Презентація на тему : "Технологічний процес складання та зварювання каркасу слюсарного столу"
Презентація "Технологічний процес складання та зварювання каркасу слюсарного столу" для учнів професійно-технічного навчального закладу.
Містить характеристику конструкції, властивості матеріалів, особливості зварювальних матеріалів, контроль якості та дотриманя правил охорони праці.

ТЕХНОЛОГІЧНИЙ ПРОЦЕС ЗБИРАННЯ І ЗВАРЮВАННЯ КАРКАСУ СЛЮСАРНОГО СТОЛУ

1. Характеристика конструкціїВиготовлена з симетричного сталевого куточка 35х35 мм та 20х20 мм товщиною стінок 5 мм та 3 мм. Для виготовлення запропонована сталь ВСт.2. Характеристика конструкції: Каркас металевий, зварний;Виготовлений з симетричного металевого куточка 35х35 та 20х20 мм товщиною 5 мм та 3 мм;Каркас виконано місткістю на п'ять ящиків та поличок;Розміри каркасу: 1710х710х800 мм;

2. Фізико-хімічні і механічні властивості матеріалівковкий сплав заліза з вуглецем (до 2%) і іншими елементамипоставляється за механічними властивостями і хімічним складомвуглецева сталь звичайної якостіза призначенням -конструкційнасталь ВСт.2 має гарну зварюваність
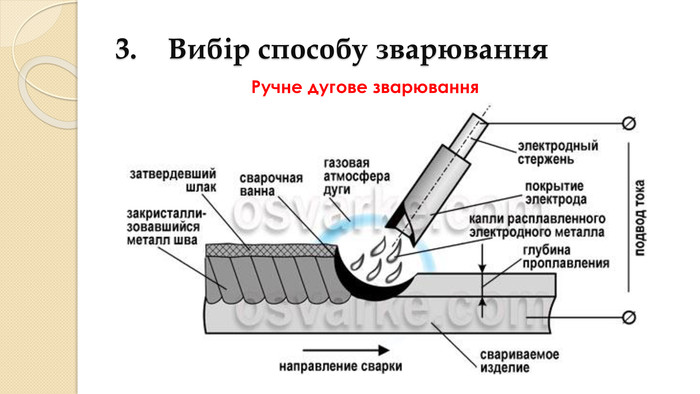
3. Вибір способу зварювання. Ручне дугове зварювання
3.1. Вибір параметрів режиму зварювання. Для виготовлення каркасу слюсарного столу встановлюємо такі параметри режиму зварювання:1. Діаметр електрода - 3 мм;2. Марка електрода - МР-3;3. Рід струму, полярність - змінний;4. Сила зварювального струму - 90-120 а.
3.2. Вибір зварювальних матеріалів. Для зварювання сталей електроди виготовляють із сталевого зварювального дроту за ГОСТ 2246-70, яким передбачено 75 її марок. З них шість виготовляють з низьковуглецевої, 30 − з легованої і 39 −з високолегованої сталі. Всі вони мають обмежений вміст вуглецю, сірки і фосфору. Для виготовлення конструкції застосовуємо електроди типу Е46, марки МР - 3. Покриття - рутилове. Головними функціями електродних покриттів є захист зони зварювання від атмосферного повітря, розкислення і легування наплавленого металу, а також стабілізація дугового розряду.
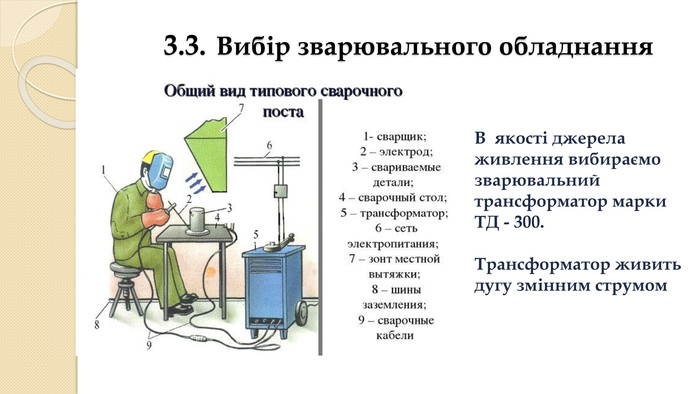
3.3. Вибір зварювального обладнання. В якості джерела живлення вибираємо зварювальний трансформатор марки ТД - 300. Трансформатор живить дугу змінним струмом

4. ВИБІР ІНСТРУМЕНТУ І ПРИСТОСУВАНЬЗварювальна маска. Струмопровідні затискачіКостюм зварника. Зварювальні рукавиціІнструмент для зачистки зварного шва і крайок, що зварюються: а - металева щітка; б - молоток-шлаковідділяч

5. Технологічний процес збирання і зварювання конструкції1. Заготовки конструкції перевірити на якість обробки крайок. При наявності забруднень виконати зачистку3. Зачищення шва та зовнішній огляд конструкції2. Складання та зварювання згідно ескізу

6. КОНТРОЛЬ ЯКОСТІ ЗВАРЮВАННЯЗовнішній огляд і обміри зварних швівІнструменти і пристосування. Візуально-вимірювальний контроль зварного шва Набір інструментів для візуального контролю якості зварних з’єднань
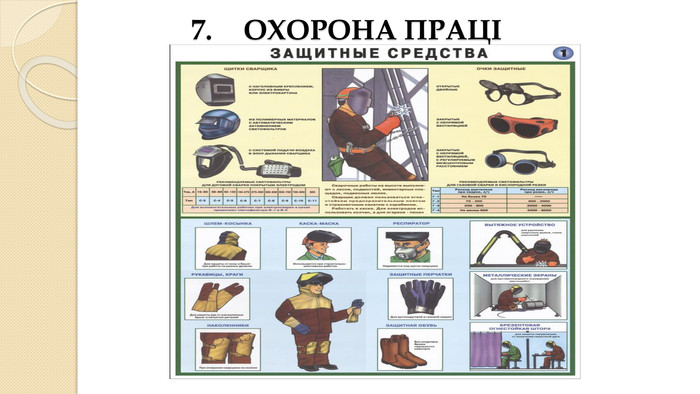
7. ОХОРОНА ПРАЦІ


Дякую за увагу!
-

-
 Чудова презентація
Чудова презентація

про публікацію авторської розробки
Додати розробку