювання, магнітографічно-графічний контроль.
Вимоги безпеки праці.
учні повинні УМІТИ:
самостійно виконувати роботи щодо виявлення дефектів зварних швів;
визначати якість зварних швів на щільність за допомогою гасу.
дотримуватися правил і норм з техніки безпеки, охорони праці, виробничої санітарії та пожежної безпеки.
7
![]()
![]()
![]()
![]()
![]()
 Витяг з навчальної програми предмета “Обладнання та технології зварювальних робіт ”
Витяг з навчальної програми предмета “Обладнання та технології зварювальних робіт ”
|
№ з/п |
Тема |
Кількість годин |
|
|
Всього |
З них на ЛПР |
||
|
1. |
Вступ |
1 |
|
|
~~~~~~~~~~~~~~~~~~~~ |
|||
|
8. |
Деформації та напруги при зварюванні |
3 |
|
|
9. |
Дефекти зварних швів і контроль якості зварних швів |
4 |
2 |
|
10. |
Сучасні технологічні процеси та обладнання |
3 |
|
|
Всього: |
41 |
4 |
|
Поурочно-тематичне планування теми:
 «Дефекти зварних швів і контроль якості зварних швів»
«Дефекти зварних швів і контроль якості зварних швів»
|
№ уроку |
Назва уроку |
Години |
|
35. |
Приймання стика під зварювання. Зварювальні дефекти. Вплив дефектів на працездатність зварного з’єднання. |
1 |
|
36. |
Загальні відомості про контроль якості вихідних матеріалів: контроль якості основного металу, контроль якості зварного дроту, флюсів, електродів, контроль збирання, контроль технологічного процесу зварювання у готовому виробі: зовнішній огляд та виміри, контроль щільності зварних швів, механічні випробування зварних швів та виробів, ультразвуковий метод контролю, рентгенівське та гамма- випромінювання, магнітографічно- графічний контроль. |
1 |
|
37./38. |
Інструктаж з БЖД. Лабораторна робота № 2. Контроль якості зварних швів на щільність за допомогою гасу. |
2 |
Навчальна програми з предмета складена згідно ДСПТО 7212
8
Поурочний план викладача, який працює творчо, – це максимальне передбачення того, що має бути, й того, що може
виникнути на уроці. В.О.Сухомлинський
Урок використання знань, умінь і навичок передбачає формування в учнів навчальних умінь і навичок, їх удосконалення і закріплення на основі виконання лабораторної роботи.
Урок використання знань, умінь і навичок має наступну структуру:
І. Організаційний етап.
ІІ. Перевірка домашнього завдання.
ІІІ. Актуалізація і корекція опорних знань, умінь і навичок.
ІV. Мотивація навчальної діяльності учнів.
V. Повідомлення теми, цілей та завдань уроку.
VІ. Осмислення змісту та технології виконання системи необхідних навчальних дій.
VІІ. Самостійне виконання поставлених завдань під контролем викладача.
VІІІ. Звіт учнів про роботу.
ІХ. Обґрунтування викладачем її результатів та проведення відповідної корекції.
Х. Підбиття підсумків уроку та рефлексія.
ХІ. Повідомлення та пояснення домашнього завдання.
9
І. Організаційний етап. Мета даного етапу: привітатися
один з одним, перевірити наявність учнів, організація уваги та внутрішньої готовності учнів до уроку. На даному етапі я використовую методичний прийом «Психоформула». Учні читають настанову разом, вголос, - це допомагає згуртуватися учням та налаштуватися на роботу. На цьому ж етапі для розумової розминки пропоную учням зіграти в гру
«Дешифрувальник», в якій потрібно розгадати закодоване слово.
ІІ.
Перевірка домашнього завдання.
Мета етапу: встановити, чи правильно виконали учні домашнє завдання; з’ясувати ступінь засвоєння знань учнями та ліквідувати знайдені недоліки. Домашнє завдання було надано учням диференційовано.
Відповідно до рівня складності завдання здійснюється оцінювання.
Оцінку за домашнє завдання учні виставляють в оціночні листи.
Домашнім завдання було: повторити конспект та § 62-63 посібника; опрацювати таблицю 55 «Причини дефектів зварних швів» на стор.103. Учням достатнього та високого рівня навчальних досягнень: підготувати доповідь або презентацію «Цікавий гас».
Для перевірки домашнього завдання я використовую вправу
«Мікрофон», далі учні заповнюють узагальнюючу таблицю «Дефекти зварних з’єднань». Презентація та доповіді будуть розглядатися далі.
ІІІ
Актуалізація і корекція опорних знань, умінь і
 навичок. Мета етапу: спрямувати пізнавальну діяльність учнів, навчити їх формулювати мету й визначати шляхи їх досягнення. Цей етап забезпечує активність на наступних етапах уроку.
навичок. Мета етапу: спрямувати пізнавальну діяльність учнів, навчити їх формулювати мету й визначати шляхи їх досягнення. Цей етап забезпечує активність на наступних етапах уроку.
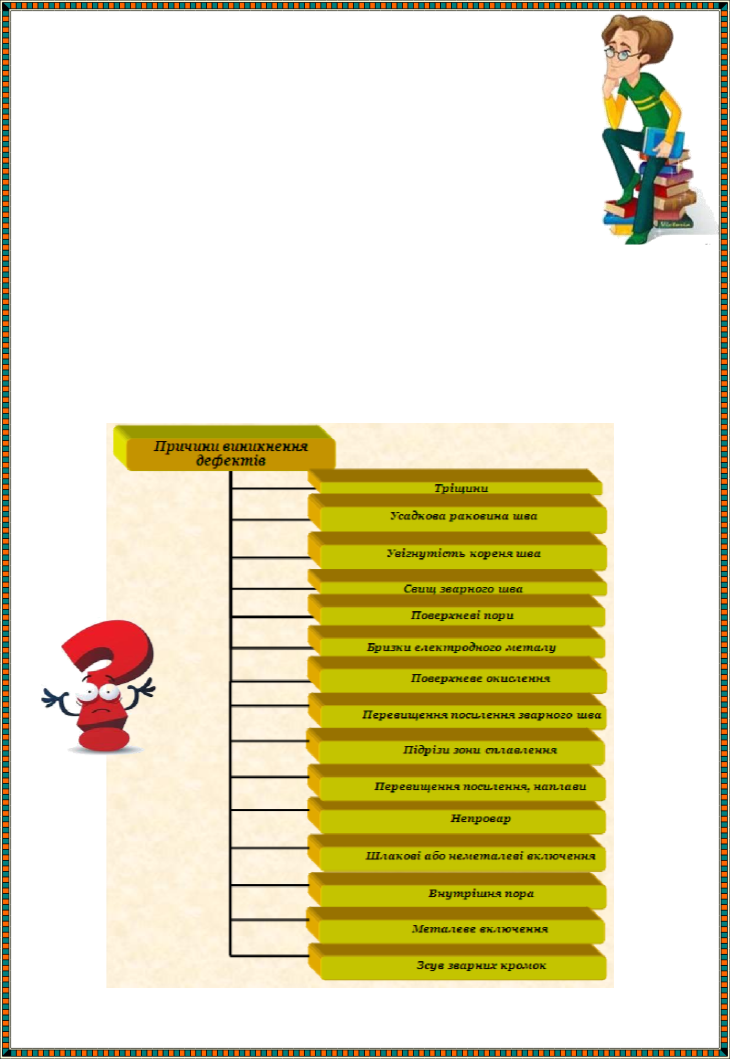
Мету цього етапу я досягаю за допомогою завдання, в якому необхідно заповнити блок-схему «Причини виникнення дефектів», виконати тестування «Обери потрібне» та завдання на відповідність «Контроль якості зварювання».
Перевірка здійснюється шляхом перехресного оцінювання з сусідом
за партою, результати учні заносять до листа оцінювання.
10
ІV Мотивація навчальної діяльності учнів.
Метою цього етапу є збудження інтересу учнів до обговорюваної теми уроку й розумової активності, підготовка до свідомого сприйняття нового матеріалу. Основними мотиваційними аспектами цього етапу є пізнавальний інтерес, проблемність і практична цінність, яка досягається завдяки поставленому проблемному запитанню: Чи достатньо учні оволоділи теоретичними знаннями для виконання лабораторної роботи?
V. Повідомлення теми, мети, завдань уроку.
Мета етапу: чітко сформулювати тему, триєдину мету та завдання
уроку.
VІ
Осмислення змісту та технології виконання системи необхідних навчальних дій.
Мета етапу: зосередити увагу учнів на змісті та технології виконання лабораторної роботи, за допомогою інструктивно- технологічної картки. Результатом цього етапу є осмислення зв’язків і відношень в об’єктах вивчення теми ««Дефекти зварних швів, контроль якості зварних з’єднань», розкриття їх сутності.
На цьому етапі ми повертаємося до домашнього завдання, які підготували учні достатнього та високого рівня навчальних досягнень та слухаємо доповідь з презентацією на тему «Цікавий гас».
VІІ
Самостійне виконання поставлених завдань під контролем викладача.
Самостійне виконання лабораторної роботи – це невід'ємна частина навчальної роботи учнів з вивчення теми ««Дефекти зварних швів, контроль якості зварних з’єднань».
Мета етапу: розвиток творчих здібностей та активізація розумової діяльності учнів; творчого сприйняття навчального матеріалу та його осмислення; формування практичних навичок при виконанні самостійної роботи, з метою узагальнення та систематизації навчального матеріалу теми.
11
Самостійне виконання лабораторної роботи відбувається під котролем викладача.
VІІІ
Звіт учнів про роботу. Мета етапу: аналіз характерних
помилок, загальна оцінка виконаної роботи. На цьому етапі учні роблять самоаналіз виконаної роботи та заповнюють звіт.
ІX.
Обґрунтування викладачем її результатів та
проведення відповідної корекції. Мета етапу: відкоректувати виявлені прогалини (недоліки) при виконання лабораторної роботи і способах дій у межах вивченої теми; дати якісну оцінку роботи групи та окремих учнів.
X. Підбиття підсумків уроку та рефлексія.
Мета етапу: дати якісну оцінку роботи групи та окремих учнів; ініціювати та інтенсифікувати рефлексію учнів з приводу психоемоційного стану, мотивації діяльності й взаємодії з викладачем та одногрупниками; забезпечити засвоєння учнями принципів саморегуляції та співробітництва. Враження від уроку учні висловлюють завдяки інтерактивному методу «Прес». Цей метод дає можливість формулювати й висловлювати власну думку аргументовано, у чіткій і стислій формі. Також на цьому етапі учні підраховують загальний бал оціночного листа та здають його викладачеві.
XІ.
Повідомлення та пояснення домашнього завдання.
 Мета етапу: забезпечити розуміння учнями цілей, змісту і способів виконання домашнього завдання. Домашнє завдання подано диференційовано від нижчого рівня до вищого. Завдяки цьому в учнів формуються загальнонавчальні уміння і навички, зокрема, вміння працювати самостійно з підручником та іншими інформаційними джерелами. Водночас створюються умови для розвитку творчих здібностей сильніших учнів через виконання пошуково-творчого завдання: підготувати інформаційний буклет (бюлетень) й створити презентацію на тему «Сучасні технологічні процеси та
Мета етапу: забезпечити розуміння учнями цілей, змісту і способів виконання домашнього завдання. Домашнє завдання подано диференційовано від нижчого рівня до вищого. Завдяки цьому в учнів формуються загальнонавчальні уміння і навички, зокрема, вміння працювати самостійно з підручником та іншими інформаційними джерелами. Водночас створюються умови для розвитку творчих здібностей сильніших учнів через виконання пошуково-творчого завдання: підготувати інформаційний буклет (бюлетень) й створити презентацію на тему «Сучасні технологічні процеси та
обладнання».
12
Методичний прийом «Психоформула».
Цей прийом дозволяє замінювати організаційні моменти класичного уроку й може бути використаний як ланка між різними етапами уроку. «Психоформула» використовується для активізації емоційної діяльності на початку кожного заняття або для відпочинку, зміни виду діяльності протягом уроку.
Гра «Дешифрувальник». Ця гра побудована на
розшифруванні закодованого слова. Літери в нашому мобільному телефоні розташовані під цифрами на кнопках. Кожній цифрі відповідає кілька літер. Щоб відгадати зашифроване слово, треба вибрати одну літеру.
Вправа «Мікрофон» надасть можливість кожному сказати щось швидко, по черзі, відповідаючи на запитання або висловлюючи свою думку чи позицію. Правила проведення: викладач учням: «уявіть, що у вас в руках мікрофон і вам потрібно висловити думку». Говорить тільки той, у кого «уявний» мікрофон.
Метод «Прес». Це метод допомагає навчитися знаходити
вагомі аргументи і формулювати свою думку щодо спірного питання або формулювати ідеї, думки у вигляді чіткої й логічної структури.
Метод може використовуватися на будь-якому етапі уроку у такий спосіб:
Я вважаю, що ... (висловіть свою думку, поясніть, у чому полягає ваш погляд).
... тому, що... (наведіть причину появи цієї думки, тобто на чому ґрунтуються докази на підтримку вашої позиції).
... наприклад... (наведіть факти, які демонструють ваші докази, вони підсилять вашу позицію).
Отже (тому), я вважаю... (узагальніть свою думку, зробіть висновок про те, що необхідно робити; тобто, це є заклик прийняти вашу позицію).
13

|
|
|
|
|
|
|
№ етапу уроку |
Зміст етапу уроку |
Час, хв. ≈ |
Методи й форми роботи з групою |
Зміст діяльності |
|
1 |
2 |
3 |
4 |
5 |
|
І. |
Організаційний етап |
3 |
Метод «Психоформула»; Гра «Дешифрувальник». |
Привітання; Перевірка наявності учнів, їх готовності до уроку; Настрій на позитив; Мозкова розминка. |
|
ІІ. |
Перевірка домашнього завдання |
10 |
Вправа «Мікрофон»; Узагальнююча таблиця «Дефекти зварних з’єднань». |
Встановити, чи правильно виконали учні домашнє завдання; З’ясувати ступінь засвоєння знань учнями та ліквідувати знайдені недоліки. |
|
ІІІ. |
Актуалізація і корекція опорних знань, умінь і навичок |
20 |
Заповнення блок-схеми «Причини виникнення дефектів»; Тестування «Обери потрібне»; Завдання на відповідність. |
Встановити правильність та усвідомлення вивченого матеріалу; Провести корекцію в усвідомленні учнями навчального матеріалу. |
|
ІV. |
Мотивація навчальної діяльності учнів |
1 |
Проблемне запитання. |
Збудження інтересу учнів до обговорюваної теми уроку й розумової активності, підготовка до свідомого сприйняття нового матеріалу. |
|
V. |
Повідомлення теми, цілей та завдань уроку |
1 |
Пояснення викладача. |
Повідомлення теми, триєдиної мети,авдань та плану уроку. |
|
VІ. |
Осмислення змісту та технології виконання системи необхідних навчальних дій |
7 |
Доповідь з презентацією на тему «Цікавий гас». Пояснення викладача; Інструктивно-технологічні картки. |
Повідомлення з презентацією учнів; Зосередження уваги учнів на змісті та технології виконання лабораторної роботи, за допомогою інструктивно- технологічної картки. |
|
1 |
2 |
3 |
4 |
5 |
|
VІІ. |
Самостійне виконання поставлених завдань під контролем викладача |
34 |
Лабораторна робота; Інструкційно-технологічна картка; Хвилинка здоров’я. |
Самостійне виконання лабораторної роботи відбувається під котролем викладача; Через 15 хвилин після початку виконання самостійної роботи - «Хвилинка здоров’я». |
|
VІІІ. |
Звіт учнів про роботу |
4 |
Звіт про виконану роботу. |
Аналіз характерних помилок; Загальна оцінка виконаної роботи; На цьому етапі учні роблять самоаналіз виконаної роботи та заповнюють звіт. |
|
ІХ. |
Обґрунтування викладачем її результатів та проведення відповідної корекції |
5 |
Обговорення виконаної роботи. |
Відкоректувати виявлені прогалини (недоліки) при виконання лабораторної роботи. |
|
Х. |
Підбиття підсумків уроку та рефлексія |
3 |
Оціночні листи; Метод «Прес». |
Дати якісну оцінку роботи групи та окремих учнів; Ініціювати та інтенсифікувати рефлексію учнів з приводу психоемоційного стану, мотивації діяльності й взаємодії з викладачем та одногрупниками. Забезпечити засвоєння учнями принципів саморегуляції та співробітництва. |
|
ХІ. |
Повідомлення та пояснення домашнього завдання |
2 |
Пояснення викладача. |
Забезпечити розуміння учнями цілей, змісту і способів виконання домашнього завдання. |
|
ВСЬОГО: |
90 |
|
||
![]() 1
1
|
Група № 6 |
|
|
Дата проведення |
|
 Тема навчального розділу: «Дефекти зварних швів, контроль якості зварних з’єднань».
Тема навчального розділу: «Дефекти зварних швів, контроль якості зварних з’єднань».
Тема уроку: Лабораторна робота на тему «Контроль якості зварних швів на щільність за допомогою гасу».
Кількість годин на урок: 2 години.
Мета:
узагальнити, систематизувати та закріпити знання учнів про зварювальні дефекти; вплив дефектів на працездатність зварного з’єднання; причини їх виникнення та способи усунення; загальні відомості про контроль якості вихідних матеріалів, контроль збирання та контроль технологічного процесу зварювання у готовому виробі; вимоги безпеки праці.
розвивати практичні навички по виявленню дефектів зварних швів на щільність за допомогою гасу; навичок самостійної роботи; логічного мислення учнів; формування інтелектуальних умінь та навичок планування, аналізу й узагальнень.
виховувати цілеспрямованість в досягненні поставленої мети та відповідальне відношення до виконання роботи; акуратність під час проведення досліду; повагу та любов до обраної професії.
Тип уроку: урок удосконалення знань, умінь і навичок.
Вид уроку: лабораторна робота.
Форма роботи: індивідуальна, диференційовано-групова.
 Методи проведення:
Методи проведення:
словесний: розповідь з елементами бесіди, психологічна настанова, інструктування щодо роботи з інструкційно- технологічними картками.
наочний: ілюстрації дефектів, зразків з'єднань.
практичний: виконання завдань на різних етапах уроку: гру
«Дешифрувальник», проблемне запитання, тестування, завдання на відповідність, роботу з узагальнюючою таблицею, метод «Прес» та інші вправи; самостійне виконання лабораторної роботи; заповнення оціночних листів.
Міжпредметні зв’язки:
предмет «Фізика» тема «Властивості газів, рідин, твердих тіл» тема уроку «Властивості рідин. Поверхневий натяг рідини. Змочування. Капілярні явища».
предмет «Матеріалознавство» тема «Основні відомості про метали і сплави», «Властивості металів», «Зварювальні матеріали», «Випробування металу».
предмет «Охорона праці» тема «Основи охорони праці в галузі»,
«Основи пожежної безпеки».
предмет «Електротехніка».
Дидактичне забезпечення та ТЗН:
навчальний посібник Гуменюк І.В. Обладнання та технології зварювальних робіт, інструкцiя з техніки безпеки пiд час використанні горючих, легкозаймистих і вибухонебезпечних речовин (витяг), техніка безпеки в кабінеті «Обладнання та технологія електрозварювальних робіт» (витяг), плакат з текстом психологічної настанови, картки-завдання з тестуванням, завданням на відповідність, блок-схема, узагальнююча таблиця, презентація «Цікавий гас», пам’ятка
«Хвилинка здоров’я», інструкційно-технологічні картки, картки-звіти, оціночні листи.
екран, ноутбук, м/медійний проектор
Базові поняття й терміни: дефекти, контроль якості, гас.
Очікувні результати: учні повинні виконати лабораторну роботу та скласти звіт про виконану роботу.
17
І. Організаційний етап (3 хв.).
- Привітання викладача, фіксація відсутніх.
- Перевірка підготовки учнів до заняття.
- Перевірка підготовки кабінету до заняття.
- Організація уваги учнів.
- Організація уваги та настрію учнів на позитив за допомогою методичного прийому «Психоформула».
Прийом «Психоформула»
Люблю я свій розум, увагу та пам'ять. Працює мій мозок. І вчусь я старанно. Сприймаю все нове. І мислю логічно.
Учителя слово - Здійсню практично.
- Розкриття загальної мети та плану проведення уроку.
Викладач. Давайте зробимо невелику мозкову розминку, згадавши про що йшлося на попередньому уроці.
Гра «Дешифрувальник»
Запитання: Цей термін означає будь-яку невідповідність вимогам, зазначеним у документації на виготовлення продукції.
|
АБВ |
ГДЕ |
ЖЗИ |
|
ЛМН |
ОПР |
СТУ |
ФХЦ |
ЧШЩ |
1 2 3 4 5 6 7 8 9
Таблиця відповіді:
|
2 |
2 |
8 |
2 |
4 |
7 |
|
|
|
|
|
|
|
|
2 |
2 |
8 |
2 |
4 |
7 |
|
Д |
Е |
Ф |
Е |
К |
Т |
Відповідь: Дефект
18
 ІІ. Перевірка домашнього завдання
ІІ. Перевірка домашнього завдання
(10 хв.).
Викладач. На попередньому уроці ми вивчали загальні відомості про контроль якості вихідних матеріалів:
контроль якості основного металу, контроль якості з в а р н о г о дроту, флюсів, електродів, контроль збирання
контроль технологічного процесу зварювання у готовому виробі:
зовнішній огляд та виміри, контроль щільності зварних швів, механічні випробування зварних швів та виробів, ультразвуковий метод контролю, рентгенівське та гамма-
випромінювання, магнітографічно-графічний контроль.
Домашнім завданням було:
повторити конспект та § 62-63 посібника;
опрацювати таблицю 55 «Причини дефектів зварних швів» на стор.103.
підготувати доповідь «Цікавий гас».
Вправа «Мікрофон»
- Які дефекти виникають при підготовці та збиранні зварних виробів? (1 б.)
- Які дефекти швів є внутрішніми, які зовнішніми?
(1 б.)
- За якими ознаками класифікують неруйнівні методи контролю? (1 б.)
- Як контролюють вихідні матеріали, заготовки під зварювання? (1 б.)
19
 Завдання. Заповніть узагальнюючу таблицю «Дефекти зварних з’єднань».
Завдання. Заповніть узагальнюючу таблицю «Дефекти зварних з’єднань».
Час виконання: 6 хв.
 За правильно заповнену таблицю: 8 б.
За правильно заповнену таблицю: 8 б.
|
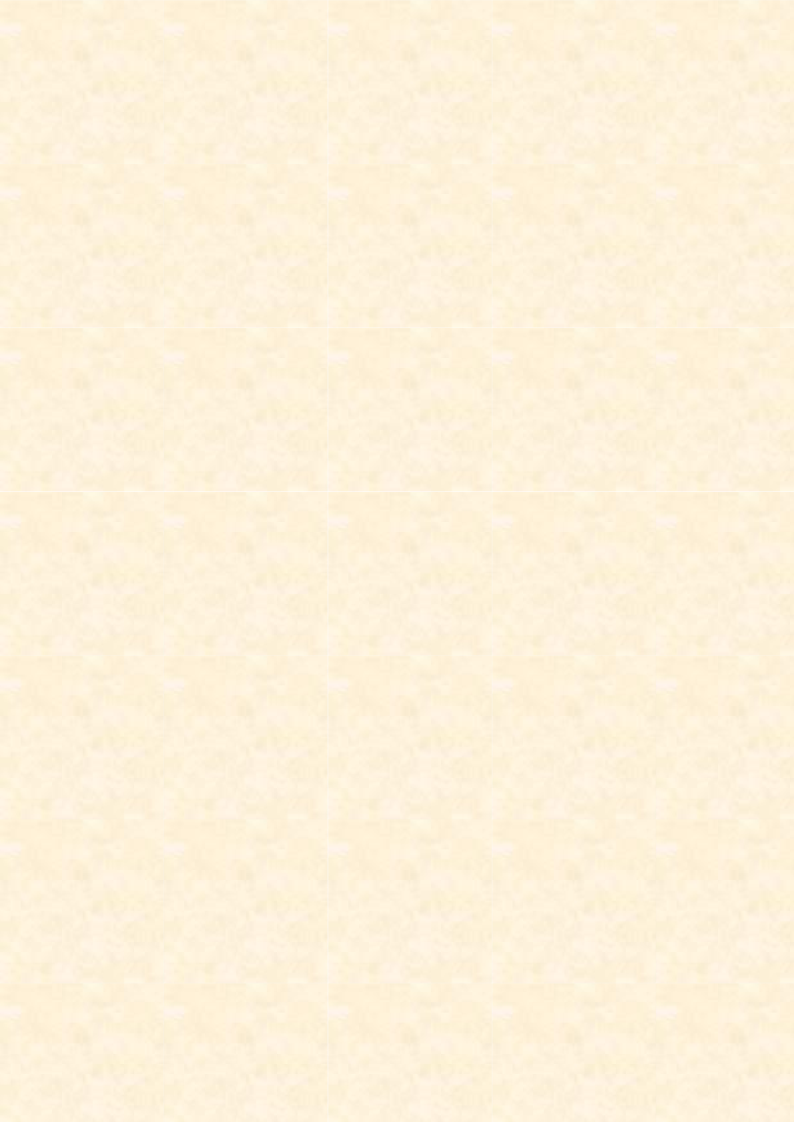
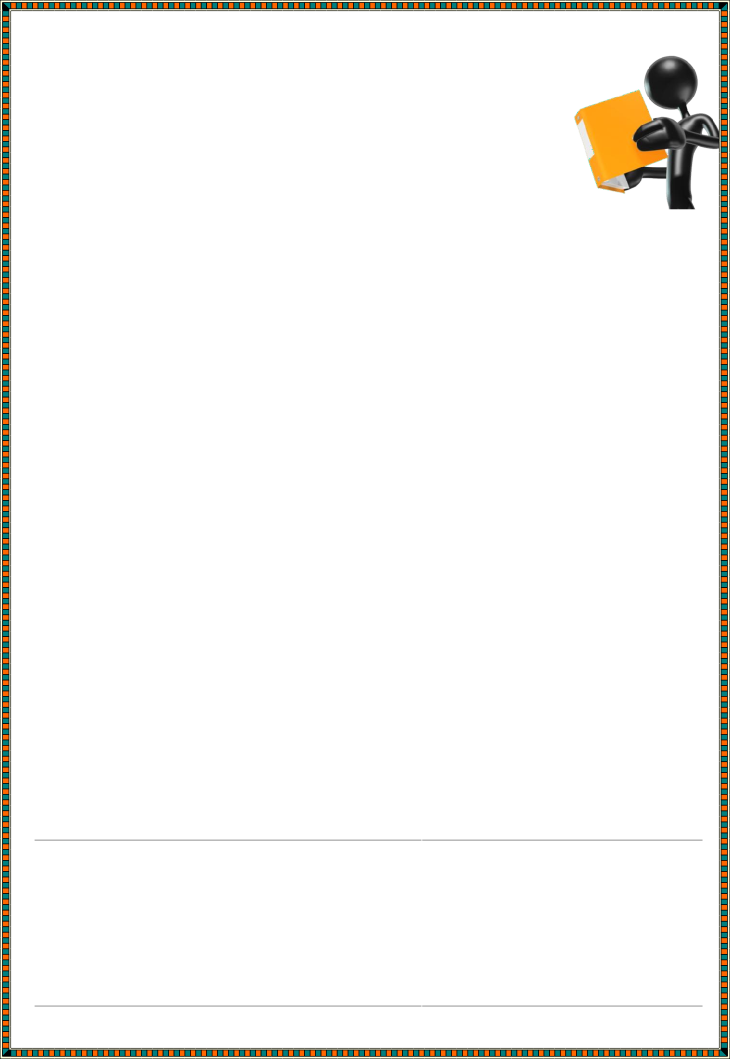
Дефект |
Причини |
|
|
1 – 2 - |
|
|
1 – 2 - |
|
|
а – б – 1 – 2 – |
|
|
1 – 2 – 3 – 4 – |
|
|
а – б – |
20
 ІІІ. Актуалізація і корекція опорних знань, умінь і навичок (20 хв.).
ІІІ. Актуалізація і корекція опорних знань, умінь і навичок (20 хв.).
Викладач. Ми перевірили Ваші знання про визначення дефектів та їх види. Дійсно, у виробництві зварених виробів розрізняють дефекти:
зовнішні та внутрішні;
наскрізні;
поправні й непоправні;
внутрішньоцехові та позацехові.
А зараз давайте повторимо, що є причинами виникнення дефектів, за допомогою заповнення блок-схеми «Причини виникнення дефектів» та охарактеризуємо кожну із причин. На допомогу Вам – опорні ілюстрації (додаток № 1).
Час виконання: 15 хв.
За кожну правильну відповідь: 1 б.
*Блок-схема «Причини виникнення дефектів»
* блок-схема подана заповненою
21
 Викладач. Далі я пропоную Вам пройти тестування «Обери потрібне».
Викладач. Далі я пропоную Вам пройти тестування «Обери потрібне».
Час виконання: 4 хв.
За правильно виконане завдання: 6 б.
Тестування «Обери потрібне»
1. При якій температурі при зварюванні в металі утворюються гарячі тріщини?
2000 0С і вище 5000 0С і вище 8000 0С і вище 10000 0С і вище
2. Який дефект може утворитися
в зварному шві у разі виконання зварних з’єднань з піддуванням газу або подушці флюсу із збільшеним зазором між зварними кромками деталей?
поверхневе окиснення внутрішня пора непровар
угнітість кореня шва
3. Якої величини недопустимі підрізи в металі?
|
завглибшки до 4 мм, довжиною |
більше |
45 |
мм |
і |
підрізів |
|
завглибшки більше 4 мм будь-якої довжини |
|
|
|
|
|
|
завглибшки до 3 мм, довжиною |
більше |
35 |
мм |
і |
підрізів |
|
завглибшки більше 4 мм будь-якої довжини |
|
|
|
|
|
|
завглибшки до 2 мм, довжиною |
більше |
25 |
мм |
і |
підрізів |
|
завглибшки більше 2 мм будь-якої довжини |
|
|
|
|
|
|
завглибшки до 1 мм, довжиною |
більше |
15 |
мм |
і |
підрізів |
|
завглибшки більше 1 мм будь-якої довжини |
|
|
|
|
22 |
 4. Яких розмірів допускається непровар стикового шва з низьковуглецевої сталі?
4. Яких розмірів допускається непровар стикового шва з низьковуглецевої сталі?
допускається тільки до 25% від товщини металу, а при зварюванні легованих сталей – ще більше
допускається тільки до 15% від товщини металу, а при зварюванні легованих сталей – ще більше
допускається тільки до 5% від товщини металу, а при зварюванні легованих сталей – ще більше
допускається тільки до 10% від товщини металу, а при зварюванні легованих сталей – ще більше
5. Який дефект може утворюватися внаслідок поглинання розплавленим металом газів (водню, окису вуглецю та ін.), які не встигають виділитися при швидкому застиганні металу і залишаються в ньому у вигляді газових бульбашок?
поверхневе окиснення внутрішня пора непровар
угнітість кореня шва
6. Яка кількість одиночних пор допустимі в зварних з’єднаннях з низьковуглецевої сталі?
не більше 5-6 на 1 см2
не більше 3-4 на 1 см2
не більше 6-8 на 1 см2
не більше 8-10 на 1 см2
Таблиця для відповідей
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
23
Викладач. А зараз давайте згадаємо види контролю якості зварювання, виконавши завдання на відповідність.
Час виконання: 6 хв.
За правильно виконане завдання: 8 б.
 Завдання на відповідність «Контроль якості зварювання»
Завдання на відповідність «Контроль якості зварювання»
|
1. |
Контроль зовнішнім оглядом та обміром |
А. |
застосовують з метою перевірки щільності та міцності зварних швів замкнутих систем – трубопроводів, посудин та апаратів, а також відкритих листових конструкцій типу резервуарів. |
||||||
|
2. |
Галоїдний метод |
Б. |
устанавлюють наявність раковин, розшарувань, тріщин, у трубі – якість скосу кромок, у заготовках із спецсталей – відповідність хімічного складу і механічним властивостям. |
||||||
|
3. |
Хімічний метод |
В. |
використовують для виявленій поверхневих дефектів зварних з'єднань (мікро тріщин і тріщин), які виходять на поверхню виробу; дрібних поверхневих йор і вузьких не проварів, які важко виявити при зовнішньому огляді. |
||||||
|
4. |
Контроль ультразвуковими методами |
Г. |
Переваги цього контролю - це оперативність, чутливість до найнебезпечніших дефектів (тріщини й не провари), високі техніко- економічні показники. |
||||||
|
5. |
Контроль магнітними методами |
Д. |
При даному методі наявність суцільних дефектів установлюють за допомогою галоїдного тече шукача. У якості контрольних газів використовують хлористий вуглець, фреон та інші галоїди в чистому вигляді або в суміші з повітрям, азотом. |
||||||
|
6. |
Контроль капілярним методом |
Е. |
полягає в тому, що в контрольовану зварну посудину, після попереднього гідравлічного або пневматичного випробування, подається контрольний газ. Під тиском він виходить через нещільності і в місцях суцільних дефектів зафарбовує індикаторну речовину. |
||||||
|
7. |
Гідравлічні та пневматичні методи |
Ж. |
дозволяють виявити дефекти зварних з'єднань - тріщини, не провари, шлакові включення, газові пори (поверхневі та на глибині до 20-25 мм), а також дрібні дефекти основного металу. |
||||||
|
8. |
Контроль радіаційними методами |
І |
контроль заснован на здатність іонізуючих випромінювань, які випускає джерело, проникати з різним ступенем послаблення через зварне з'єднання і діяти на реєструючи пристрій (детектор). |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Б |
Д |
Е |
Г |
Ж |
В |
А |
І |
||
24

 ІV. Мотивація навчальної діяльності учнів (1хв.).
ІV. Мотивація навчальної діяльності учнів (1хв.).
Проблемне запитання: Чи достатньо Ви засвоїли теоретичні знання з теми «Дефекти зварних швів, контроль якості зварних з’єднань», для того, щоб добре виконати лабораторну роботу та отримати високі результати навчальних досягнень, дізнаємося сьогодні на уроці.
V. Повідомлення теми, цілей та завдань уроку (1хв.).
Лабораторна робота на тему: «Контроль якості зварних швів на щільність за допомогою гасу»
VІ. Осмислення змісту та технології виконання системи необхідних навчальних дій (7 хв.).
Викладач. Перед тим, як перейти до самостійного виконання лабораторної роботи, давайте розглянемо цікаві факти про гас.
Бажаючі учні виступають з підготовленими доповідями та презентаціями.
Далі, викладач зосереджує увагу учнів на змісті та технології виконання лабораторної роботи, за допомогою інструктивно-технологічної картки.
25
 Презентація «Цікавий гас»
Презентація «Цікавий гас»
VІІ. Самостійне виконання поставлених завдань під контролем викладача (34 хв.).
Перед початком роботи викладач проводить інструктаж з техніки безпеки (додаток №2). Після проведення інструктажу учні приступають до самостійного виконання лабораторної роботи
(додаток №3).
Викладач контролює навчальний процес. Через 15 хвилин після початку виконання самостійної роботи викладач звертає увагу учнів на необхідність зробити перерву, на так звану, «Хвилинку здоров’я».
(додаток №4).
26
 VІІІ. Звіт учнів про роботу (4 хв.).
VІІІ. Звіт учнів про роботу (4 хв.).
Учні роблять самоаналіз виконаної роботи та заповнюють звіт
(додаток №5).
ІX. Обґрунтування викладачем її результатів та проведення відповідної корекції (5 хв.).
Декілька учнів зачитують звіти про виконану роботу. Разом з викладачем обговорюють виявлені прогалини (недоліки) при виконання лабораторної роботи і способах дій у межах вивченої теми.
Викладач збирає оціночні листи, для того щоб дати якісну оцінку роботи групи та окремих учнів на наступному уроці. Виконання лабораторної роботи буде здійснюватися за критерями навчальних досягнень учнів (додаток №6).
Х. Підбиття підсумків уроку та рефлексія (3 хв.).
Викладач. Я пропоную Вам висловити свої враження від уроку за допомогою методу «Прес».
Інтерактивний метод «Прес»
Я вважаю, що ... (висловіть свою думку, поясніть, у чому полягає ваш погляд).
.... тому, що... (наведіть причину появи цієї думки, тобто на чому ґрунтуються докази на підтримку вашої позиції).
... наприклад... (наведіть факти, які демонструють ваші докази, вони підсилять вашу позицію).
Отже (тому), я вважаю... (узагальніть свою думку, зробіть висновок про те, що необхідно робити; тобто, це є заклик прийняти вашу позицію).
27
 Оціночний лист уроку
Оціночний лист уроку
 на тему: «Контроль якості зварних швів на щільність за допомогою гасу».
на тему: «Контроль якості зварних швів на щільність за допомогою гасу».
|
Група № |
|||
|
Прізвище ім’я: |
|||
|
Тип завдання |
Оцінювання |
Самооцінка |
Оцінка викладача |
|
Вправа «Мікрофон» |
маx 4 бали |
|
|
|
Узагальнююча таблиця «Дефекти зварних з’єднань» |
маx 8 балів |
|
|
|
Заповнення блок- схеми |
за кожну відповідь 1 бал |
|
|
|
Тестування «Обери потрібне» |
маx 6 балів |
|
|
|
Завдання на відповідність |
маx 8 балів |
|
|
|
Доповідь +презентація «Цікавий гас» |
маx 10 балів |
|
|
|
Самостійне виконання роботи |
маx 12 балів |
|
|
|
Оцінка за урок: |
|
|
|
ХІ. Повідомлення та пояснення домашнього завдання (2 хв.).
28
![]()
ДЕФЕКТИ
![]()
Інструкцiя з техніки безпеки пiд час
використанні горючих, легкозаймистих і вибухонебезпечних речовин (витяг)
1. Загальні вимоги безпеки
- До роботи з легкозаймистими та горючими рідинами (ЛЗР і ГР), іншими вогненебезпечними та вибухонебезпечними речовинами (ВВ і ВВ) допускаються особи, не молодші 18 років, які пройшли медичний огляд і не мають протипоказань, пройшли інструктаж з охорони праці та пожежної безпеки у строки, визначені керівником установи.
- Працівник повинен бути забезпечений спецодягом, спецвзуттям та іншими ЗІЗ відповідно до норм видачі і правильно їх використовувати під час роботи.
- До найбільш небезпечним у використанні ЛЗР відносяться спирт, ефір, бензин, гас, різні органічні розчинники. Вони здатні створювати вибухонебезпечні концентрації парів у повітрі, займання яких може статися від іскри або відкритого вогню. Причинами виникнення пожеж можуть бути несправна електроапаратура і проводка до неї, необережне поводження з вогнем та електронагрівальними приладами, розряди статичної електрики.
- Місця для роботи з ЛЗР, ГР, ОВ повинні бути забезпечені необхідними засобами пожежогасіння, надання невідкладної медичної допомоги, справною витяжною вентиляцією і автоматичною пожежною сигналізацією.
- У лабораторіях та інших приміщеннях допускається зберігання ЛЗР у кількостях, що не перевищують змінну потребу.
- Місця зберігання ЛЗР, ГР, ОВ повинні відповідати вимогам правил пожежної безпеки.
2. Вимоги безпеки перед початком роботи
2.1. Вогневі та зварювальні роботи повинні проводитися згідно з вимогами Правил пожежної безпеки.
2.2. Перед початком роботи в приміщеннях для зберігання чи використання ЛЗР, ГР і ВВ необхідно перевірити наявність медичної аптечки, первинних засобів пожежогасіння, справність витяжної вентиляції, відсутність запаху або ознак розливу ГР.
2.3. Робота повинна проводитися в спецодязі з використанням засобів індивідуального захисту:
- Халата бавовняного;
- Фартуха з хімічно стійкого матеріалу;
- Захисних окулярів повністю закритих з непрямою вентиляцією;
- Захисних рукавичок.
2.4. Тара (ємність) для зберігання і використання на робочих місцях, перевезення та утилізації ЛЗР і ГР повинна бути негорючою і не б'ється, з матеріалів, що виключають іскроутворення і накопичення статичної електрики, мати кришки, що виключають випадковий розлив вмісту.
 На тарі повинна бути напис «ВОГНЕНЕБЕЗПЕЧНО» і зазначено найменування вмісту.
На тарі повинна бути напис «ВОГНЕНЕБЕЗПЕЧНО» і зазначено найменування вмісту.
3. Вимоги безпеки після закінчення роботи
3.1. Після закінчення занять і робіт у кабінетах, лабораторіях і майстернях привести робочі місця в порядок, сміття і ганчір'я, все пожежонебезпечні та вибухопожежонебезпечні речовини та матеріали прибрати у спеціально обладнані приміщення або місця для зберігання, електроприймачі і освітлення відключити.
3.2. Судини, в яких проводилися роботи з ЛЗР та ГР, після закінчення робіт промити негорючими розчинами.
3.3. Очищення підлог, стін, робочих місць та обладнання від нашарувалися пожежонебезпечних речовин проводити за допомогою скребків з кольорових металів.
3.4. Спецодяг, спецвзуття та інші засоби індивідуального захисту прибрати у відведені місця, ретельно вимити руки з милом.
3.5. Забороняється:
- Викидати ОВ, зливати ЛЗР і ГР у каналізацію (вони повинні бути зібрані в скляну посудину з кришкою місткістю не менше 3 л. Для подальшого знешкодження чи знищення);
- Випалювати накопичені в повітроводах і зонтах жирові відкладення, пил та інші горючі речовини.
- Зберігати на робочому місці промаслений спецодяг та ганчір'я.
Техніка безпеки в кабінеті «Обладнання та технологія електрозварювальних робіт» (витяг)
- Кожен учень зобов’язаний проходити інструктажі з питань охорони праці при проведені лабораторних та
практичних робіт з предмету.
- Вимоги зазначеної інструкції є обов'язковими для виконання всіма, хто працює в кабінеті.
- Робота учнів у кабінеті проходить під безпосереднім керівництвом викладача у строгій відповідності з правилами техніки безпеки тощо.
Невідкладна допомога при отруєнні
гасом.
При вдиханні парів гасу - видалити постраждалого з приміщення, насиченого парами гасу. Забезпечити приплив свіжого повітря.
При ковтанні гасу - зробити промивання шлунка через зонд, або дати постраждалому випити побільше рідини і викликати блювотний рефлекс. Дати випити 200 мл вазелінового масла або водну суспензію активованого вугілля. Доставити потерпілого до найближчого медичного закладу.
31
Додаток № 3
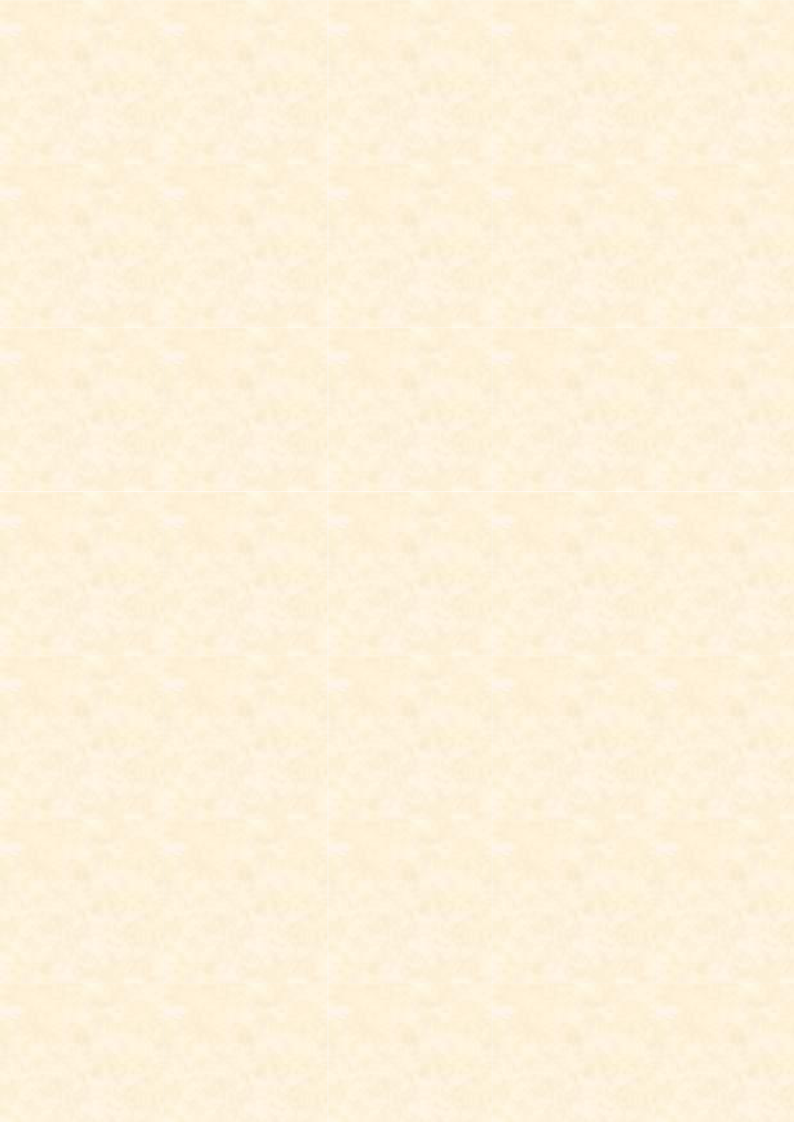
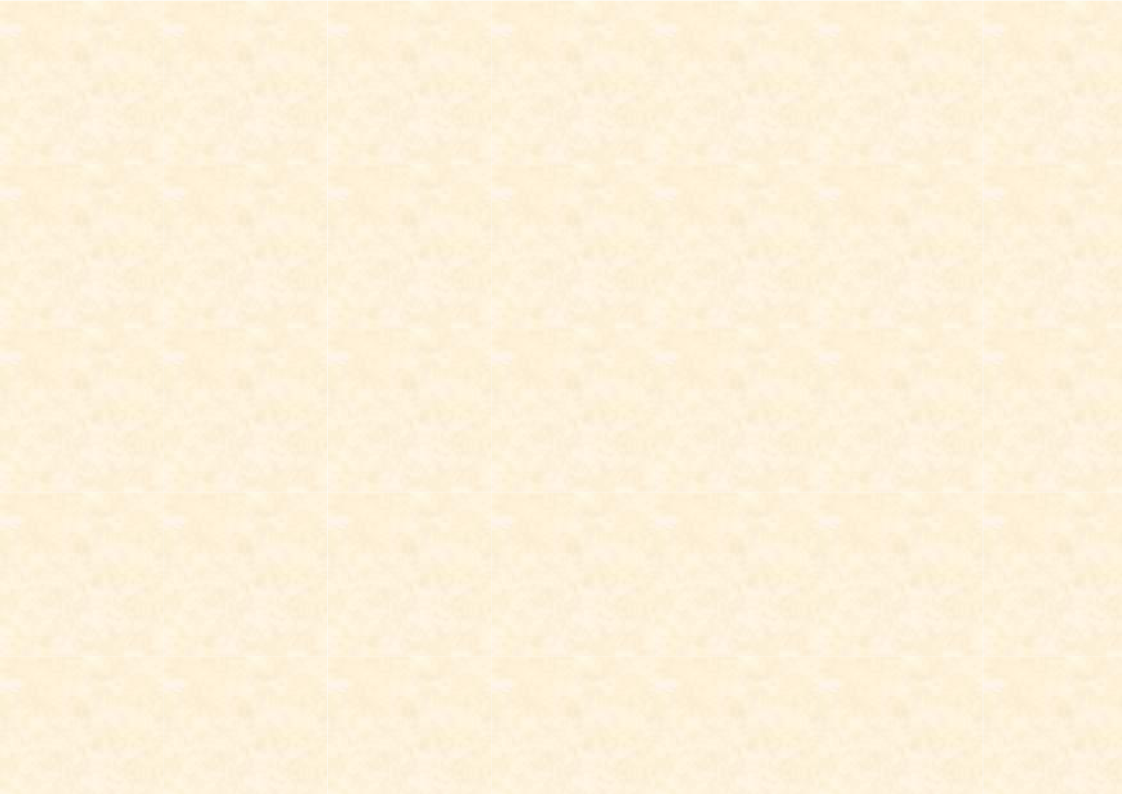
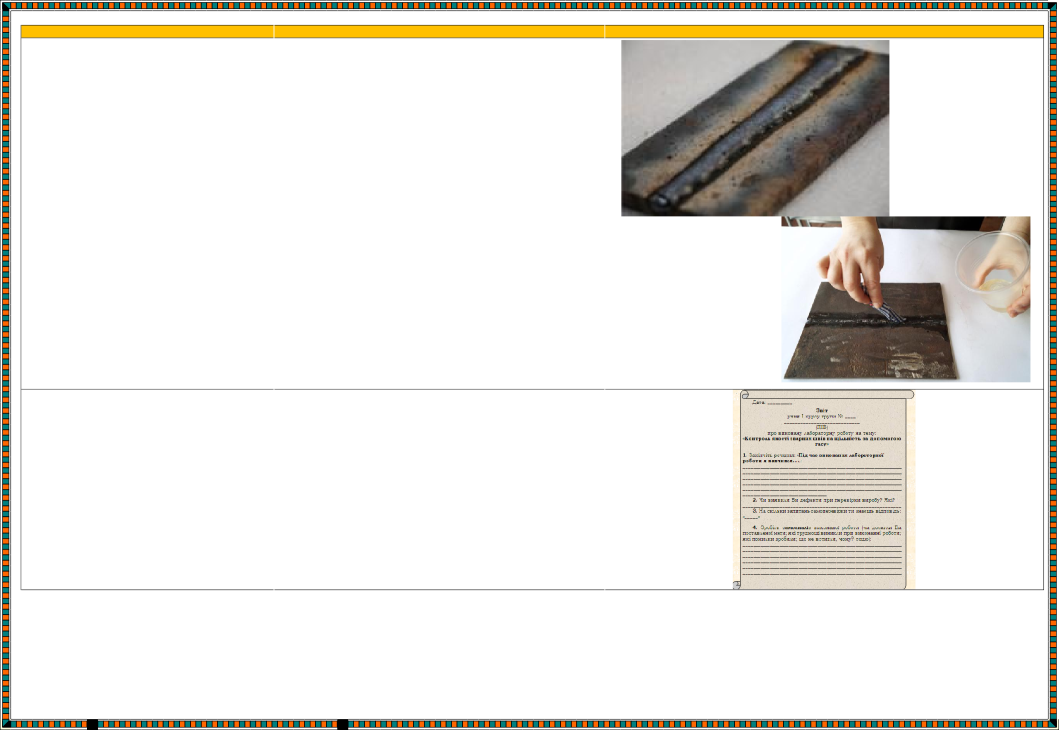
Якість зварних з'єднань визначає експлуатаційну надійність виробів і конструкцій, зумовлену пластичністю зварного шва, його довговічністю і циклічною міцністю.
Тому у процесі зварювальних робіт перш за все необхідно попереджати дефекти, виявляти їх і усувати, раціонально організовувати виробництво зварних виробів і конструкцій.
Контроль якості зварних швів на щільність за допомогою гасу заснований на явищі капілярності, яке полягає в здатності багатьох рідин, в тому числі і гасу, підніматися по капілярних трубках (трубок малого поперечного перерізу). Такими капілярними трубками служать наскрізні пори і тріщини в металі
зварного шва. Незважаючи на свою простоту, контроль якості зварних з'єднань за допомогою гасу досить ефективний і до того ж не вимагає скільки-небудь значних матеріальних витрат.
Випробування гасом застосовують у тих випадках, коли є доступ до конструкції ізоляції з обох сторін, а також для контролю якості зварних швів при виготовленні блоків ізоляції на поверхні.
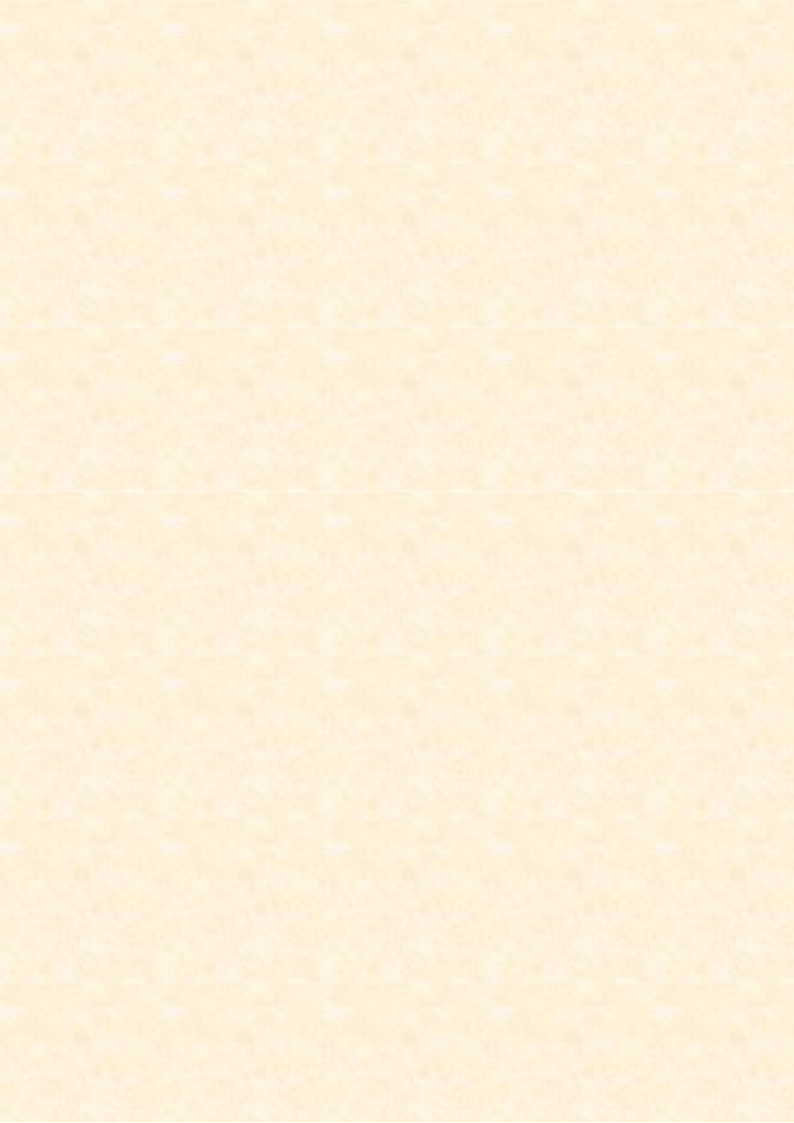
Гас здатний проникати крізь дрібні
тріщини в зварних швах, завдяки чому
1 - з'єднання, 2 - ємність з гасом
дозволяє виявляти дрібні дефекти.
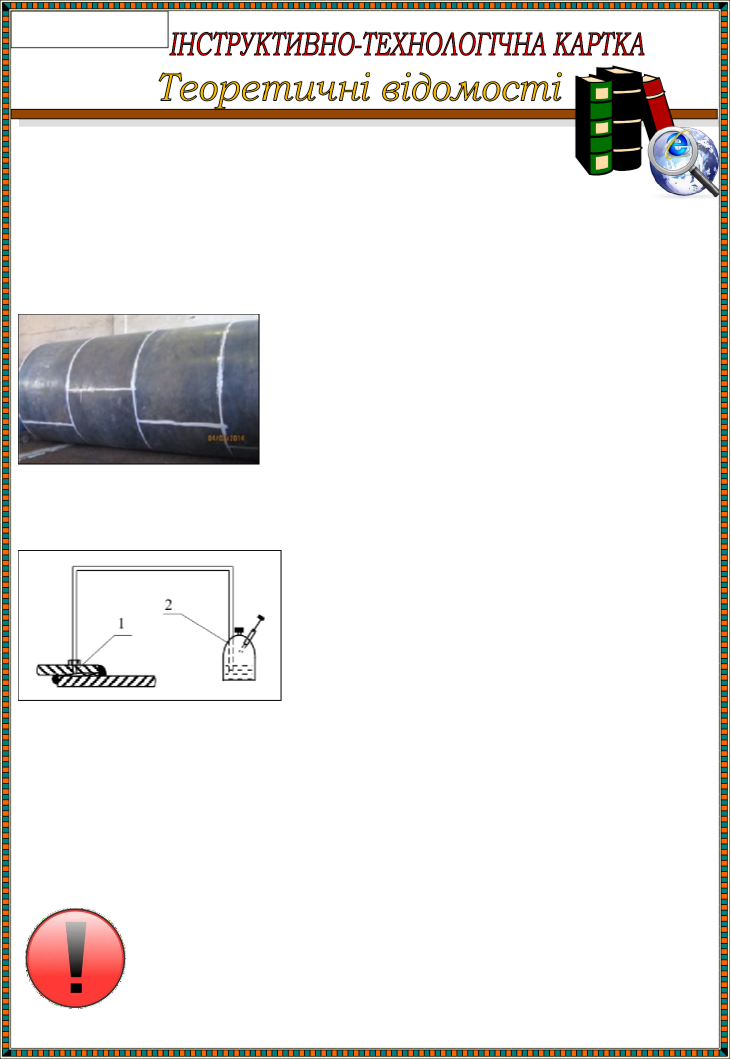
 Даний контроль призначений в основному для стикових з'єднань, щодо напусткових він менш ефективний. Підвищити його дієвість в цьому випадку можна, просвердливши отвір і закачавши гас між швами.
Даний контроль призначений в основному для стикових з'єднань, щодо напусткових він менш ефективний. Підвищити його дієвість в цьому випадку можна, просвердливши отвір і закачавши гас між швами.
Застосовуючи цей прийом потрібно мати на увазі, що гас, який потрапив в стик деталей, може згодом викликати корозію, тому його необхідно видалити після випробування підігрівом деталі пальником або паяльною лампою.
Час витримки виробів після змочування гасом залежить від товщини зварюваних деталей: чим
більше товщина і чим нижче температура повітря, тим більш е час витримки.
32
Інструкційно-технологічна картка
до виконання лабораторної роботи № 2 на тему:
«Контроль якості зварних швів на щільність за допомогою гасу»
ЗАГОЛОВНА ЧАСТИНА
Курс І курс (ТУ).
 Група
Група
Учнівська норма часу на виконання Тема
Мета (завдання)
Обладнання
№ 40.
2 академічна година – 90 хвилин.
Контроль якості зварних швів на щільність за допомогою гасу.
Повторити:
внутрішні дефекти зварних швів і з'єднань;
методи контролю якості зварних з'єднань.
Придбати практичні навички:
по контролю якості зварних швів на щільність за допомогою гасу.
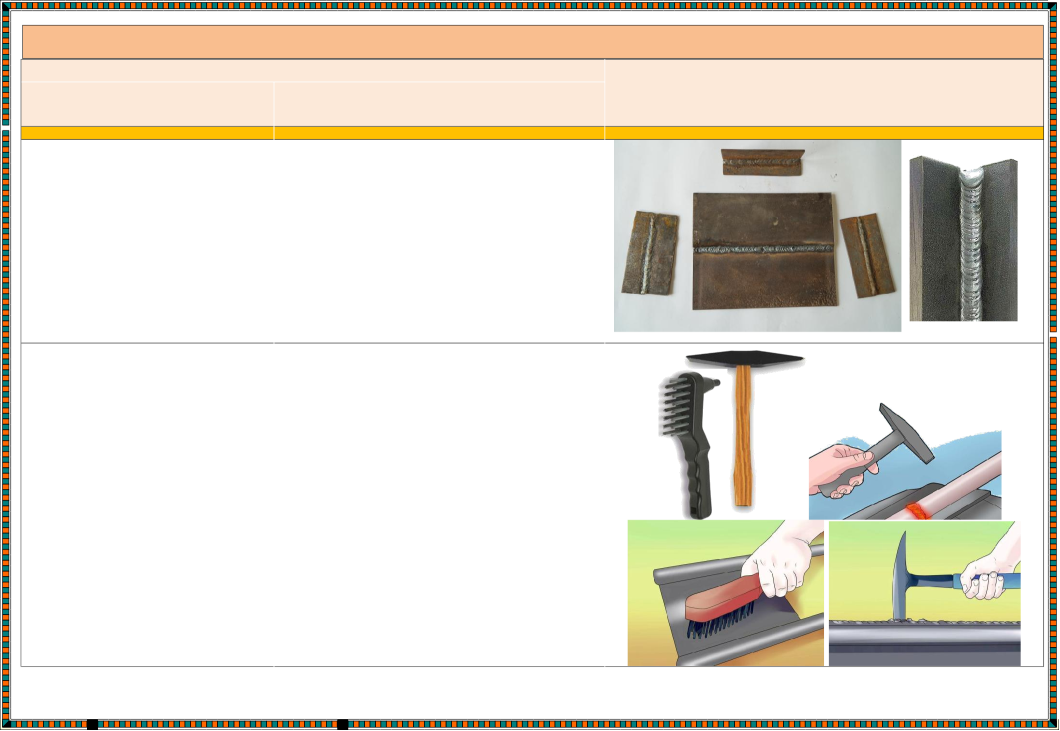
Зразки зварних з’єднань.
Гас, крейда, щітка для нанесення крейди (гасу);
Металева щітка, шлаковіддільник.
Інструкційно-технологічна картка № 2.
![]()
|
ОСНОВНА ЧАСТИНА Зміст завдання та послідовність його виконання |
||
|
Операції та порядок їх виконання |
Інструкційні вказівки і пояснення |
Ескізи, рисунки, схеми |
|
1 |
2 |
3 |
|
І. Зовнішній огляд зразків для випробування |
Перегляньте зразки стикових та кутових з’єднань. Оберіть один з них для випробування. |
|
|
|
|
|
|
ІІ. Підготовка зразка для випробування |
Очистіть шов з двох сторін від шлаку, бруду та іржі. Зразок повинен бути сухим та чистим. |
3 |

![]()
|
1 |
2 |
3 |
|
ІІ. Покриття зовнішньої сторони крейдяним розчином |
просушити гарячим повітрям, наприклад феном. |
|
|
|
|
|
|
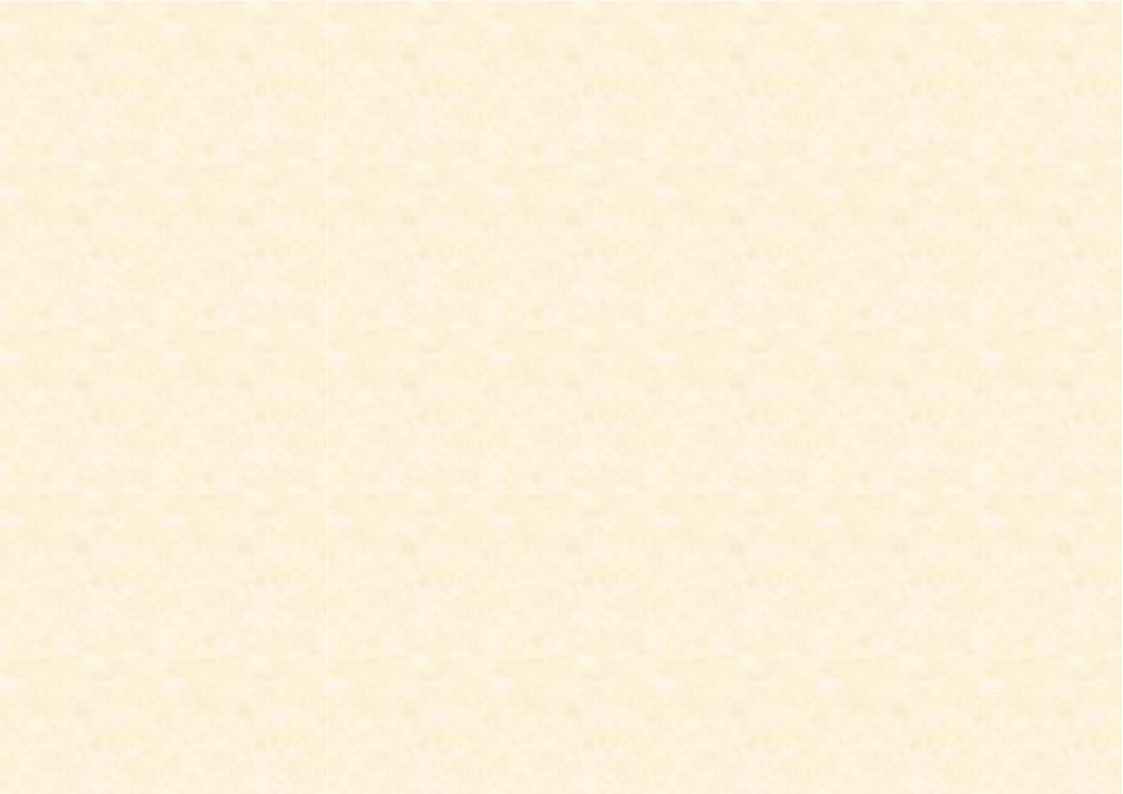
ІІІ. Покриття внутрішньої сторони гасом |
Рясне змочування зворотного боку гасом - 2-3 рази протягом 15-30 хвилин, в залежності від товщини металу. Це можна робити за допомогою кисті або шматочка дрантя. |
3 |
![]()
|
1 |
2 |
3 |
|
ІV. Повторіть випробування. |
Так як гас має здатність проникати в найдрібніші пори і нещільності, то через кілька годин на пофарбованій крейдою поверхні, в місцях нещільностей, виступають жирні гасові (темні) плями, які з плином часу розпливаються в більш великі плями. Саме тому спостерігати за зворотною стороною потрібно відразу після нанесення гасу - щоб зафіксувати перші прояви гасу. Швидкість проникнення гасу в дефекти залежить від його в'язкості, яка зменшується з підвищенням температури. |
|
|
V. Проаналізувати місця, в яких з’явилися дефекти. |
Результати своєї роботи занесіть до звіту про виконану лабораторну роботу. |
3 |
- Назвіть основні показники якості зварних з'єднань.
- Які дефекти відносяться до зовнішніх? Назвіть причини їх виникнення.
- Які дефекти відносяться до внутрішніх? Назвіть причини їх виникнення.
- Як контролюють вихідні матеріали, заготовки під зварювання?
- У чому суть капілярного методу контролю?
- Назвіть основні види механічних випробувань і коротко їх охарактеризуйте.
- Охарактеризуйте контроль якості зварних швів на щільність за допомогою гасу.
- Для чого потрібна крейда при проведенні випробування гасом?
 Додаток № 4
Додаток № 4
1 Виконання комплексу вправ для м'язового напруження
Вихідне положення – сидячи на стільці.
- Витягнути і розчепірити пальці так, щоб відчути напруження. У такому положенні затримати протягом 5 секунд. Розслабити, а потім зігнути пальці. Повторити вправу 5 разів.
- Повільно і плавно опустити підборіддя, залишатися у такому положенні 2-3 секунди і розслабитися.
- Сидячи на стільці піднести руки якомога вище, потім плавно опустити їх додолу, розслабити. Повторити вправу 5 разів.
- Переплести пальці рук і покласти їх за голову. Звести лопатки, залишатися у такому положенні 5 секунд, а потім розслабитись. Повторити вправу 5 разів.
2 Виконання комплексу вправ для зняття зорової втоми
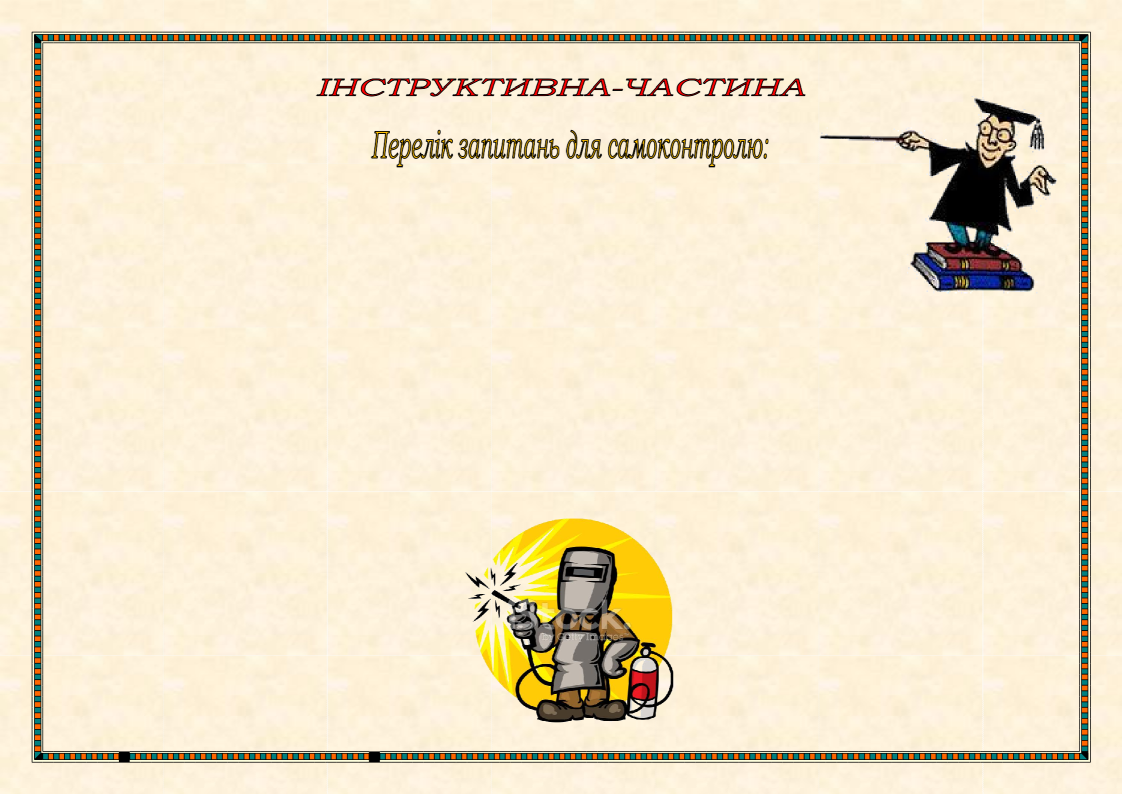
 Додаток № 5
Додаток № 5
.
Дата:
Звіт
учня І курсу групи №
(ПІБ)
про виконану лабораторну роботу на тему:
«Контроль якості зварних швів на щільність за допомогою гасу»
- Закінчіть речення: «Під час виконання лабораторної роботи я навчився…..:
- Чи виявили Ви дефекти при перевірки виробу? Які?
- На скільки запитань самоперевірки ти знаєшь відповідь:
« »
- Зробіть самоаналіз виконаної роботи (чи досягли Ви поставленої мети; які труднощі виникли при виконанні роботи; які помилки зробили; що не встигли, чому? тощо):
39
 Додаток № 6
Додаток № 6
|
Учень має незначні базові загальні знання, на рівні розпізнавання відтворює фрагменти матеріалу відповідно до програми теоретичного навчання про види дефектів при зварюванні; має уявлення про техніку безпеки при виконанні ЛПР. Знання потребують постійної підтримки. Має незначні базові загальні навички, виконує прості завдання, може підібрати обладнання та інструмент, зварювальні матеріали, необхідні для роботи, допускає несуттєві помилок при виконанні роботи. Якість виконаної роботи низька. Виправити дефекти самостійно не може. Навички навчання потребують структурованої підтримки. |
|
Учень може назвати дефекти в зварних швах; має уявлення про технології контролю якості, ТБ і ОП при виконанні ЛПР. За допомогою викладача орієнтується в технології контролю якості і виправленні дефектів. Недостатньо усвідомлено користується технологічною документацією. Має обмежений обсяг навичок, більш широкі компетенції, може підібрати обладнання і інструмент, зварювальні матеріали необхідні для роботи. Може підготувати зварювальне обладнання до роботи. |
|
Учень має широкі загальні знання і конкретні практичні та базові теоретичні знання, відтворює основні відомості про технології контролю якості зварних швів і виправлення дефектів. ТБ і ОП при виконанні ЛПР. Самостійно користується технологічними картами. Визначається здатністю самостійно виконувати завдання під керівництвом викладача. |
|
Учень має конкретні практичні і теоретичні знання про дефекти в зварних швах та контроль якості і виправлення дефектів. ТБ та ОП при виконанні ЛПР. Достатньо усвідомлено користується технологічною документацією. Виявляє творчий інтерес при виконанні ЛПР. Під час виконання роботи не допускає помилок. Самостійно оцінює отриману інформацію, робить аргументовані висновки. Здатен до самокерування при навчанні. |
40
 Додаток № 7
Додаток № 7
Вакуум-випробування використовуються для визначення нещільності на окремих ділянках зварних швів.
Гарячі тріщини - тендітні міжкристалітної руйнування, що виникають у процесі затвердіння зварювальної ванни під дією напружень усадки.
Глибина проплавлення – найбільша глибина розплавленого основного металу в перерізі шва.
Гідравлічні випробування здійснюються шляхом наповнення ємності водою і створення надмірного тиску, в 1,5-2 рази більше робочого.
Дефектами зварних з'єднань називаються різні відхилення від вимог технічних умов, що погіршують якість зварного шва або навколошовної зони і не забезпечують суцільність, герметичність, міцність та ін.
Допустимий дефект - дефект присутність якого не погіршує механічних і експлуатаційних властивостей зварного шва і дозволено нормативно- технічною документацією.
Зварним з’єднанням називають нероз’ємне з’єднання, виконане зварюванням.
Зона термічного впливу (ЗТВ) - це ділянка основного металу зварного з'єднання, розташована біля металу шва, структура і властивості якої змінилися в результаті нагрівання під час зварювання чи наплавлення.
Зовнішній огляд і перевірка розмірів шва передбачають контроль правильності геометричних розмірів зварюваних деталей; проглядання швів з використанням лупи з 10-20-кратним збільшенням, дозволяючої помітити волосяні тріщини і пори; визначення зовнішніх дефектів формування зварювального шва (непровари, підрізи, напливи, кратери, свищі).
Кратери - поглиблення, що утворюються в кінці шва при відриві дуги з появою усадкових рихлин.
Контроль якості зварних з'єднань складається з контролю якості вихідних матеріалів, параметрів машин і агрегатів, поточного контролю зварювання і зварника, перевірки готових виробів.
Контроль якості основного металу здійснюється зіставленням результатів випробувань та зовнішнього огляду металу з вимогами проекту і технічними умовами.
Контроль густини зварних швів здійснюється у зварних конструкціях, що працюють під тиском і в ємностях для зберігання пального, оливи, води.
Магнітний метод контролю застосовується для виявлення внутрішніх дефектів за рахунок магнітного розсіювання, що виникає над дефектами при намагнічуванні виробів, що контролюються.
Металографічний метод дає змогу контролювати якість структури металу зварного з’єднання.
41
 Механічні випробування зварних з'єднань здійснюються для встановлення тимчасового опору при розриві, відносному видовженні, міцності на зріз і відрив, ударній в'язкості і твердості (ГОСТ 10922- 75).
Механічні випробування зварних з'єднань здійснюються для встановлення тимчасового опору при розриві, відносному видовженні, міцності на зріз і відрив, ударній в'язкості і твердості (ГОСТ 10922- 75).
Напливи - натікання металу шва на поверхню основного металу без сплавлення з ним.
Непровари - відсутність сплаву між зварюваними елементами, між металом шва і основним металом або між окремими шарами зварних швів.
Неметалевими називаються включення оксидів, сульфідів і нітридів різних елементів у метал шва, що впливають на його якість і властивості.
Підрізи - дефекти зварного з'єднання, місцеве зменшення товщини основного металу у вигляді канавок, які розташовуються вздовж межі зварного шва.
Пори - не порожнини в металі шва, заповнені газами.
Пропали - порожнини в шві, що утворилися у результаті витікання зварювальної ванни під дією надмірної сили струму, збільшення зазору між кромками, нахилу зварювальної ванни і т.д.
Перепали - наявність в структурі металу шва окислених зерен, що мають мале зчеплення з основним металом, підвищують його крихкість.
Пневматичні випробування здійснюються стислим газом (повітрям, азотом, інертними газами, парами).
Свищі - дефекти у вигляді порожнин у зварних швах, які виходять на їх поверхню.
Тріщини основного металу - тріщини при виробництві металопрокату, що розкрилися під дією термічного циклу зварювання.
Тріщинами кристалізації називають макроскопічні і мікроскопічні нещільності, що зароджуються у процесі первинної кристалізації металу шва.
Ультразвуковий метод контролю оснований на властивості ультразвукових хвиль відбиватися від границі розділу двох середовищ, що володіють різними акустичними властивостями.
Холодні тріщини - це макроскопічні і мікроскопічні дефекти у вигляді несуцільностей зварного шва, що утворюються в зварних з'єднаннях при температурі нижчій 300°С у процесі розподілу зварювальних напружень в локальних зонах металу.
Шлак - металургійний розплав (після твердіння - каменевидна або склоподібна речовина), що зазвичай покриває поверхню рідкого металу при металургійних процесах - плавці сировини, обробці розплавлених
проміжних продуктів і рафінуванні металів.
Шлакові включення - це порожнини в металі зварного шва, заповнені шлаками, які не встигли виплисти на поверхню шва.
42
- Гуменюк І.В. Обладнання та технології зварювальних робіт: навч. посіб. / І.В. Гуменюк. - К.: Грамота, 2014. - 120 с. (рекомендовано МОНУ: наказ Міністерства освіти і науки України №1039 від 09.09.2014 р.)
- І.В. Гуменюк, О.Ф. Іваськів, О.В. Гуменюк «Технологія електродугового зварювання»: Підручник / І.В. Гуменюк. О.Ф. Іваськів, О.В. Гуменюк - К.: Грамота, 2006. - 512 с. (рекомендовано МОНУ: лист №1/11-2691 від 05.06.2006 р.)
- Горішній 3. Науково-методичні основи ефективності сучасного уроку //Директор школи. — 2005. — № 38.
- Ильин Е. Мотивация и мотивы. — СПб., 2002.
- Печорська Е. Уроки різні та незвичайні // Рідна школа. — 2000. —№12.
- Поташник М., Левит М. Подготовка и проведение открытого урока. Современная технология // Відкритий урок. — 2004. —
№ 9-10.
- Скрипченко Т. Организация методической работы в школе // Завуч. — 2005. — № 7.
- Скурідіна О. Уроки для обдарованих // Директор школи. — 2003.—№13.
- Сучасний урок. Інтерактивні технології навчання. Науково- методичний посібник / За ред. О.Пометун. — К.: А.С.К., 2003. http://www.contentlib.gb7.ru/Text/uchebnik/0.22k.htm http://shkola.ostriv.in.ua/publication/code-45223C0FAAA6B http://wikisurv.ru/kak-osvoit-svarochnye-raboty/
43

про публікацію авторської розробки
Додати розробку