ОБРОБКА ЗАГОТОВОК НА ФРЕЗЕРНИХ ВЕРСТАТАХ
ОБРОБКА ЗАГОТОВОК НА ФРЕЗЕРНИХ ВЕРСТАТАХ
6.1 Характеристика методу фрезерування
Фрезерування - це високопродуктивний і розповсюджений у машинобудуванні метод обробки поверхонь заготовок багатолезовим різальним інструментом - фрезою.
На фрезерних верстатах обробляють горизонтальні, вертикальні та похилі поверхні, фасонні поверхні, пази різного профілю.
![]() Технологічний метод формоутворення поверхонь фрезеруванням визначається головним обертальним рухом інструмента і, зазвичай, поступальним рухом подачі заготовки. Подачею може бути і обертальний рух заготовки навкруги осі стола, який обертається.
Технологічний метод формоутворення поверхонь фрезеруванням визначається головним обертальним рухом інструмента і, зазвичай, поступальним рухом подачі заготовки. Подачею може бути і обертальний рух заготовки навкруги осі стола, який обертається.
До режимів різання при фрезеруванні відносять швидкість різання , подачу s, глибину різання t ї, ширину фрезерування В.
![]()
![]()
![]()
![]()
![]() При фрезеруванні розрізняють три розмірності подачі: 1) подача на один зуб фрези sz , мм/зуб, - переміщення заготовки при повороті фрези на кут між двома сусідніми зубами; 2) подача на один оберт фрези so , мм/об; подача за хвилину sхв , мм/хв. Вони зв'язані між собою такими залежностями:
При фрезеруванні розрізняють три розмірності подачі: 1) подача на один зуб фрези sz , мм/зуб, - переміщення заготовки при повороті фрези на кут між двома сусідніми зубами; 2) подача на один оберт фрези so , мм/об; подача за хвилину sхв , мм/хв. Вони зв'язані між собою такими залежностями:
sхв so n sz z n,
де п і z - відповідно частота обертання фрези і число зубів.
.
6.2 Типи фрез
В залежності від призначення та виду оброблюваних поверхонь розрізняють такі типи фрез: циліндричні (рис. 23, а), торцеві (рис.23, б, ж), дискові (рис. 23, в), кінцеві (рис. 23, г), кутові (рис.23, д), шпонкові (рис.23, е), фасонні (рис. 23, є).
Фрези виготовляють суцільними (рис. 23, б - є) або збірними зі вставними зубами - ножами (рис. 23, а, ж). Різальні кромки можуть бути прямі (рис. 23, д) або гвинтові (рис. 23, а). Фрези можуть мати гострозаточені (рис. 23, з) або затиловані (рис. 23, и) зуби. У фрез з гострозаточеними зубами передня і задня поверхні зубів плоскі. Такі фрези заточують по задній поверхні. У фрез із затилованими зубами передня поверхня зубів плоска, а задня виконана за спіраллю Архімеда. В таких фрезах при переточуванні по передній поверхні зберігається незмінним профіль зуба фрези.
Суцільні фрези виготовляють з інструментальних сталей. У збірних фрез зуби (ножі) виготовляють з швидкорізальних сталей або твердих сплавів і закріплюють у корпусі фрези механічно або паянням.
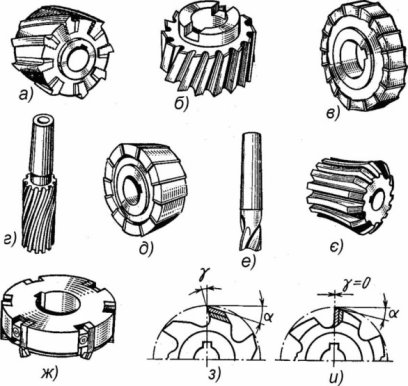 Рисунок 23 - Типи фрез
Рисунок 23 - Типи фрез
6.3 Фрезерні верстати
За розповсюдженням у металообробці фрезерні верстати після верстатів токарної групи є найпоширенішими. До фрезерної групи належать такі типи верстатів: консольно-фрезерні вертикальні та горизонтальні, вертикальні безконсольні, фрезерні верстати безперервної дії, поздовжньо- фрезерні, копіювальні, гравірувальні та ін.
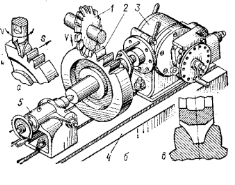
Найбільш поширеними серед названих верстатів є консольні вертикальні та горизонтальні. На рис. 24 показано горизонтально-консольний (а) та вертикально-консольний (б) фрезерні верстати. Консольними верстати названі так тому, що їх стіл 4 розміщено на консольній балці (консолі) 7, яка може переміщатися по вертикальних напрямних станини. В станині 1 розміщена коробка швидкостей 2. Заготовка, яка встановлюється на столі 4 в лещатах або в пристрої, отримує подачу в трьох напрямах: поздовжньому (переміщення стола по напрямних полозків 6), поперечному (переміщення полозківпо напрямнихконсолі) і вертикальному (переміщення консолі по напрямних станини). Коробка подач 8 розташована всередині консолі.
Вертикально-фрезерний верстат побудований аналогічно горизонтально-фрезерному, тільки вісь шпинделя у нього розташована вертикально в шпиндельній головці, яка може повертатися навкруги горизонтальної осі, що дає змогу встановлювати торцеві фрези під кутом і фрезерувати похилі площини.
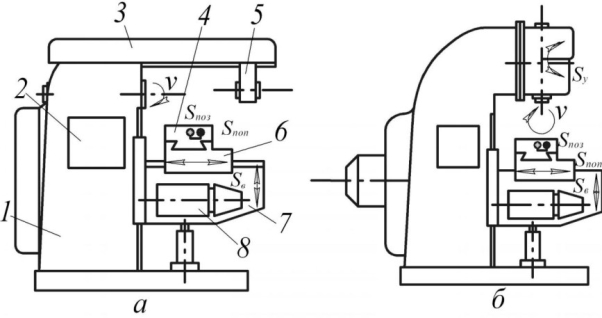 Рисунок 24 - Консольні горизонтально-фрезерний (а) і вертикально-фрезерний (б) верстати
Рисунок 24 - Консольні горизонтально-фрезерний (а) і вертикально-фрезерний (б) верстати
Карусельно фрезерний поуавтомат 623М 6.4 Основні види фрезерних робіт
На рис. 25 показані схеми фрезерування поверхонь на горизонтально- і вертикально-фрезерних верстатах.
Горизонтальні поверхні фрезерують на горизонтально-фрезерних верстатах циліндричними фрезами (рис. 25, а) і на вертикально-фрезерних верстатах торцовими фрезами (рис.25, б), що більш продуктивно внаслідок більшої кількості одночасно працюючих зубів.
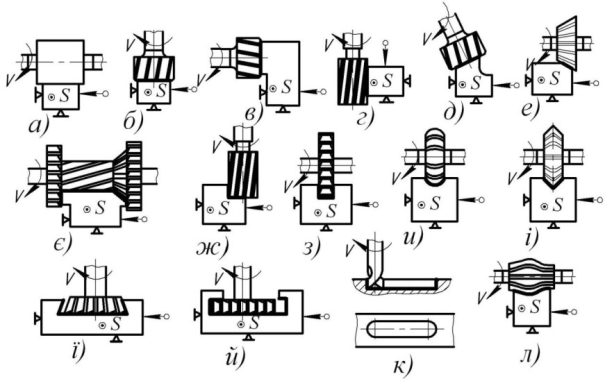
Рисунок 25 — Схеми обробки заготовок на горизонтально- і вертикально-фрезерних верстатах
Вертикальні площини фрезерують на горизонтально-фрезерних верстатах торцевими фрезами (рис. 25, в) і на вертикально-фрезерних верстатах кінцевими фрезами (рис. 25, г).
Похилі площини фрезерують торцевими (рис. 25, д і кінцевими фрезами на вертикально-фрезерних верстатах з поворотною фрезерною головкою і горизонтально-фрезерних верстатах кутовими фрезами (рис. 25, е).
Комбіновані поверхні фрезерують набором фрез (рис. 25, є) на горизонтально-фрезерних верстатах.
Уступи й прямокутні пази фрезерують кінцевими (рис. 25, ж) й дисковими (рис. 25, з) фрезами на вертикально- і горизонтально-фрезерних верстатах.
Фасонні пази фрезерують фасонною дисковою фрезою (рис. 25, и), кутові пази - кутовою фрезою (рис. 25, і) на горизонтально-фрезерних верстатах.
Клиновий паз („ластівчин хвіст") фрезерують на вертикально- фрезерному верстаті за два проходи: прямокутний паз - кінцевою фрезою, потім скоси паза -кінцевою однокутовою фрезою (рис. 25, ї).
Т-подібні пази (рис. 25, й), які мають велике розповсюдження в машинобудуванні як верстатні пази, наприклад, на столах свердлильних, фрезерних верстатах, фрезерують зазвичай за два проходи: спочатку паз прямокутного профілю кінцевою фрезою, потім нижню частину пазу Т- подібною фрезою.
Шпонкові пази фрезерують шпонковими фрезами (рис. 25, к) на вертикально-фрезерних верстатах.
 Фасонні поверхні фрезерують на горизонтально- або вертикально- фрезерних верстатах фасонними фрезами (рис. 25, л).
Фасонні поверхні фрезерують на горизонтально- або вертикально- фрезерних верстатах фасонними фрезами (рис. 25, л).
6.5 Ділильні головки
Важливим приладдям фрезерних верстатів є ділильні головки, які використовуються при виконанні багатьох фрезерних робіт, пов'язаних з періодичним поворотом заготовки на потрібний кут - нарізанні зубів зубчастих коліс, розверток, фрез а також для неперервного обертання заготовки при фрезеруванні спіральних канавок, кулачків тощо.
Найпоширенішими серед ділильних головок є універсальні лімбові ділильні головки.
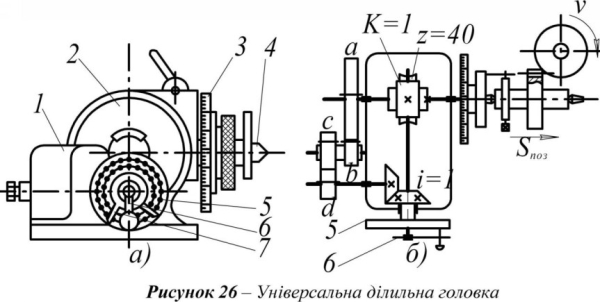
На рис. 26 показано таку головку. Вона складається з корпусу 1, поворотного барабана 2, шпинделя 4 з центром (або патроном), ділильного диска (лімба) 5. На лімбі з обох його боків є по вісім концентричних кіл з різним числом глухих отворів, розташованих по цих колах. Так, з одного боку лімба розташовані кола, у яких клькість отворів дорівнює 16, 17, 19, 21, 23, 29, 30, 31 і з другого 33, 37, 39, 41, 43, 47, 49, 54. В корпусі на шпинделі жорстко закріплене зубчасте черв'ячне колесо (зазвичай, з числом зубів 40), яке одержує обертання від однозахідного черв'яка. Черв'як може бути введеним в зачеплення з черв'ячним колесом або виведеним з нього поворотом спеціальної рукоятки (на схемі не показана). Обертання шпинделю надають рукояткою 6. На шпинделі 4 закріплено ділильний диск 3,
о
поділений на 360 (в деяких конструкціях головок на 24 частини). Цей диск використовують для безпосереднього ділення заготовки на певне число. В цьому випадку черв'як виводять із зачеплення з черв'ячним колесом і шпиндель вручну повертають на потрібне число поділок по диску 3. Безпосереднє ділення заготовки не має високої точності і його використовують у тих випадках, коли точне ділення не потрібне.
У відповідальних же випадках, коли заготовку потрібно повернути з високою точністю на певний кут, наприклад, при нарізанні зубчастих коліс, розверток, зенкерів тощо використовують простий і диференціальний методи ділення.
Просте ділення. При цьому способі лімб нерухомо з'єднують з корпусом головки. Змінні зубчасті колеса гітари а, b, с, d (рис. 26, б) не встановлюють. Шпиндель із заготовкою повертають обертанням рукоятки 6 через включену черв'ячну передачу.
![]() Число обертів п рукоятки 6, потрібне для повороту шпинделя на 1z частини кола визначається так:
Число обертів п рукоятки 6, потрібне для повороту шпинделя на 1z частини кола визначається так:
 де N - характеристика ділильної головки - число, обернене передаточному відношенню черв'ячної пари;
де N - характеристика ділильної головки - число, обернене передаточному відношенню черв'ячної пари;
А - число цілих обертів рукоятки;
z - число частин, на яке потрібно поділити заготовку;
а і b чисельник і знаменник правильного простого нескоротного дробу; т -спільний множник для а і b.
Якщо передаточне відношення для більшості ділильних головок дорівнює 1/40, то N = 40. Спільний множник т для а і b, обирається таким чином, щоб добуток дорівнював одному з чисел отворів, що є на лімбі 5; тоді добуток ат буде дорівнювати числу кроків, на яке треба повернути рукоятку по колу, що має тb отворів. Просте ділення застосовують тоді, коли можна на лімбі підібрати число отворів.
Приклад 1. Настроїти ділильну головку для поділу заготовки на 56 частин (z=56), якщо характеристика головки N = 40.
![]()
![]()
![]()
![]()
![]() Число обертів рукоятки n = z = 56 = 7 = 21. На лімбі знаходимо коло з 21 отвором, встановлюємо вістря рукоятки в перший-ліпший отвір, відраховуємо від нього 15 проміжків і для ділильного повороту заготовки на 1/56 повертаємо рукоятку на 16-тий отвір. Так робимо 56 разів. Для зручності відрахунків використовують розсувний сектор 7.
Число обертів рукоятки n = z = 56 = 7 = 21. На лімбі знаходимо коло з 21 отвором, встановлюємо вістря рукоятки в перший-ліпший отвір, відраховуємо від нього 15 проміжків і для ділильного повороту заготовки на 1/56 повертаємо рукоятку на 16-тий отвір. Так робимо 56 разів. Для зручності відрахунків використовують розсувний сектор 7.
Якщо на лімбі підібрати число отворів неможливо, то застосовують диференціальний метод настроювання.
Диференціальний метод ділення
Суть цього методу полягає в тому, що потрібний поворот заготовки здійснюється як результат двох рухів:
• обертання рукоятки відносно лімба; • додаткового обертання самого лімба.
Отже, поворот рукоятки здійснюється відносно лімба, який обертається. Обертання лімбу передається від шпинделя через змінні зубчасті колеса
гітари а, b, с, d і конічну передачу з передаточним відношенням 1 (рис. 26, б). Лімб при цьому вивільняється від стопора, що з'єднує його з корпусом головки.
 При диференціальному діленні потрібно настроювати два елементи ділильної головки - рукоятку на певний поворот і гітару.
При диференціальному діленні потрібно настроювати два елементи ділильної головки - рукоятку на певний поворот і гітару.
Число обертів рукоятки п , необхідне для повороту заготовки на
частини кола, визначається за такою ж формулою, що і при простому діленні:
де Zнаб - наближене до необхідного числа ділень заготовки. Вибирається таким, щоб задовольняло умови простого ділення. При цьому помилка в ділильному повороті шпинделя, яка дорівнює 1^ - І^наб, компенсується поворотом самого лімба, який і повинен повернутися саме на цю частину кола через гітару.
Передаточне відношення змінних коліс гітари визначається за формулою:
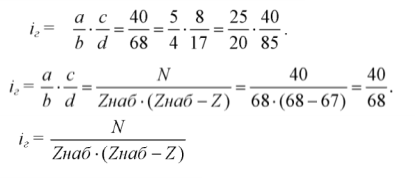 Якщо Zнаб < Z, то іг має від'ємне значення. При цьому лімб повинен обертатися в бік, протилежний обертанню рукоятки, що досягається встановленням проміжного (паразитного) колеса між колесами а і Ь або с і d.
Якщо Zнаб < Z, то іг має від'ємне значення. При цьому лімб повинен обертатися в бік, протилежний обертанню рукоятки, що досягається встановленням проміжного (паразитного) колеса між колесами а і Ь або с і d.
Для настроювання гітари, тобто для визначення числа зубів коліс а,Ь,с і d до ділильних головок зазвичай надається „п'ятковий" набір коліс з числами зубів від 20 до 100.
Приклад 2.Настроїти ділильну головку для фрезерування зубчастого колеса з 67 зубами ^=67). Характеристика головки N = 40. В даному випадку просте ділення неможливе тому, що у формулі п = ^ дріб нескоротний, а на лімбі немає 67 отворів. Застосовуємо диференціальний метод ділення. Приймаємо Zнаб = 68. Тоді:
Цей дріб потрібно перетворити так, щоб із „п'яткового" набору можна було підібрати зубчасті колеса а, Ь,с і d, маючи на увазі, що в наборі є тільки по одному колесу з певним числом зубів.
При підборі зубчастих коліс потрібно також враховувати умову зчіплюваності коліс в гітарі: а + Ь > с на 10...15 зубів і с + d > Ь на 10...15 зубів.
нашому прикладі а = 25, Ь = 20, с = 40, d = 85. а + Ь > с але всього на 5 зубів, що не задовольняє умову зчіплюваності коліс. Тому приймаємо а = 75, Ь = 60. Передаточне відношення від такої заміни не зміниться, а умова зчіплюваності буде виконана.
Число обертів рукоятки для здійснення ділильного повороту заготовки на 1/67 повинно бути таким: п = = — = —. Тобто рукоятку по-
Zнаб 68 17 трібно повернути на 5 поділок кола, що має 17 отворів.
Налагодження ділильних головок для фрезерування спіральних канавок
В металообробці на фрезерних верстатах нерідко приходиться фрезерувати спіральні канавки (виготовлення свердел, косозубих зубчастих коліс тощо). Для цих робіт використовують універсальні горизонтально- чи вертикально-фрезерні верстати і ділильні головки. При цьому ділильну головку встановлюють на столі верстата, а заготовку - в центрах ділильної головки і задньої бабки.
Гвинтові канавки фрезерують при поздовжньому переміщенні стола фрезерного верстата й одночасному обертанні заготовки. Для цього шпиндель ділильної головки з'єднують змінними зубчастими колесами а, Ь, с, й гітари з ходовим гвинтом поздовжньої подачі стола верстата (рис. 27).
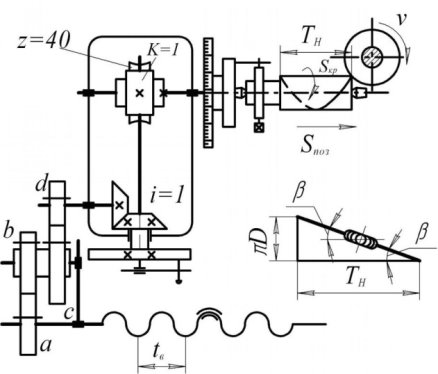 Рисунок 27 — Схема налагодження ділильної головки на фрезерування спіральних канавок
Рисунок 27 — Схема налагодження ділильної головки на фрезерування спіральних канавок
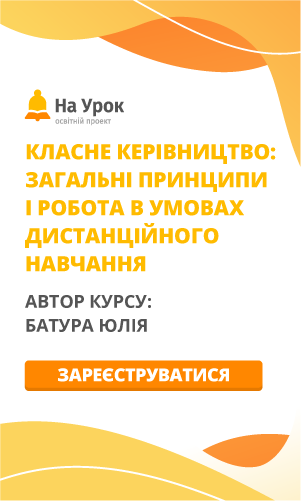
Обидва рухи - обертання заготовки і її поздовжнє переміщення - узгоджені так, що при переміщенні заготовки на крок спіральної канавки, яка нарізається, заготовка робить один повний оберт. Рівняння кінематичного балансу ланцюга має вигляд
 де tв - крок ходового гвинта поздовжньої подачі стола; Тк - крок гвинтової канавки.
де tв - крок ходового гвинта поздовжньої подачі стола; Тк - крок гвинтової канавки.
 З цього рівняння отримуємо формулу передаточного відношення гі тари:
З цього рівняння отримуємо формулу передаточного відношення гі тари:
Стіл верстата повертають на кут нахилу гвинтової канавки Р для отримання гвинтової канавки потрібного профілю.
Контрольні питання 1. Які поверхні оброблюють на фрезерних верстатах? 2. Основні типи фрез.
3. Типи фрезерних верстатів.
4. Методи поділу на універсальних ділильних головках.
5. Налагодження ділильної головки на фрезерування спіральних канавок. 6. Основні роботи, які виконують на фрезерних верстатах. Схеми обробки.

про публікацію авторської розробки
Додати розробку