Методична розробка УРОКУ ВИРОБНИЧОГО НАВЧАННЯ
Мета уроку:
навчальна - вивчити технологію зварювання виробів складністю 2-го розряду, формувати уміння і навичкивиконання простих операцій; організації робочого місця
розвиваюча – розвивати аналітичне, логічне та технічнемислення при вирішенні виробничих ситуацій, увагу та самостійність в роботі;
виховна - виховуватиініціативність, відповідальність, вміння працювати в колективі, дбайливе ставлення до інструментів,повагу до обраної професії
ДНЗ «Олевський професійний ліцей»
МЕТОДИЧНА РОЗРОБКА
уроку виробничого навчання
на тему: «Зварювання різноманітних простих деталей»
Професія: 7212 «Електрозварник ручного зварювання» Кваліфікація – 2розряд
 Підготував
Підготував
майстер виробничого навчання
Хлань Сергій Миколайович
Олевськ - 2018
Тема програми: Перевірочні роботи
Тема уроку: «Зварювання різноманітних простих деталей, 2-го розряду»
Мета уроку:
- навчальна - вивчити технологію зварювання виробів складністю 2-го розряду, формувати уміння і навички виконання простих операцій; організації робочого місця
- розвиваюча – розвивати аналітичне, логічне та технічне мислення при вирішенні виробничих ситуацій, увагу та самостійність в роботі;
- виховна - виховувати ініціативність, відповідальність, вміння працювати в колективі, дбайливе ставлення до інструментів, повагу до обраної професії
Методична мета: вдосконалення ефективності проведення уроку виробничого навчання шляхом використання мультимедійних засобів навчання
Тип уроку: урок закріплення та вдосконалення знань, умінь і навичок
Вид уроку: урок - вправи
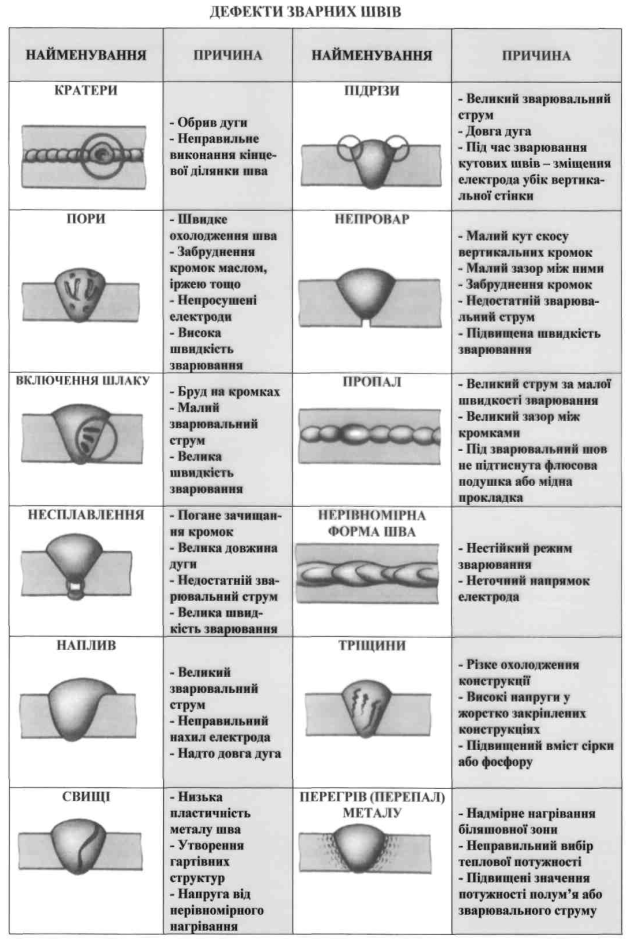
Дидактичне забезпечення: міні-конспекти, інструкційно – технологічні картки, картки-завдання, мультимедійна презентація, відеоролики, «Охорона праці при електродуговому зварюванні». роздатковий матеріал «Дефекти зварних швів».
Матеріально-технічне забезпечення: зварювальне обладнання, інструменти та пристосування: трансформатори ТСК – 500, ТДМ, зварювальний стіл, електродотримач, зварювальні кабелі, молоток – шлаковіддільник, щітка по металу, зубило, щипці, сталева лінійка, кутник, крейда, рисувалка, напилок; обладнані робочі місця; мультимедійна техніка: ноутбук, екран.
Міжпредметні зв’язки: з фізикою, математикою, інформатикою, охороною праці, спецтехнологією зварювання, слюсарна справа, матеріалознавство, креслення.
Методи навчання:
за джерелом знань:
словесний (бесіда, пояснення);
практичний (виконання трудових прийомів і операцій);
наочний (мультимедійна презентаці, відеоматеріали);
індуктивний, дедуктивний.
За характером пізнавальної діяльності:
пояснювально-іллюстративний, частково-пошуковий.
Проблемно-розвиваючі методи:
організація колективного обговорення та вибір оптимальних рішень; створення прблемних ситуацій.
Форми організації навчальної діяльності:
фронтальна: під час вступного інструктажу для актуалізації знань.
робота в групах: використовується під час поточного і заключного
інструктажу.
Перелік практичних робіт: виконання різних видів зварювальних з’єднань в різних просторових положеннях
Місце проведення уроку: майстерня електрозварювання.
Використані джерела:
- Гуменюк І. В., Іваськів О. В., Гуменюк О. В. Технологія електродугового зварювання. – К.: Грамота, 2006.
- Малишев Б.Д., Мельник В.І. Ручне дугове зварювання.
- Стеклов О. І. Основи зварювального виробництва. - К.: Вища школа, 1990.
Інтернет джерела:
- http://www.kovka-metalla.ru
- http://www.youtube.com
Хід уроку
І. Організаційна частина:
- привітання;
- перевірка присутності учнів на уроці (звіт бригадирів);
- перевірка готовності учнів до уроку (зовнішній вигляд, наявність і стан спецодягу).
ІІ. Вступний інструктаж:
- Мотивація навчальної діяльності
- повідомлення теми, мети та завдань уроку;
- демонстрація презентації.
- Актуалізація опорних знань
- Фронтальне опитування;
Питання для актуалізації знань:
- Назвіть операції підготовки металу до зварювання.
- Як підібрати діаметр та марку електрода?
- Які види зварних з’єднань Ви знаєте?
- Які види кромок Ви знаєте, та коли вони потрібні?
- Які існують положення шва у просторі?
- Як вірно зварювати метал товщиною менша 2 мм?.
- Викладення нового матеріалу
- інструктаж з безпеки праці при ручному дуговому зварюванні;
- перегляд відео на тему: «Охорона праці при електродуговому зварюванні»;
- робота з картками – завданнями;
- повідомлення нової навчальної інформації:
Виконання підготовки металу до зварювання
Щоб забезпечити якісний провар і формування зварного шва, учні готують метал під зварювання. Очищають метал від бруду, ржі, мастила. Роблять розмітку деталей, потім за необхідністю виконують такі операції як: рубання, різання, гнуття. Підготовляють кромки до зварювання. Виконують складання деталей під зварювання.
Встановлення необхідного режиму зварювання
Під режимом зварювання розуміють сукупність контрольованих параметрів, що визначають умови зварювання.
Діаметр електрода вибирають залежно від товщини металу, катета шва, положення шва у просторі.
Сила струму в основному залежить від діаметра електрода, але також від довжини його робочої частини, складу покриття, положення зварного шва. Чим більший струм, тим більша продуктивність, тобто більша кількість наплавленого металу.
Про те при надмірному струмі для даного діаметра електрода, електрод швидко перегрівається вище допустимої межі, що призводить до зниження якості шва та підвищеного розбризкування. При недостатній силі струму дуга нестійка, часто обривається, в шві можуть бути непровари.
Зварювання швів у вертикальному положеннях виконують як правило електродами діаметром не більше як 4мм. При цьому сила струму має бути на 10...20% нижчою ніж для зварювання в нижньому положенні. Напруга дуги змінюється в порівняно вузьких межах – 16...30/3.
У процесі зварювання треба підтримувати певну довжину дуги яка залежить від марки та діаметра електрода.
Техніка виконання зварювання
Запалення дуги
Запалення дуги між покритим електродом та зварювальним виробом виконують у два прийоми:
коротким замиканням кінця електрода з виробом;
відривом електрода від поверхні виробу на відстань, що дорівнює діаметру покритого електрода.
Коротке замикання електрода з виробом необхідно для нагрівання металу до відповідної температури в катодній плямі, що забезпечує вихід первинних електронів та появу дуги.
Існують два способи запалення дуги:
покритими електродами — впритул і ковзанням.
На практиці використовуються обидва способи запалювання дуги, перший частіше застосовується при зварюванні у вузьких або незручних місцях.
Довжина дуги
Одразу ж після запалювання дуги починається плавлення основного та електродного металів. На виробі утворюється ванна розплавленого металу. Зварник має підтримувати горіння дуги так, щоб довжина її була постійною. Від правильно обраної довжини дуги залежать продуктивність зварювання та якість звареного шва. Зварник має подавати електрод у дугу зі швидкістю, що дорівнює швидкості плавлення електрода. Уміння підтримувати дугу постійної довжини характеризує кваліфікацію зварника.
Нормальною вважають довжину дуги, яка дорівнює 0,5—1,1 діаметра стрижня електрода, в залежності від типу й марки електрода та положення зварювання в просторі.
Збільшення довжини дуги:
- знижує її стійке горіння;
- знижує глибину проплавлення основного металу;
- підвищує витрати на вигоряння і розбризкування електрода;
- викликає утворення шва з нерівною поверхнею;
- підсилює шкідливий вплив навколишньої атмосфери на розплавлений метал.
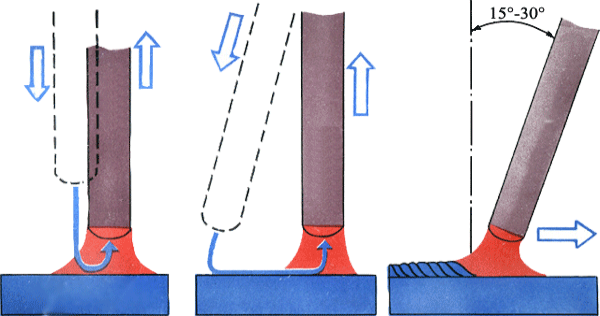
Положення електрода
Нахил електрода під час зварювання залежить від:
- просторового положення;
- товщини і способу з’єднання зварювального металу;
- діаметра електрода;
- виду та товщини електродного покриття.
Напрямок зварювання може бути:
- зліва — направо;
- справа — наліво;
- від себе;
- до себе.
Незалежно від напрямку зварювання, електрод має бути нахилений до осі шва так, щоб метал зварювального виробу проплавлявся на найбільшу глибину та правильно формувався метал шва.
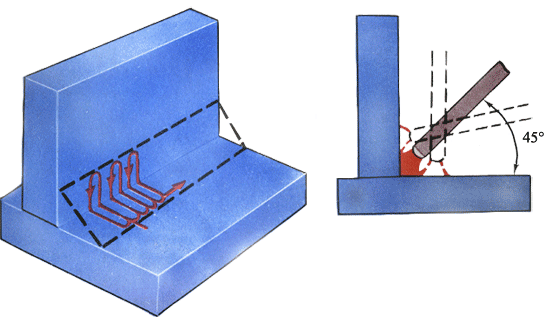
Рух електрода при виконанні кутового шва
Для одержання щільного та рівного шва для зварювання в нижньому положенні на горизонтальній площині кут нахилу електрода має бути 15° від вертикалі у бік ведення шва — кутом назад.
Розташування електрода при зварюванні в нижньому положенні
Дуга зберігає напрямок осі електрода. Зазначеним нахилом електрода зварник домагається не тільки максимального проплавлення металу та формування шва, але й зменшення швидкості охолодження металу зварювальної ванни, що запобігає утворенню гарячих тріщин у шві.
Коливальні рухи електрода
Для одержання валика потрібної ширини роблять поперечні коливальні рухи електрода. Якщо пересувати електрод тільки уздовж осі шва без поперечних коливальних рухів, то ширина валика визначається лише зварювальним струмом і швидкістю зварювання і становить від 0,8 до 1,5 діаметра електрода.
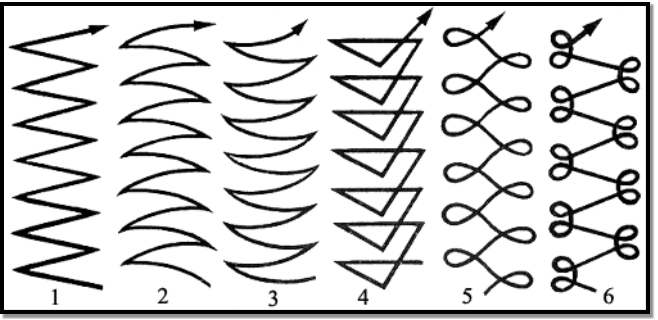
Коливальні рухи електрода:
1-за напрямком ламаної лінії; 2 - напівмісяцем за напрямком шва;
3-напівмісяцем за напрямком руху електрода; 4- рух електрода трикутником; 5, 6 - петлеподібний рух електрода.
Найпоширенішими видами поперечних рухів електрода при ручному зварюванні є такі:
- у напрямку за ламаною лінією;
- напівмісяцем, зверненими кінцями до наплавленого шва;
- напівмісяцем, зверненими кінцями за напрямком зварювання;
- трикутниками;
- петлеподібними, із затриманням у певних місцях.
Поперечні рухи за ламаною лінією часто застосовують для одержання наплавлених валиків:
- при зварюванні листів впритул без скосу кромок у нижньому положенні;
- у тих випадках, коли немає можливості пропалу зварювальної деталі.
Рухи напівмісяцем, зверненими кінцями до спрямованого шва, застосовують:
- для швів упритул зі скосом кромок;
- для кутових швів з катетом, меншим за 6 мм, які виконуються у будь-якому положенні за допомогою електродів, діаметр яких дорівнює 4 мм.
Рухи трикутником застосовують при:
- виконанні кутових швів з катетами шва, не більшими за 6 мм;
- швів у притул, зі скосом кромок у будь-якому просторовому
положенні.
У цих випадках досягається добрий провар кореня та задовільне формування шва.
Рухи у вигляді петель (петлеподібні) застосовують у випадках, які вимагають значного прогрівання металу по краях шва. Головним чином — при зварюванні листів з високолегованих сталей.
Способи заповнення шва за довжиною та перетином
Шви за довжиною виконують напрохід та зворотно-ступеневим способом. Сутність способу зварювання напрохід полягає в тому, що шов виконується від початку до кінця в одному напрямку.
Зворотно-ступеневий спосіб полягає в тому, що довгий шов ділять на порівняно короткі ступені.
За способом заповнення швів за перетином розрізняють:
однопрохідні шви;
одношарові шви;
багатопрохідні шви;
багатошарові шви.
Якщо кількість шарів дорівнює кількості проходів дугою, то такий шов називають багатошаровим. Якщо деякі із шарів виконуються за кілька проходів, то такий шов називають багатопрохідним.
Закінчення шва
Наприкінці шва не можна відразу обривати дугу та залишати на поверхні металу кратер. Кратер може викликати появи тріщини у шві внаслідок вмісту в ньому домішок (насамперед, сірки та фосфору). При зварюванні низьковуглецевої сталі кратер заповнюють електродним металом, або виводять його убік — на основний метал. При зварюванні сталі, схильної до утворення гартівних мікроструктур, відведення кратера убік неприпустиме, оскільки в цьому випадку можливе утворення тріщин.
Не рекомендується зварювати кратер, якщо процес зварювання має перерви (завдяки обривам і запалюванням дуги). У цьому випадку починається інтенсивне утворення оксидних забруднень металу. Кращим способом закінчення шва має бути заповнення кратера металом внаслідок припинення поступального руху електрода в дугу та повільне подовження дуги до її обриву.
- інформація про типові помилки при виконанні зварювальних робіт та способи їх попередження.
- Повідомлення про передовий досвід
- перегляд презентації.
- Підведення підсумків вступного інструктажу
- узагальнення вивченого;
- відповіді на питання учнів;
- розгляд і обговорення інструкційної картки;
- ознайомлення з критеріями оцінювання.(оп,роб.м,час,якість)
ІІІ. Поточний інструктаж.
1.Розподіл учнів по робочих місцях.
2.Виконання учнями робіт.
3.Цільовий обхід робочих місць з метою контролю за:
- дотриманням правил безпеки праці;
- технологічною послідовністю виконання зварювальних робіт;
- раціональним використанням робочого часу.
ІV. Заключний інструктаж
- Захист учнівськими ланками виконаних робіт.
- Підведення підсумків.
- аналіз виконання роботи групи, ланками і окремими учнями;
- відзначення кращих робіт;
- аналіз причин помилок учнів і способи їх усунення;
- аналіз додержання правил безпеки праці, організації робочих місць;
- повідомлення і обґрунтування оцінок, отриманих учнями на уроці;
- повідомлення домашнього завдання
Дебрифінг
Майстер в/н обговорює з учнями такі питання:
- Який досвід, які знання ви набули на уроці?
- Що сподобалось вам на уроці?
- Що б ви хотіли змінити в ході уроку?
- Що було найскладнішим?
- Чи досяг урок мети?
Домашнє завдання.
1.Опрацювати § 20.8. Гуменюк І. В. Зварювання решітчастих конструкцій.
2.Підготувати: презентацію на тему «Зварювальні вироби невеликої складності».
Додаток 1
ІНСТРУКЦІЙНО-ТЕХНОЛОГІЧНА КАРТКА
ПРОФЕСІЯ: Електрозварник ручного зварювання
ТЕМА: Дугове зварювання виробів складністю 2-го розряду
МЕТА: Навчитися правильно вибирати режим та техніку зварювання виробів складністю
2-го розряду
ВІДВЕДЕНИЙ ЧАС: 4 години
|
Зміст завдання та послідовність виконання |
Обладнання, інструмент, пристосування |
Технічні умови і вказівки щодо виконання завдання |
Малюнок (схема) |
|
1 |
2 |
3 |
4 |
|
1. Одягнути спецодяг. 2.Вивчити інструкційно – технологічну карту. 3. Підготувати робоче місце. 3. Вибрати відповідний режим зварювання. 4. Виконати зварювання. 5. Прибрати робоче місце та здати інструмент майстру в/н.
|
Трансформатори ТСК – 500, ТДМ, зварювальний стіл, електродотримач, зварювальні кабелі, молоток-шлаковіддільник, щітка по металу, зубило, щипці, сталева лінійка, кутник, крейда, рисувалка, напилок. |
Діаметр електрода вибирають залежно від товщини металу, катета шва, положення шва у просторі. Приблизне співвідношення між товщиною металу S і діаметром електрода de при зварюванні в нижньому положенні шва становить: S мм: 1...2 3...5 4...10 12...24 de мм: 2...3 3...4 4...5 5... 6 Силу струму можна визначити такими формулами: Iз = (20+6 de) de – при зварюванні конструкційних сталей для електродів діаметром 3...6мм., Iз = 30 de – для електродів діаметром менше 3 мм, де de – діаметр електрода мм. Зварювання швів у вертикальному положенні виконують як правило електродами діаметром не більше як 4мм. При цьому сила струму має бути на 10...20% нижчою ніж для зварювання в нижньому положенні. Довжина дуги визначається за формулою Lд = (0,5...1,1) de. |
Креслення виробу
|
ПРАВИЛА З БЕЗПЕКИ ПРАЦІ: Користуватися справним обладнанням, засобами захисту
КОНТРОЛЬНІ ПИТАННЯ
1. Від чого залежить діаметр електрода?
2. Як правильно вибрати силу струму?
3. Назвіть основні небезпеки під час дугового зварювання?
Додаток 2
Картка – завдання №1
Охорона праці під час електродугового зварювання
Дайте відповідь на питання:
- Які існують небезпеки при дуговому зварюванні?
- З чого складається спецодяг електрозварника?


Відповідь:
Картка – завдання №2
Охорона праці під час електродугового зварювання
Дайте відповідь на питання:
- Що потрібно перевірити на робочому місці перед початком зварювання?
- На яку відстань від місця зварювання відносять легкозаймисті та вибухонебезпечні речовини?


Відповідь:
Картка – завдання №3
Охорона праці під час електродугового зварювання
Дайте відповідь на питання:
- Назвіть основні правила безпечного ведення зварювальних робіт на будівельно – монтажних площадках.
- В які погодні умови забороняється ведення зварювальних робіт на відкритих площадках?

Відповідь:
Картка – завдання №4
Охорона праці під час електродугового зварювання
Дайте відповідь на питання:
- Назвіть правила безпеки праці під час зварювання ємкостей.
- Назвіть можливі причини вибухів балонів стиснутого газу.
Відповідь:
Картка – завдання №5
Охорона праці під час електродугового зварювання
Дайте відповідь на питання:
- Назвіть правила охорони праці під час зварювання авто-мото техніки.
- Назвіть основні протипожежні заходи при зварюванні?


Відповідь:
 Додаток 3
Додаток 3
Використані джерела
- - Гуменюк І. В., Іваськів О. В., Гуменюк О. В. Технологія електродугового зварювання. – К.: Грамота, 2006.
- - Малишев Б.Д., Мельник В.І. Ручне дугове зварювання.
- - Стеклов О. І. Основи зварювального виробництва. - К.: Вища школа, 1990.
- Александров О.Г. Будова та експлуатація устаткування для зварювання плавленням, - К: «Техніка» 1998р.
Інтернет джерела:
- http://uk.wikipedia.org

про публікацію авторської розробки
Додати розробку