Презентаці "Шліфувальні круги"

Шліфувальні круги. Предмет: Технологія шліфувальних робіт. Професія: Верстатник широкого профілю

Шліфувальні круги Шліфувальний круг - це абразивний інструмент, що складається з зерен певної фракції, що зцементовані між собою в'яжучою речовиною. Є тілом обертання зі стандартним зовнішнім та внутрішнім діаметром, з певною конфігурацією поверхні оптимальною для виконання тих чи інших операцій
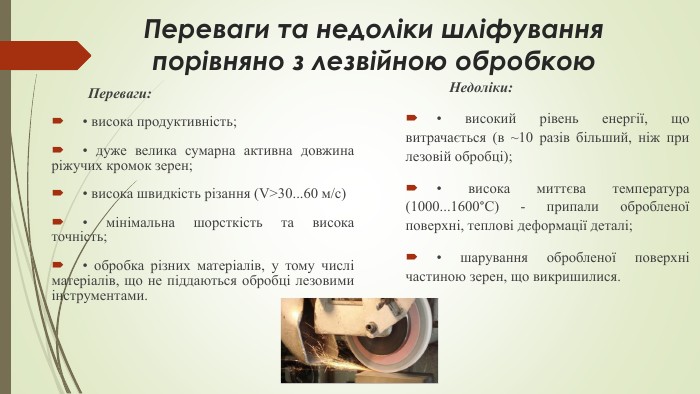
Переваги та недоліки шліфування порівняно з лезвійною обробкою Переваги:• висока продуктивність;• дуже велика сумарна активна довжина ріжучих кромок зерен;• висока швидкість різання (V>30...60 м/с)• мінімальна шорсткість та висока точність;• обробка різних матеріалів, у тому числі матеріалів, що не піддаються обробці лезовими інструментами. Недоліки:• високий рівень енергії, що витрачається (в ~10 разів більший, ніж при лезовій обробці);• висока миттєва температура (1000...1600°С) - припали обробленої поверхні, теплові деформації деталі;• шарування обробленої поверхні частиною зерен, що викришилися.
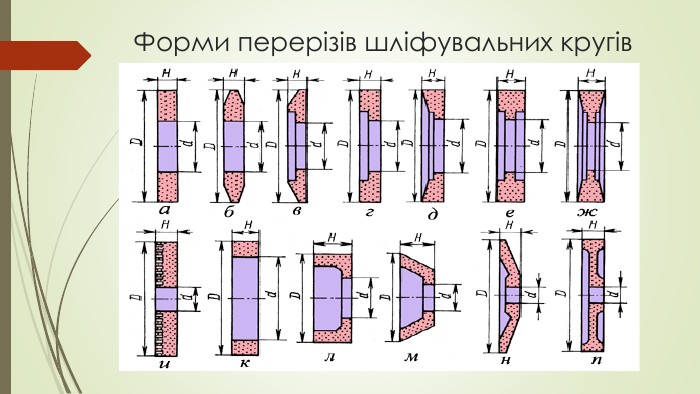
Форми перерізів шліфувальних кругів
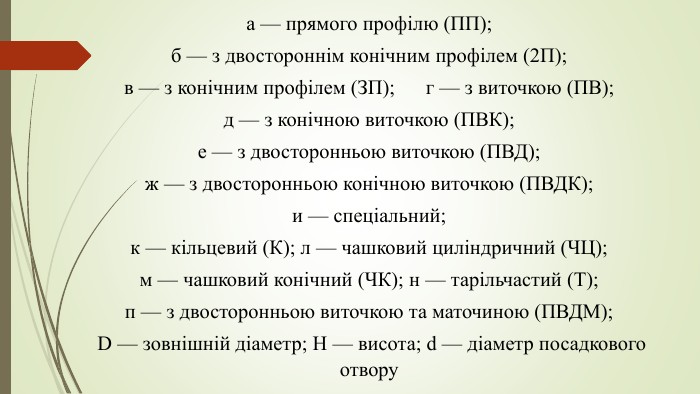
а — прямого профілю (ПП); б — з двостороннім конічним профілем (2 П); в — з конічним профілем (ЗП); г — з виточкою (ПВ);д — з конічною виточкою (ПВК); е — з двосторонньою виточкою (ПВД); ж — з двосторонньою конічною виточкою (ПВДК);и — спеціальний; к — кільцевий (К); л — чашковий циліндричний (ЧЦ); м — чашковий конічний (ЧК); н — тарільчастий (Т);п — з двосторонньою виточкою та маточиною (ПВДМ); D — зовнішній діаметр; H — висота; d — діаметр посадкового отвору
Характеристики шліфувальних інструментів. Матеріал зерен. Розміри різальних зерен. Матеріал зв’язки. Структура. Твердість. Концентрація зерен (алмаз та ельбор)Також вказують робочу окружну швидкість абразивного круга

Абразивні матеріали. Електрокорунди. Карбід кремнію. Алмази Кубічний нітрид бора
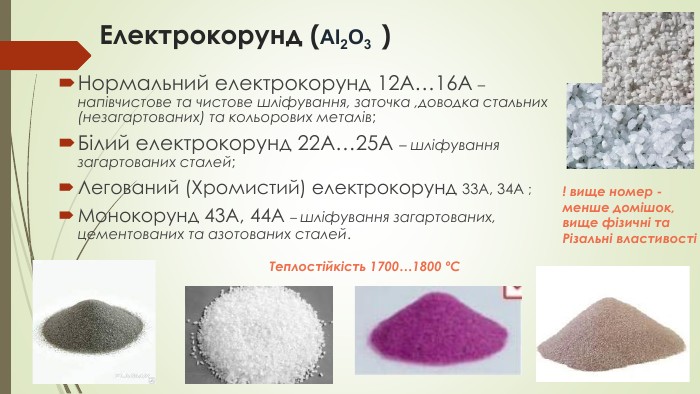
Електрокорунд (Аl2 О3 )Нормальний електрокорунд 12 А…16 А – напівчистове та чистове шліфування, заточка ,доводка стальних (незагартованих) та кольорових металів;Білий електрокорунд 22 А…25 А – шліфування загартованих сталей;Легований (Хромистий) електрокорунд 33 А, 34 А ; Монокорунд 43 А, 44 А – шліфування загартованих, цементованих та азотованих сталей. ! вище номер -менше домішок, вище фізичні та Різальні властивостіТеплостійкість 1700…1800 ºС

Карбід кремнію (Si. C)Чорний (КЧ) 53 С…55 С –використовується для шліфування чавуну, міді, латуні, бронзи та алюмінію;Зелений (КЗ) 63 С,64 С - менше домішок, вищі різальні властивості, використовується при заточуванні твердосплавних інструментів. Теплостійкість 1300…2050 ºС
Алмаз Природний А1…А8;Синтетичний АС2…АС20 Фінішна обробка, заточка інструмента. Теплостійкість 600…800 ºС
Кубічний нітрид бора (КНБ, ЭЛЬБОР, БОРАЗОН, БЕЛЬБОР)На відміну від алмазу, ельбор нейтральний до заліза, не вступає з ним у хімічну взаємодію. Для обробки залізовмісних високоміцних та легованих сталей. Теплостійкість 1300 ºС
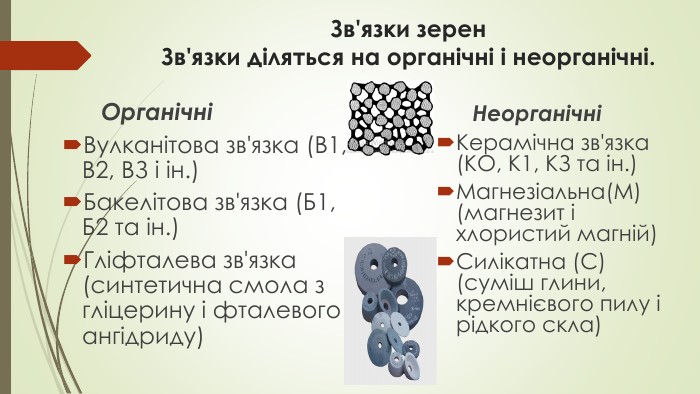
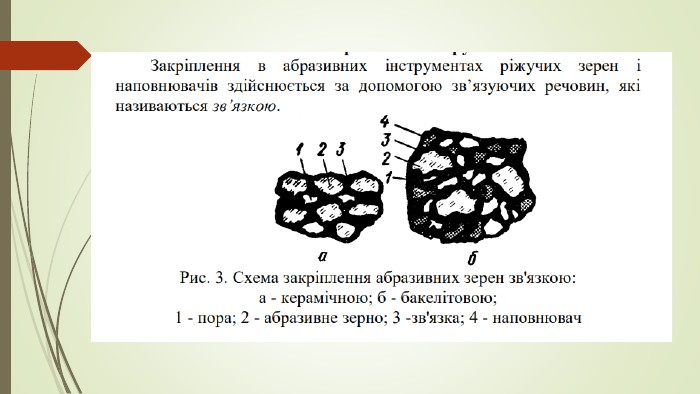
Зв'язки зерен. Зв'язки діляться на органічні і неорганічні. ОрганічніВулканітова зв'язка (B1, B2, ВЗ і ін.)Бакелітова зв'язка (Б1, Б2 та ін.)Гліфталева зв'язка (синтетична смола з гліцерину і фталевого ангідриду) НеорганічніКерамічна зв'язка (КО, К1, КЗ та ін.)Магнезіальна(М) (магнезит і хлористий магній)Силікатна (С) (суміш глини, кремнієвого пилу і рідкого скла)
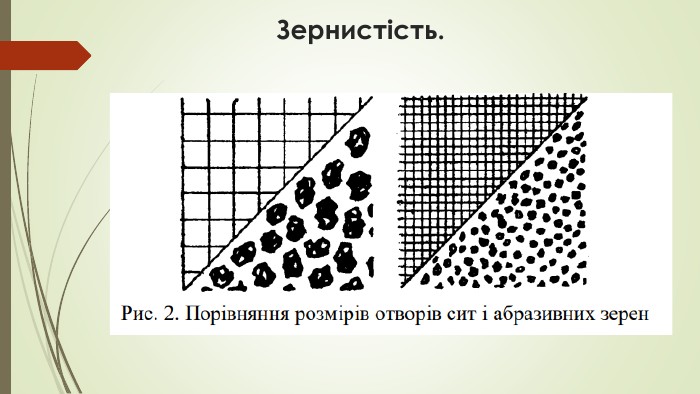
Зернистість.
Вибір абразивних кругів Вибір характеристики абразивного інструменту залежить від багатьох факторів: виду і властивостей оброблюваного матеріалу, потужності верстата і режиму шліфування, вимог до точності та шорсткості оброблюваної поверхні, виду і характеру операцій шліфування. В залежності від цих факторів встановлюються:форма і розмір потрібного абразивного інструментавид абразивного матеріалуступінь зернистості абразивного матеріалувид зв'язкиступінь твердостіструктура абразивного інструменту

про публікацію авторської розробки
Додати розробку