Урок виробничого навчання з професії "Верстатник широкого профілю" на тему: "Нарізання зовнішньої та внутрішньої трикутної різьби різцем"
ДЕРЖАВНИЙ НАВЧАЛЬНИЙ ЗАКЛАД
«МЕЛІТОПОЛЬСЬКЕ ВИЩЕ ПРОФЕСІЙНЕ УЧИЛИЩЕ»
МЕТОДИЧНА РОЗРОБКА
відкритого уроку виробничого навчання з професії «Верстатник широкого профілю»
3 розряду
Тема: «Нарізання зовнішньої та внутрішньої трикутної різьби різцем»
Майстер виробничого навчання
з професії «Верстатник широкого
профілю»
ДНЗ «Мелітопольське ВПУ»
Трифонов Василь Іванович
м. Мелітополь, 2018
План-конспект уроку виробничого навчання з професії «Верстатник широкого профілю» 3 розряду
Тема програми № 6 «Нарізання різьби різцем»
Проведення уроку № 1
ПЛАН УРОКУ
|
Тема уроку:
|
Нарізання зовнішньої та внутрішньої трикутної різьби різцем. |
|
Мета уроку: |
|
|
Освітня: |
Навчитися встановлювати різьбові різці; призначити режими різання; нарізати зовнішню й внутрішню трикутну різьбу. |
|
Розвиваюча: |
Сформувати професійні навички та вміння. |
|
Виховна: |
Виховувати в учнів бажання до оволодіння знаннями, самостійність в роботі та самоконтролю. |
|
Оснащення робочого місця: |
Токарно-гвинторізний верстат 1К62; патрон трикулачковий; зразки токарних різьб; набір різців (прохідний упорний, прохідний відігнутий, різьбовий, зовнішній, відрізний); штангенциркуль ШЦ – І; спеціальний шаблон для установлення та заточування різців; різьбомір; калібр-пробки; калібр – кільця. |
|
Тип уроку: |
Урок набуття учнями нових знань. |
|
1. Організаційний етап: |
1.1.Перевірка наявності учнів. 1.2. Перевірка зовнішнього виду учнів. 1.3. Перевірка готовності учнів до уроку. |
|
2. Вступний інструктаж: |
2.1. Повідомлення теми та мети уроку. 2.2. Актуалізація знань та умінь учнів. |
- Що собою вважає різьба?
- Де застосовують різьби?
- Що називають кроком різьби?
- Який кут профілю метричної різьби?
- Який ріжучий інструмент застосовують для нарізання різьби?
- Назвіть матеріал ріжучої частини різьбового різця для нарізання різьби на сталевих виробах?
- Який контрольний інструмент застосовують для контролю різьб?
- Назвати правила охорони праці при нарізанні різьби?
2.3. Пояснення нового матеріалу (з розповіддю та показом майстром безпосередньо на робочому місці).
Матеріал теми уроку майстер рекомендує розподілити
на слідуючи підтеми:
- Види трикутних різьб.
- Різьбові різці та їх установка на токарних верстатах.
- Підготовка заготовок під різьбу.
- Нарізування зовнішньої та внутрішньої трикутної різьби різцем.
- Режими різання при нарізуванні трикутних різьб різцем.
- Неполадки, що виникають під час нарізування різьби різцем, та способи їх усунення.
- Охорона праці при нарізування різьб.
Пояснення нового матеріалу майстер починає з урахування того, що учні вже мають деякий досвід з нарізання різьби плашками та мітчиками, ознайомлені з конструкцією механізмів подач токарного верстату, мають поняття про види та системи різьб, профілі різьб.
Види трикутних різьб.
Нарізання різьби різцем – одна з найбільш складних операцій токарної обробки.
Однієї з найпоширеніших у машинобудуванні типами різьб є трикутна різьба.
Трикутне різьблення підрозділяється на метричну, дюймову й трубну.
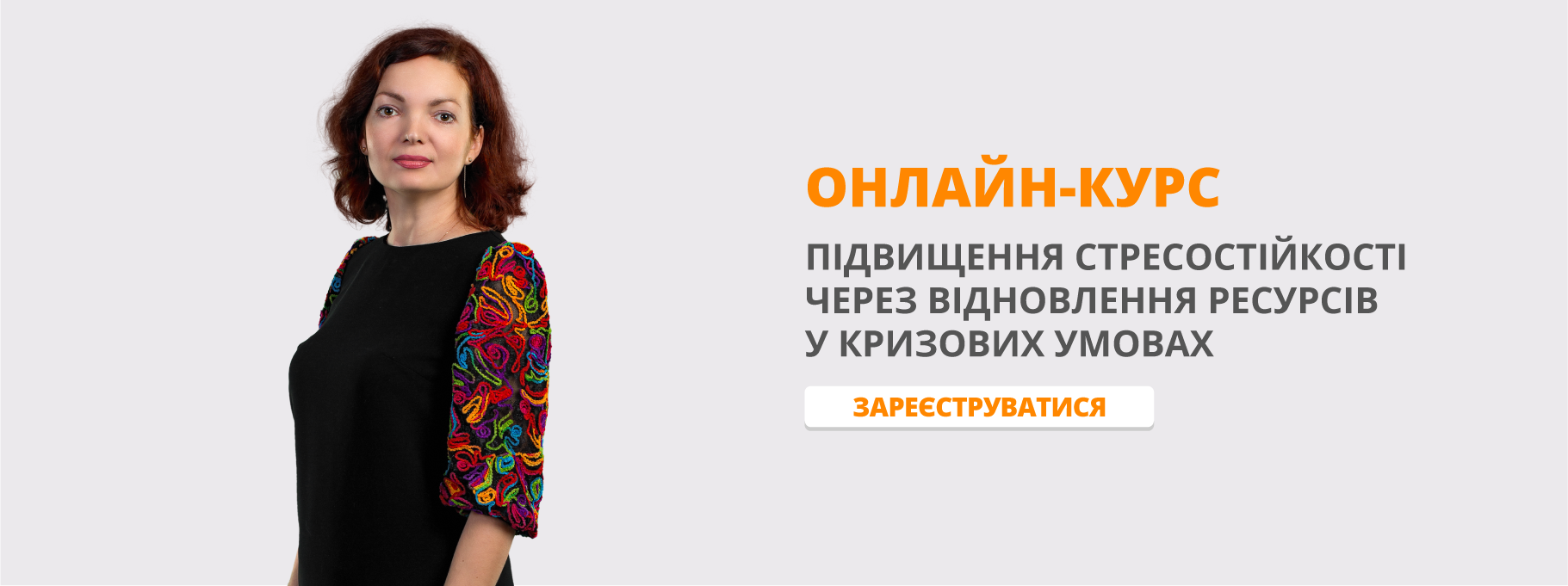
Метрична різьба є головним типом різьблення, застосовуваної в нашому машинобудуванні для нарізних сполучень, і має трикутний профіль із кутом профілю 600 .
(малюнок 1)
Схема метричної різьби: Р - крок різьби; Н - теоретична висота витка різьби; t -фактична висота витка;
d- зовнішній діаметр різальної поверхні; dср - середній діаметр різьби; d1- внутрішній діаметр різальної поверхні; є - кут профілю різьби
Метрична різьба ставиться до різьблень із зазором. Крок і інші розміри метричних різьб даються в міліметрах. Позначення метричного різьблення: М 12 х 1, де
М – метрична,
12 – номінальний діаметр,
1 – крок різьби.
Дюймова різьба має трикутний профіль із кутом профілю 550. Позначається дюймове різьблення: 1" і виміряється в дюймах.
Трубна різьба призначена для з'єднання трубопроводів. Позначається трубне різьблення: Тр.3/4" і виміряється в дюймах.
Різьбові різці та їх установка на токарних верстатах.
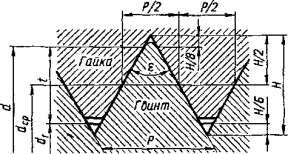
Для нарізання різьби застосовують стержневі, призматичні й круглі (дискові) різці й різьбові гребінки. Більш широке застосування знайшли стержневі різці для нарізування внутрішньої й зовнішньої різьби. Кут профілю ріжучої частини різця дорівнює куту профілю різьблення: для метричної – 600, дюймової - 550.
 (Малюнок 2)
(Малюнок 2)
Різьбонарізні інструменти: а, б, в — різьбові різці ; г, д, е, ж — різьбові грибінки
Шорсткість поверхні різьби, що нарізується різцем, у великому ступені залежить від того, наскільки гостро заточений різець. Ріжучі кромки різця повинні бути без зазублин, що досягається доведенням різця.
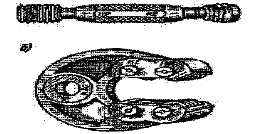
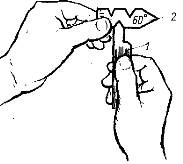
Кут профілю ріжучої частини різця, установку його у різцетримачі, а також контроль профілю заточених різців вимірюється шаблоном або кутоміром на світло.
Шаблон для вимірювання кута різця
(Малюнок 3)
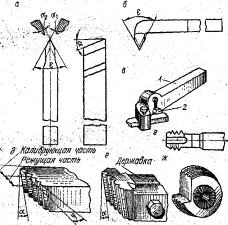
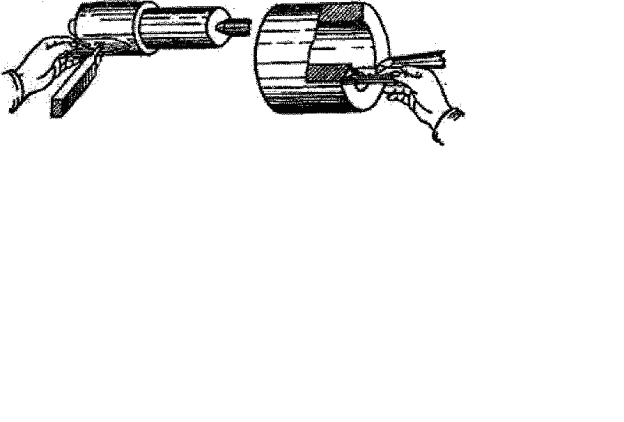
Різьбовий різець необхідно досить точно встановити ріжучою кромкою на висоті центрів; при цьому вісь профілю різця повинна бути перпендикулярна до осі різьби, яку нарізуємо. Так установлюють різець при нарізуванні як зовнішньої, так і внутрішньої різьби. При недотриманні цього правила різьба вийде із профілем, «зваленим» на одну сторону. Щоб уникнути цього положення різця слід ретельно перевіряти, використовуючи шаблон, застосовуваний при перевірці профілю різця.
(Малюнок 4)
Перевірка установки різьбового різця
Якщо до закінчення нарізування різьби різець був знятий для заточення, установку його після заточення слід здійснювати так, щоб він потрапив у вже прорізану гвинтову канавку, це легко досягається переміщенням полозок супорту.
Необхідно пам'ятати, що різьбовий різець повинен бути в роботі завжди гострим.
Підготовка заготовок під різьбу.
Перед нарізуванням різьби заготовку підготовлюють обточуванням, свердленням або розточуванням.
Діаметр стрижня під різьбу повинен бути трохи менше зовнішнього діаметра різьби. Це пояснюється наявністю пружних і пластичних деформацій, від чого зовнішній діаметр стрижня збільшується, а внутрішній діаметр отвору зменшується. Вибір діаметра заготовки проводиться по спеціальних таблицях або розраховують за формулою.
dсm = dн – (0,1÷0,4)S (1)
де dсm – діаметр стрижня
dн – номінальний діаметр різьби
Наприклад:
Розрахувати діаметр стрижня для нарізування зовнішньоъ різьби М12х2,5
dсm = 12 - (0,1÷0,4) · 2,5 = 12 - 0,1 · 2,5 = 11,75
Підготовка отворів під нарізування різьби різцем у суцільному матеріалі проводиться свердленням, якщо до точності різьби не пред'являється високих вимог, і свердленням з наступним розточуванням при нарізуванні більш точних різьб.
Дотв = Дн – S (2)
Где Дотв - діаметр отвору
Дн – номінальний діаметр отвору
S – шаг різьби.
Наприклад: Підібрати свердло для свердлення отворів під різьбу М 20, крок який рівний 2 мм.
По формулі (1) знаходимо.
dотв. = dр – Р = 20 – 2 = 18 мм.
Нарізування зовнішніх і внутрішніх трикутних різьб різцем.
Настроювання верстата на нарізування різьби зводиться до знаходження по таблиці, прикріпленій у залежності моделі верстата до верхньої чи бокової стінки коробки подач, або на барабані настроювання верстата на необхідну різьбу потрібного положення рукояток барабана коробки подач, або чисел зубів змінних зубчастих коліс і установці їх у потрібне положення.
Різьбу нарізають за кілька проходів, кількість яких залежить від кроку різьби.
Нарізування різьби роблять у такий спосіб. Пускають верстат у хід, подають різець у поперечному напрямку, включають механічну поздовжню подачу й знімають тонку стружку на необхідній довжині виробу. Потім відводять різець назад із прорізаної канавки й повідомляють супорту зворотний хід за допомогою механічної подачі, якщо частина виробу, яку нарізують, невеликої довжини: при великій же її довжині, заощаджуючи час, роблять це вручну. Установивши супорт у початкове положення, знову подають різець у поперечному напрямку настільки, щоб він міг зняти другу тонку стружку. Ці операції повторюють доти, поки нарізування різьби не буде закінчено.
 (Малюнок 5)
(Малюнок 5)
Схеми поперечної подачі при нарізуванні різьби різцем
Так як під час зворотної подачі супорту вершина невиведеного з канавки різця може зламатися, то завжди перед тим, як повідомити супорту зворотню подачу, вивести різець із канавки різьби. Звичайно це роблять одночасно, для чого потрібна навичка. Тому починаючому токареві необхідно в цьому потренуватися. Для цього треба узятися лівою рукою за важіль відведення зворотного ходу, а правої – за рукоятку поперечної подачі, потім, виводячи різець із канавки, зупинити верстат, дати йому зворотний хід і тим самим супорту зворотню подачу, діючи обома руками одночасно й швидко.
Якщо супорту повідомляють зворотню подачу, не розсовуючи рознімної гайки, то відносне положення ходового гвинта різьби, яку нарізують, при цьому не порушується. При переміщенні супорту назад у початкове положення вручну, рознімну гайку доводиться розсовувати й потім зрушувати перед наступним проходом різця.
Слід пам’ятати, що рознімну гайку можна включати в будь-який момент тільки в тому випадку, якщо крок різьби, яку нарізують, і крок ходового гвинта між собою кратні, тобто якщо крок різьби, яку нарізають, ділиться без залишку на крок ходового гвинта й навпаки, крок ходового гвинта без залишку ділиться на крок різьби, яку нарізують. Таке різьблення називається парним.
При нарізуванні непарного різьблення, коли крок різьби, яку нарізують, і крок ходового гвинта між собою непарні, рознімну гайку можна включити тільки при певному положенні ходового гвинта щодо різьби, яку нарізають. Інакше різець не потрапить у канавку різьблення, і її виток буде зрізаний.
При нарізуванні внутрішніх трикутних різьб застосовують ті ж способи подачі різьбового різця, використовується те ж настроювання верстата, як і при нарізуванні зовнішніх різьб різцем.
Режими різання при нарізуванні трикутних різьб різцем.
Режими різання при нарізуванні різьби рідко відрізняються від режимів, застосовуваних при обточуванні. Подачею тут служить крок різьби, який задається кресленням і змінюватися не може. Отже, при нарізуванні різьби можна змінювати тільки швидкість і глибину різання, які вибираються по нормативних таблицях довідника.
Для різьбових різців замість глибини різання встановлюють число проходів, що пояснюється особливими умовами їх роботи. У міру поглиблення різця у гвинтову канавку збільшується довжина ріжучих кромок і різання ускладнюється. Тому глибину різання в процесі нарізування різьблення доводиться міняти, поступово зменшуючи її для кожного наступного проходу.
Охолодження при нарізуванні різьби швидкорізальними різцями має винятково велике значення, тому що не тільки дає можливість підвищувати швидкість різання, але й сприяє одержанню чистої поверхні різьблення. Кращою мастильно-охолодною рідиною при нарізуванні різьби на сталевих деталях є суміш рослинних олій з скипидаром. Майже рівноцінний результат дає сульфофрезол.
Перевірка й вимір трикутної різьби.
Трикутну різьбу (як і інші) можна контролювати комплексно (контролюють усі елементи різьблення, крім зовнішнього діаметра болта й внутрішнього діаметра гайки) і по окремих елементах, комплексний контроль проводиться за допомогою граничних калібрів.
Граничні різьбові калібри – пробка й скоба - наведені на мал. 6
 (Малюнок 6)
(Малюнок 6)
Різьбові калібри

(Малюнок 7)
Контроль зовнішньої різьби різьбовим кільцем
На мал. 7 показані контроль зовнішньої різьби прохідним різьбовим кільцем.
Прохідні кінці (ПР) різьбових калібрів, а також прохідне різьбове кільце мають довге різьблення повного профілю. Прохідні калібри повинні повністю вгвинчуватися в різьбовий отвір, нагвинчуватися або проходити через різьбовий стрижень.
Непрохідні кінці (НЕ), а також непрохідне кільце мають усього два-три гвинти різьблення зрізаного профілю.
Перевага різьбових скоб у порівнянні з кільцями полягає в тому, що ними можна користуватися при обробці деталі в центрах, не знімаючи деталі.
Контроль граничними калібрами не дозволяє визначити дійсний розмір того або іншого елемента різьби, а лише встановлює наявність або відсутність неприпустимих відхилень від установлених норм. У деяких випадках необхідно встановити дійсні розміри тих або інших елементів. Тому ми користуємося й іншими міритилями.
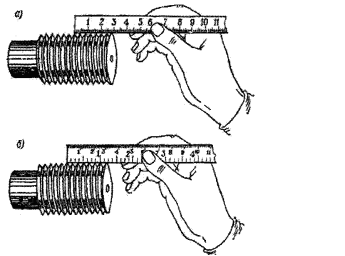
Визначення кроку зовнішнього метричного різьблення й числа гвинтів на 1" – дюймового різьблення – проводиться в найпростішому випадку виміром лінійкою відстанню між серединами вершин двох сусідніх витків. Застосовувана лінійка повинна бути розташована паралельно осі вимірюваної
осі
(Малюнок 8)
Вимірювання кроку різьби лінійкою
Кут профілю внутрішніх різьблень безпосередньо не вимірюють. Тільки в особливих випадках перевірку профілю внутрішньої різьби роблять зняттям зліпка з різьби, що перевіряється.
Зовнішній діаметр зовнішніх різьб виміряється кронциркулем із широкими губками або штангенциркулем.
Значно швидше й з більшою вірогідністю визначення кроку різьблення проводиться за допомогою різьбоміра, який являє собою набір різьбових шаблонів з різним кроком або з різним числом зубів.
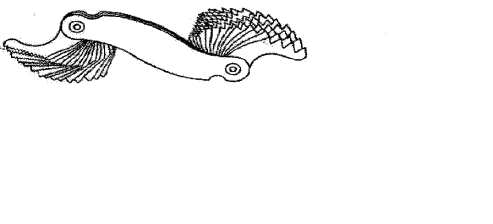
Різьбомір
(Малюнок 9)
Середній діаметр зовнішньої різьби виміряється різьбовим мікрометром.
Неполадки, що виникають під час нарізування різьби різцем,
та способи їх усунення
|
Причина |
Способи усунення |
|
Неточний крок різьби (калібр ПР не проходить) |
|
|
Верстат на крок різьби настроєний неправильно. |
Перевірити за таблицею крок і подачу, а настроюючи верстат зі змінними зубчастими колесами, слід перевірити розрахунок та підбір зубчастих коліс. |
|
Люфт у гвинтовій парі внаслідок підвищеного спрацювання рознімної гайки. |
Замінити рознімну гайку. Притримувати маховичок поздовжньої подачі в момент врізування різця. |
|
Останній виток різьби стовщений |
|
|
Зменшення пружної деформації різця в момент виходу його з різьби. |
Притримувати маховичок поздовжньої подачі на виході. |
|
Інерційність маховичка поздовжньої подачі під час швидкісного нарізування різьби твердосплавним різцем. |
Відключити або зняти маховичок.
|
|
Значна шорсткість нарізної поверхні |
|
|
Велика глибина різання на останньому робочому ході. |
Зменшити глибину різання на останньому робочому ході. |
|
Працюють обидві кромки різця. |
Працювати з боковим врізанням |
|
Утворення наросту |
Зменшити швидкість різання, застосувати високоякісну МОР |
|
Викришування вершини твердосплавного різьбонарізного різця під час швидкісного нарізування різьби |
|
|
Недостатня міцність вершини різця |
Чорнові робочі ходи виконувати різцем, що має кут профілю 700 , а чистові – з кутом 59030΄ |
|
|
Виконувати врізування під кутом (метод бокового врізання), щоб у роботі брала участь одна різальна кромка, причому для правої різьби – ліва . |
|
«Проскакування» різця за канавку і удар об уступ більшого діаметра |
Застосувати пристрій для відкидання різця із зарізьбової канавки в кінці робочого ходу. |
|
Підвищена жорсткість різця. |
Застосувати пружну державку для різьбонарізного різця. |
|
Неповний профіль різьби |
|
|
Занижений діаметр стержня або завищений діаметр отвору як наслідок попередньої операції (переходу) |
Розміри діаметрів під різьбу вибирати за довідником з урахуванням конкретних властивостей матеріалів (коригування за першою деталлю) |
|
Неправильно встановлено значення врізування по лімбу |
Точно встановити значення врізування для останнього проходу (контроль за першою пробною деталлю) |
|
Неправильний кут профілю різьби |
|
|
Неправильно заточено різець |
Переточити різець, користуючись шаблоном. |
|
Різець установлено не по центру заготовки (деталі) |
Встановити різець по центру |
|
«Розбивання» профілю різьби під час швидкісного нарізування |
Зменшити кут профілю різця на 20...30΄ |
|
Профіль різьби не перпендикулярний до осі деталі |
|
|
Різець встановлено не перпендику-лярно до осі заготовки (деталі) |
Перевірити встановлення різця за допомогою шаблона |
|
Перший і останній витки різьби товщі за інші |
|
|
Відтискування різця в момент врізування та випрямлення його в момент входження у канавку |
Збільшити кількість проходів, зменшити глибину різання для останнього проходу. Залишати припуск для підрізання першого і останнього витків після нарізування різьби. |
Майстер звертає увагу учнів на вимоги охорони праці при роботі:
- Слід надійно закріпити патрон на шпинделі щоб уникнути самоотгвинчивання при реверсуванні.
- Не можна працювати на верстаті з невиправленими або невідрегульованими фрикційною муфтою коробки швидкостей і гальм.
- Рукоятка перемикання верстата повинна безвідмовно діяти і фіксуватися у відповідних положеннях.
- Не можна притискатися до станини під час роботи.
2.4. Закріплення нового матеріалу
2.4.1. Запропонувати учням самостійно встановити різьбонарізний різець у токарно-гвинторізний верстат 1К62 та провести нарізання метричної різьби М 30х3.
2.4.2. Запропонувати учням відповісти на питання:
1. Який кут профілю мають трикутні різьби?
2. Який ріжучий інструмент застосовують при нарізанні трикутних різьб?
3. За якою формулою визначають діаметр нарізання метричної різьби?
4. Дайте визначення для парної і непарної різьби?
5. Які граничні калібри застосовують при нарізанні трикутних різьб?
6. Вимоги охорони праці при виконанні робіт.
|
3. Поточний інструктаж: |
3.1. Видача завдань учням на день. 3.2. Стеження за своєчасним початком роботи учнів та організацією робочих місць. 3.3. Перевірка правильності виконання трудових прийомів. 3.4. Самостійне виконання робіт учнями згідно теми. 3.5. Перевірка дотримання учнями правил охорони праці. |
|
4. Заключний інструктаж. |
4.1. Підведення підсумків уроків. 4.2. Вказати учням на їх помилки на протязі уроку. 4.3. Оцінювання учнів. |
|
5. Домашнє завдання. |
5.1. Повторення теми уроку (нарізання зовнішньої та внутрішньої трикутної різьби різцем). |
|
6. Прибирання робочого місця. |
|



ІНСТРУКЦІЙНА КАРТА
Тема. Нарізування різьби
Навчально-виробниче завдання. Вимірювання елементів різьби. Перевірка різьби калібром (кільцем, скобою).
Мета завдання: навчитися вимірювати елементи різьби вимірювальною лінійкою, резьбомером, калібром-кільцем, різьбовою скобою.
Оснащення робочого місця: валик з різьбою; деталь з внутрішньою різьбою; вимірювальна лінійка; різьбомір; калібр-кільце під різьбу валика; гранична різьбова скоба.
|
Зміст роботи за завданням |
Інструктивні вказівки і пояснення |
|
І. Вимірювання елементів різьби 1. Виміряти крок різьби вимірювальною лінійкою
Мал. 1 |
Вимірювальну лінійку 2 прикласти до деталі 1 (рис.1) паралельно її осі і порахувати, скільки гвинтів (ниток) поміщається на довжині 50 або 100 мм і т.д.; розділивши вибрану довжину лінійки на кількість витків (ниток), отримаємо величину кроку різьби. |
|
2. Виміряти крок зовнішньої різьби різьбоміром
Мал.2 |
На кожній пластинці різьбоміра (мал.2) вказана величина кроку різьби. Підібрати приблизно пластинку і прикласти її до різьби (рис.3) Якщо зубці пластинки 2 щільно увійдуть до впадин вимірюваної різьби, то крок різьби відповідатиме кроку, вказаному на пластинці. |
|
|
|
|
3. Виміряти крок внутрішньої різьби різьбоміром
Мал.4
|
Див. мал. 4 і вказівка до завдання 1-2 |
|
4. Перевірити зовнішню різьбу (крок і середній діаметр) калібр-кільцем
Мал.5 |
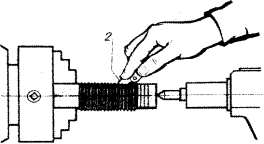
Калібр-кільце 2 (рис.5) плавно обертати пальцями правої руки, нагвинчуючи його на вимірювальну різьбу деталі 5. При вимірюванні правої різьби калібр-кільце обертати за годинниковою стрілкою (як вказано на малюнку), а при вимірюванні лівої різьби – проти годинникової стрілки. Кільце з суцільною зовнішньою накатаною (рифленою) поверхнею, на якому стоїть клеймо ПР, повинне нагвинчуватися, а кільце з канавкою на зовнішній поверхні і з клеймом НЕ не повинно нагвинчуватися. |
|
5. Перевірити зовнішню різьбу (крок і середній діаметр) різьбовою скобою
Мал.6 |
У праву руку узяти різьбову скобу І (мал. 6) і плавним рухом опустити її на різьбу. Нижні ролики 2-2 повинні пройти, на верхніх роликах 1-1 скоба повинна затриматися. |


ІНСТРУКЦІЙНА КАРТА
Тема. Нарізування різьби
Навчально-виробниче завдання. Установка різців, визначення режиму різання.
Мета завдання: навчитися встановлювати різьбові різці; призначити режим різання.
Оснащення робочого місця: заготівка для нарізування різьби; різьбові різці для нарізування метричної різьби з швидкорізальної сталі і твердих сплавів; шаблон для установки різьбових різців.
|
Зміст роботи за завданням |
Інструктивні вказівки і пояснення |
|
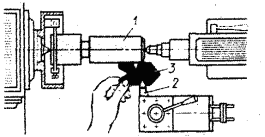
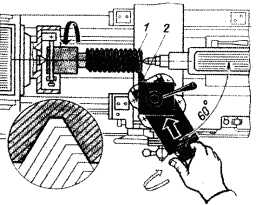
І. Установка і закріплення заготівки, різьбового різця, настройка верстата на необхідний режим різання 1. Встановити і закріпити заготівку і різьбовий різець
Мал. 1 |
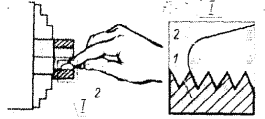
Встановити заготівку 1 (рис.1) в центрах верстата. Заздалегідь встановити і закріпити різьбовий різець 2 в різцетримачі. Узяти шаблон 3 в ліву руку і підставити до поверхні заготовки 1. Переміщаючи полозки супорта, ввести головку різця в трикутний виріз різьбового шаблону 3. Встановити різець, переміщаючи його в різцетримачі так, щоб його бічні сторони щільно прилягали до стінок вирізу шаблону, потім різець закріпити остаточно. |
|
2. Настроїти коробку швидкостей токарно-гвинторізного верстата на задане число оборотів шпинделя, коробки подач – на крок нарізуваної різьби. |
По таблицях нормативів підібрати швидкості різання для чорнового нарізування різьби і визначити кількість проходів. За швидкістю різання і діаметру заготовки визначити число оборотів для чорнового нарізування різьби. |
|
ІІ. Чорнове нарізування трикутної різьби 1. Виконати правила охорони праці. |
Прочищати різьбу дерев'яним стрижнем або спеціально призначеною для цієї мети щіткою. Не перевіряти різьбу на ходу верстата. |
|
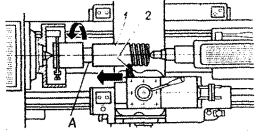
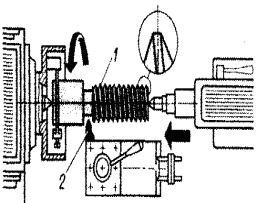
2. Встановити різець на глибину різання для першого проходу.
Мал. 2
|
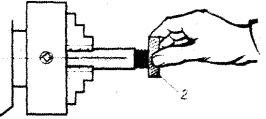
Пустити верстат і, обертаючи рукоятку гвинта поперечної подачі, підвести різець 2 (рис.2) до торкання з поверхнею деталі 1. Відвести різець управо, розташувати його від правого торця заготовки на відстані 10-15 мм. Подати різець в поперечному напрямі, обертаючи рукоятку гвинта поперечної подачі за годинниковою стрілкою, на задану величину 0,5-0,4 мм залежно від кроку нарізуваної різьби для першого проходу. Встановити лімб на нуль. |
|
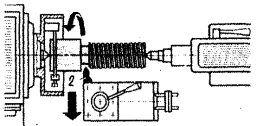
3. Зробити перший прохід при нарізуванні зовнішньої трикутної різьби начорно
Мал. 3
Мал. 4 |
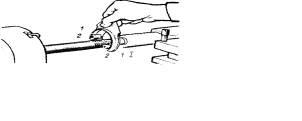
Включити верстат та роз’ємну гайку і зробити перший прохід різьбового різця 2 (мал. 3). Як тільки різець 2 почне входити в канавку деталі 1, зупинити верстат і вивести різець з канавки на себе (мал.4)
|
|
4. Повернути різьбовий різець в початкове робоче положення для другого проходу. |
Якщо різьба кратна (тобто крок різьби ходового гвинта Sх або число ниток на 1" нарізуваної різьби nн ділиться без залишку на число ниток ходового гвинта nх), роз’ємну гайку вимкнути, різець перемістити в початкове положення уручну, подати його на глибину різання, встановити знову лімб на нульове ділення. Знов включити роз’ємну гайку у будь-який момент обертання деталі та незалежно від положення супорту на напрямних станини зробити другий і так далі проходи. Якщо різьба некратна, то необхідно вивести різець з канавки, перемкнути обертання шпинделя верстата на зворотний хід і різець перемістити в початкове робоче положення для 2-го проходу і так далі. |
|
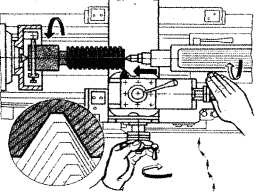
5. Нарізати різьбу різцем начорно
Мал.5
|
Зробити другий, третій і так далі проходи різця. Величина подачі різця при другому проході від 0,4 до 0,3 мм, при третьому, четвертому і подальших проходах – від 0,3 до 0,1 мм. При нарізанні різьби з кроком до 2 мм різець подавати однією поперечною подачею, як показано на мал. 4. Різьбу в даному випадку можна нарізувати остаточно. При нарізуванні різьби з кроком більше 2 мм різьбовий різець подавати комбінованою |
|
Мал. 6
Мал. 7 |
подачею: поперечною (основний) і додатково подовжньою (мал.5), повертаючи рукоятку гвинта верхніх полозків супорту на одне менше ділення лімба за кожен прохід. Різьбовий різець можна також подавати тільки рукояткою гвинта верхніх полозок, встановлених під кутом 600 до лінії центрів (мал. 6). Відводити різець на себе в кінці проходу і переміщати його в робоче початкове положення рукояткою гвинта поперечної подачі, встановлюючи кожного разу лімб на нульове ділення. Нарізувати різьбу до отримання притуплених вершин (витків) різьби (див. на мал.7). Застосовувати змащувально-охолоджуючу рідину: для сталевих деталей – емульсію, масло, сульфофрезол;
|

ІНСТРУКЦІЙНА КАРТА
Тема. Нарізування різьби
Навчально-виробниче завдання. Заточування і перевірка заточування різців для нарізування зовнішньої трикутної різьби
Мета завдання: навчитися заточувати і перевіряти кути заточування різьбових різців для чорнового і чистового нарізування правої і лівої трикутної різьби.
Оснащення робочого місця: заготовки; різьбові різці для чорнового і чистового нарізування різьби з швидкорізальної сталі і твердих сплавів – 2 шт.; різьбовий шаблон; шаблон або універсальний кутомір для перевірки кутів заточування; дрібнозернистий брусок із зеленого карбіду кремнію.
|
Зміст роботи за завданням |
Інструктивні вказівки і пояснення |
|
1. Визначення величин кутів заточування різьбових різців |
|
|
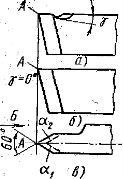
Визначити величини правого і лівого задніх кутів і переднього кута (для чорнового і чистового нарізування різьби)
Р
Мал. 1
|
Задні бічні поверхні заточувати з витримкою кутів α1 і α2 (рис.1в) При нарізуванні правої різьби кут α1 (рис.1в,г) повинен дорівнювати куту нахилу гвинтової лінії τ плюс 1-20, а кут α2, в цьому випадку робити рівним 1-20 При нарізуванні лівої різьби кут α2 (мал. 1, в і д) повинен дорівнювати куту нахилу гвинтової лінії τ плюс 1-20, а кут α1 в цьому випадку робити 1-20. При чорновому нарізуванні на передній поверхні рекомендується робити канавку під кутом γ (мал. 1,а), величину якого призначати залежно від оброблюваного матеріалу так само, як і для прохідних різців. При чистовому нарізуванні передній кут робити рівним 00 (рис.1,б), тобто передня поверхня має бути плоска, горизонтальна. |
|
2. Заточування різьбових різців для нарізування зовнішньої трикутної різьби. |
|
|
1. Обробити задню ліву поверхню (витримавши заданий задній кут α1) |
Твердосплавні різці заточувати на шліфувальному крузі з чорного або зеленого карбіду кремнію. Виконувати правила техніки безпеки при заточуванні різців. |
|
2. Обробити задню праву поверхню (витримавши заданий задній кут α2)
Мал. 2 |
Прийоми заточування задньої поверхні (заднього кута α2): тільки заточувати на лівому шліфувальному крузі заточного верстата. |
|
3. Перевірити правильність розташування задніх поверхонь |
Різьбовий шаблон 2 (рис.2) узяти лівою рукою, а в праву руку узяти різець 1. Вставити різець головкою в один з трикутних вирізів шаблону. По щільності прилягання бічних сторін (ріжучих кромок) до поверхонь вирізу визначити правильність заточування різця. |
|
4. Обробити передню поверхню головки різця (передній кут γ) |
Прийоми заточування передньої поверхні (переднього кута γ). |
|
5. Заправити ріжучі кромки головки різця. |
Заправляти ріжучі кромки головки різця дрібнозернистих бруском із зеленого карбіду кремнію. |


про публікацію авторської розробки
Додати розробку