Презентація "Робоче місце столяра та його обладнання"

Робоче місце столяра та його обладнання
На сучасних механізованих меблевих підприємствах ще застосовується на окремих стадіях технологічного процесу ручна обробка деревини, особливо на складальних операціях, ремонтних роботах, а також при виготовленні виробів за спеціальним замовленням. Це дає змогу глибше пізнати обробні властивості деревини, порівняти трудність ручної обробки з обробкою на сучасних високопродуктивних верстатах та верстатних лініях. Робоче місце — це частина площі цеху, на якій розміщені верстат, різноманітні пристрої та інструменти. Раціональна організація робочого місця дає можливість підвищити продуктивність праці робітника, поліпшити якість продукції, зменшити небезпечність роботи
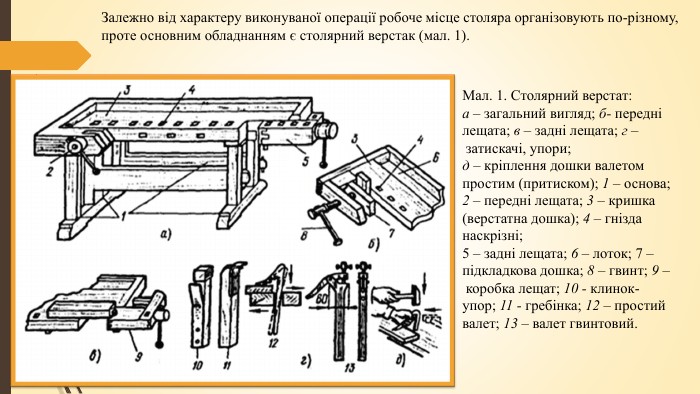
Залежно від характеру виконуваної операції робоче місце столяра організовують по-різному, проте основним обладнанням є столярний верстак (мал. 1). Мал. 1. Столярний верстат:а – загальний вигляд; б- передні лещата; в – задні лещата; г – затискачі, упори;д – кріплення дошки валетом простим (притиском); 1 – основа;2 – передні лещата; 3 – кришка (верстатна дошка); 4 – гнізда наскрізні;5 – задні лещата; 6 – лоток; 7 – підкладкова дошка; 8 – гвинт; 9 – коробка лещат; 10 - клинок-упор; 11 - гребінка; 12 – простий валет; 13 – валет гвинтовий.
Робоче місце столяра обладнується верстаком (мал. 1, а), необхідними інструментами та пристроями. На верстаті обробляють дошки, бруски, деталі завдовжки до 3 м, збирають окремі елементи виробів. Верстат складається з кришки 3 (верстакової дошки) та основи (підверстатника). Верстатна дошка обладнана лещатами передніми (поперечними) 2 та задніми (поздовжніми) 5 лещатами. На верстатній дошці поблизу її переднього ребра є ряд отворів, призначених для встановлення дерев'яних або металевих упорів. Уздовж верстатної дошки (з задньої сторони) знаходиться лоток 6, в якому розміщується дрібний інструмент, необхідний для роботи. Основа 1 складається із стояків, пов'язаних між собою брусками. У деяких верстатах у підверстатнику обладнають шафу для зберігання інструменту та матеріалів. Передні та задні лещата призначені для затискання в них елементів, що обробляються. Передні лещата мають затискний гвинт і дошку підкладочну 7. Задні лещата 5 з коробкою пересуваються за допомогою гвинта. У гнізда 4, наявні в верстатній дошці і в задній затискній коробці, вставляють упори 10, між якими укладають в горизонтальному положенні матеріал, що обробляється. Обертанням гвинта задніх лещат матеріал затискають. Зазвичай упори розташовуються нижче за площину оброблюваної деревини, щоб інструмент їх не зачіпав. Для кращого утримання оброблюваного матеріалу на верстаті в упорі, що примикає до деревини, робиться насічка.
У гнізді упор тримається за допомогою пружини. При обробці матеріалу у вертикальному положенні його затискають або в передніх або задніх лещатах. Для обробки віконні стулки, дверні полотна, кватирки кладуть між двома гребінцями і затискають задніми лещатами. Основу роблять із деревини хвойних порід, а верстакову дошку (кришку) – з деревини берези, дуба, бука, ясена. Верстатна дошка має товщину 60...70 мм та ширину 400...500 мм. За зростом робітника верстак добирають так: столяр повинен стати біля верстата і спертися на нього долонями; якщо у випрямленому стані столяр без труднощів спирається на верстак, він підібраний правильно. Верстак повинен бути закріплений на робочому місці, а інструменти розташовуватись так, щоб ними було легко та зручно користуватися. При експлуатації верстака слід стежити його справністю. Верстатна дошка має бути рівною, без перекосів, тому що на перекошеній дошці важко виконувати точну роботу. Тиски повинні міцно затискати матеріал, що обробляється, а болти, що скріплюють верстак, повинні бути добре затягнуті. Клини повинні входити в гнізда щільно, але не надто туго, щоб не виколоти краї, причому гнізда повинні мати однаковий розмір, щоб клин можна було вставити в будь-яке гніздо.
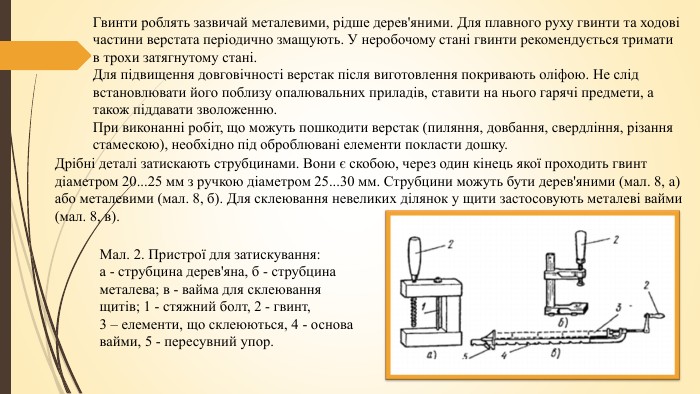
Гвинти роблять зазвичай металевими, рідше дерев'яними. Для плавного руху гвинти та ходові частини верстата періодично змащують. У неробочому стані гвинти рекомендується тримати в трохи затягнутому стані. Для підвищення довговічності верстак після виготовлення покривають оліфою. Не слід встановлювати його поблизу опалювальних приладів, ставити на нього гарячі предмети, а також піддавати зволоженню. При виконанні робіт, що можуть пошкодити верстак (пиляння, довбання, свердління, різання стамескою), необхідно під оброблювані елементи покласти дошку. Дрібні деталі затискають струбцинами. Вони є скобою, через один кінець якої проходить гвинт діаметром 20...25 мм з ручкою діаметром 25...30 мм. Струбцини можуть бути дерев'яними (мал. 8, а) або металевими (мал. 8, б). Для склеювання невеликих ділянок у щити застосовують металеві вайми (мал. 8, в). Мал. 2. Пристрої для затискування:а - струбцина дерев'яна, б - струбцина металева; в - вайма для склеювання щитів; 1 - стяжний болт, 2 - гвинт, 3 – елементи, що склеюються, 4 - основа вайми, 5 - пересувний упор.
Дякую за увагу!

про публікацію авторської розробки
Додати розробку