"Технологія виконання клейових з’єднань"
Тема : Технологія виконання клейових з’єднань.
Мета уроку:
Навчальна: Ознайомити учнів з технологією виконання клейових з’єднань. Навчити правильно вибирати і застосовувати той чи інший вид столярного з’єднання.
Виховна: Виховувати економне ставлення до використання деревини під час виконання клейових з’єднань.
Розвивальна: Розвивати в учнів технічне мислення, спостережливість.
Обладнання: Плакати «Схеми дошок по кромці і довжині», « Способи споювання щитів», зразки столярних з’єднань.Технічні засоби навчання.
Тип уроку : Комбінований.
Метод проведення: Словесний з елементами демонстрації.
Міжпредметні зв'язки: Матеріалознавство, охорона праці, креслення ,виробниче навчання, технологія столярних робіт.
Використана література: С.С. Шумега «Технологія художніх виробів з деревини», І.Н. Крейдлін «Столярні роботи», В.В. Бруква, Т.В.Пятничук «Матеріалознавство для столярів», І.Г. Войтович «Основи технології виробів з деревини»
Хід уроку :
І. Організаційна частина . (2 хв.)
ІІ. Актуалізація опорних знань та умінь учнів.
Бесіда з елементами фронтального опитування :
- Що називають технологічним процесом ?
- Які ви знаєти види з’єднань деревини ?
- Які клеї застосовують для склеювання деревини ?
- Назвіть основні властивості клеїв ?
- Як приготувати робочий розчин глютинового клею ?
- Як приготувати робочий розчин синтетичного клею ?
ІІІ. Повідомлення теми і завдання уроку.
ІV. Вивчення нового матеріалу( пояснення).
- Основні види склеювання деревини.
- Технологічний процес склеювання деревини.
- Склеювання брускових заготовок по довжині.
- Основні операції технологічного процесу склеювання брусків по ширині.
- Обладнання для склеювання.
- Організація робочого місця і техніка безпеки під час склеювання.
- Дефекти при склеюванні деревини.
V. Самостійна робота.
Робота учнів з опорним конспектом.
VI. Закріплення нових знань
VII. Підведення підсумків уроку
VIII. Домашнє завдання
Користуючись опорним конспектом накреслити схеми з’єднань дощок і брусків.
Найпростіші столярні з’єднання. С.С. Шумега «Технологія виготовлення художніх виробів»
Конспект уроку
Склеювання є основним видом з'єднання деталей в столярно-меблевому виробництві, внаслідок якого можна виготовити деталі будь-яких розмірів і форм.
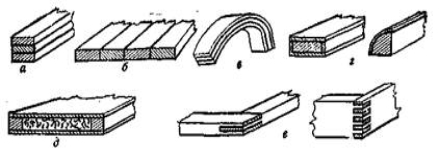
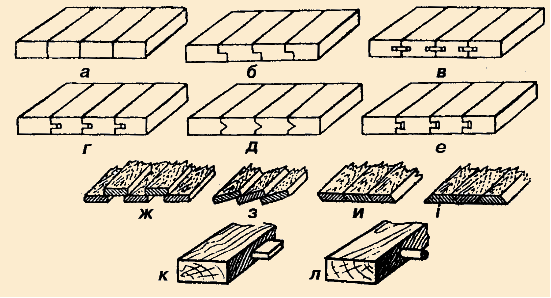
Основними видами склеювання є:
- склеювання брусків або дощок площинами в блоки для виготовлення деталей великого перерізу (мал. а)
- склеювання дощок кромками в щити для збільшення ширини (мал.б)
- склеювання тонких пластин деревини (шпону) з одночасним-гнуттям для виготовлення гнутих (гнутоклеєних) деталей (мал.в);
- облицьовування, тобто обклеювання деталей з деревини малоцінних порід тонким шпоном більш цінних порід деревини (мал.г)
- склеювання брусків, клеєної фанери або шпону в пустотілі щити з різним наповненням (мал.д);
- з'єднання деталей у вузли і вироби при складанні їх (мал.е);
Технологічний процес склеювання складається з таких операцій:
- підготовка до склеювання деталей і шпону;
- підготовка клейового розчину;
- нанесення клейового розчину на деревину;
- запресовування склеєних деталей і витримування їх у стисненому стані до схоплювання клею;
- витримування склеюваних деталей після розпресувування.
Масивну деревину склеюють по довжині, ширині і товщині. Перед склеюванням заготовки і матеріали повинні бути оброблені і підготовлені відповідно до креслень, технічних вимог, і технологічних режимів. На склеюваних поверхнях не повинно бути масляних плям, інших забруднень, стружки, пилу. Вологість деревини повинна бути 8 ± 2%. Пожолобленість заготовок не повинна бути більше 2 мм на 1 м довжини. Підготовлені до склеювання заготовки зберігають протягом однієї зміни, так як при більш тривалому зберіганні вони можуть покоробитися, що знизить щільність прилягання поверхонь, що склеюються.
Склеювання брускових заготовок по довжині.
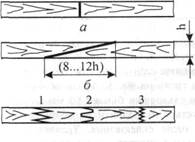
Склеювання брускових заготовок на практиці здійснюють для збільшення розмірів заготовок по довжині, ширині чи товщині. Найбільш поширені з’єднання брускових заготовок: а-торець в торець; б-«на вус»; в- зубчастий гострий шип-1 зубчастий тупий шип-2 мікрошип-3. Склеїти деревину гладко торець в торець практично неможливо, оскільки не забезпечується необхідна міцність.
Види з'єднання масивної деревини по довжині.
Для забезпечення відповідної міцності, з'єднання по довжині здійснюють на "вус" роблячи при цьому нахил "вуса" завдовжки (8...12) h. Для заготовок завтовшки 20 мм на одне таке з'єднання втрачається 160...240 мм бездефектної довжини, що є однією з причин, чому сьогодні воно знаходить застосування тільки для довжин 2 м і більше.
Зараз застосовують склеювання на зубчастий шип, за розташуванням пластей шипів паралельно або перпендикулярно до пласті заготовки .
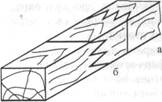
Види з'єднання деревини на зубчастий шип.
а - перпендикулярно до пласті; б - паралельно до пласті
Клей наносять на одну або на обидві поверхні склеюваних елементів як вручну, так і механізовано.
Склеювання деревини по ширині активно застосовують у столярно-меблевому виробництві для одержання щитових деталей. Щити є елементами корпусних меблів, спальних і кухонних гарнітурів, відіграють роль панелей для обробки стін і матеріалу для покриття підлог. Щити одержують з’єднанням заготовок по ширині на гладку фугу (а), у чверть(б), на рейку(в), у паз і гребінь(г), у паз і трикутний гребінь(д), на шип типу «ластівчин хвіст»(е), а також за допомогою вставних шипів або шкантів (їх виготовляють з деревини або полімерних матеріалів).
(Повідомлення учнів про меблеві щити їх переваги та недоліки)
Якщо під час склеювання за довжиною не приділяють великої уваги підбору заготовок, які склеюють, то при з’єднанні за шириною слід брати до уваги такі параметри:
- ширина ділянок – щоб надати щиту формостійкості, залежно від призначення його виготовляють із ділянок обмеженої ширини – 15–70 мм
- базування ділянок. Від схеми базування залежить як величина припуску за товщиною, так і значення трудозатрат на підготовлення і склеювання брусків. Найкращим з цієї точки зору є базування за однією пластю та двома крайками;
- розташування річних кілець у суміжних ділянках.
Основні операції технологічного процесу склеювання брусків по ширині на гладку фугу(меблевий щит):
- Розкрій деревини по довжині і ширині з припусками на обробку.
- Перевірка розмірів.
- Стругання базових сторін на фугувальному верстаті (пам’ятаючи про напрям волокон).
- Стругання в розмір (рейсмусний верстат).
- Формування щита (складаємо щит так,щоб річні кільця були направлен в різні сторони).
- Підпасовка деталей (попарне стругання кромок на фугувальному верстаті).Робимо на брусках помітку ,щоб правельно сформувати щит.
- Склеювання щита (виставляємо вайми, виставляємо в порядку заготовки для нанесення клею).
- Деталі після нанесення клею складаємо чітко по знаку, перевіряємо площинність і стискаємо.
Перегляд відеоролику. Виготовлення щита.
Під час склеювання щитів на гладку фугу їх зміцнюють рейками для запобігання жолобленню й підвищення формостійкості. З цією ж метою щити можна виготовляти багатошаровими – напрямок волокон кожного шару взаємно перпендикулярний.
Залежно від виду склеювання (по довжині, ширині чи товщині), розмірів ділянок, що скіеюють, та їх кількості, змінюється і тип обладнання, яке може бути у вигляді:
*струбцин: ручних або хомутових;
*пресів: гвинтових, пневматичних, гідравлічних та ін.
![]()
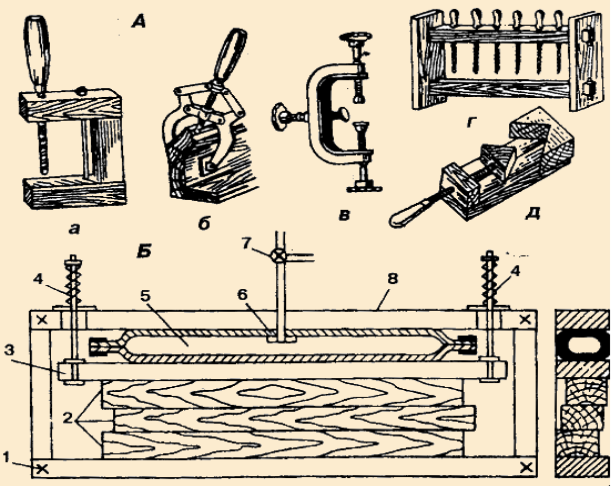
Організація робочого місця та безпека праці при склеюванні.
(Вивести на екран схему робочого місця)
Склеювання потрібно виконувати на верстаку, або столі відповідної висоти, біля якого розміщені вайми. На робочому місці має бути:
- достатній запас підготовлених до склеювання деталей;
- достатня кількість клейового розчину й обтирального матеріалу;
- необхідні пристрої для нанесення клейового розчину і обтискування;
- необхідні різальні та вимірювіально-перевірні інструменти.
Робоче місце має бути чистим і освітленим, одяг і руки робітника - чистими. При використанні глютинових клеїв між стінками клеєварки наливають гарячу воду, а синтетичних - холодну. Синтетичні і глютинові клеї краще готувати в оцинкованій або емальованій посудині, а казеїнові - у фарфоровій. Посуду і пензлі після закінчення роботи миють гарячою водою без мила. В цеху, де клеять деревину, має діяти підсилена вентиляція. Щоб не було протягів, двері необхідно щільно закривати.
Дефекти при склеюванні деревини.
Брак при склеюванні може бути викликаний різними причинами.
До таких причин належать:
1) погане припасування склеєних поверхонь, їх пошкодження та забруднення;
2) неправильне приготування клею;
3) надмірне або недостатнє, або нерівномірне нанесення клею;
4) застосування тиску, який відповідає густоті клею і характеру будови деревини;
5) знижена температура міздрового або кісткового клею, підвищена температура казеїнового або синтетичного клею;
6) низька температура повітря в цеху, протяги;
7) недотримання термінів відкритої і закритої витримки;
8) підвищена вологість склеюваної деревини;
9) відсутність чистоти в цеху, недбала робота;
10) неправильне використання обладнання і пристосувань для запресовування.
Закріплення нових знань.
- Які ви знаєте види з’єднання брусків по довжині?
- Способи з’єднання брусків по ширині?
Встановити послідовність етапів технологічного процесу клейового з’єднання деталей.
Правильна послідовність
1.Підготовка до склеювання деталей.
2.Підготовка клейового розчину.
3.Нанесення клейового розчину на деревину.
4.Запресовування склеєних деталей під пресом.
5. Витримування склеєних деталей після розпресування.
6. Контроль якості.
Підведення підсумків уроку(оцінювання роботи учнів на уроці).
Домашнє завдання вивести на екран. Користуючись підручником С.С. Шумега ст. 77-78 та опорним конспектом накреслити схеми з’єднань дошок і брусків.
На закріплення матеріалу перегляд відеоролику «Виготовлення меблевого щита на сучасному обладнані».

про публікацію авторської розробки
Додати розробку