Тестові контрольні роботи за професією "Електрогазозварник"

Контрольні роботи
з предмета:
«Обладнання та технологія зварювальний робіт»
для учнів, що навчаються за професією 7212«Електрогазозварник»

Зміст
|
Модуль |
Професійна компетентність |
К-сть годин |
Посилання |
|
Другий розряд |
|||
|
ЕГЗ-2.1.1 |
Підготовляти робоче місце |
30 |
https://naurok.com.ua/test/modul-2-1-1-2-1-2-elektrogazozvarnik-2126881.html |
|
ЕГЗ-2.1.2 |
Прибирати технологічне сміття під час та після роботи |
||
|
ЕГЗ-2.2.1 |
Проводити щозмінні огляди і технічне обслуговування устаткування, що експлуатуються, та апаратури для запобігання, виявлення і усунення неполадок в роботі обслуговуваного устаткування і апаратури |
42 |
https://naurok.com.ua/test/modul-2-3-1-elektrogazozvarnik-2129338.html |
|
ЕГЗ- 2.3.1 |
Виконувати ручне дугове, газове і напівавтоматичне зварювання і наплавлення простих деталей, вузлів і конструкцій з вуглецевих сталей в нижньому положенні шва |
31 |
|
|
ЕГЗ- 2.3.2 |
Виконувати ручне кисневе різання сталевого легковагового і важкого брухту, кисневе і плазмове прямолінійне і криволінійне різання в нижньому і вертикальному положеннях простих деталей з вуглецевих сталей за розміткою вручну |
20 |
https://naurok.com.ua/test/modul-2-3-2-elektrogazozvarnik-1440487.html |
|
ЕГЗ - 2.3.3 |
Перевіряти якість зварного шва, заварювати видалені дефектні ділянки і проводити їх зачистку від шлаку і бризок металу |
25 |
https://naurok.com.ua/test/modul-2-3-2-elektrogazozvarnik-1494836.html |
|
Третій розряд |
|||
|
ЕГЗ-3.1.1 |
Виконувати ручне дугове, плазмове, газове, автоматичне і напівавтоматичне зварювання і наплавлення простих і середньої складності деталей, вузлів, конструкцій і трубопроводів 3 конструкційних сталей кольорових металів в нижньому та вертикальному положеннях шва |
8 |
https://naurok.com.ua/test/elektrogazozvarnik-modul---egz-z-1-1-2151025.html |
|
ЕГЗ-3.1.2 |
Виконувати кисневе і плазмове прямолінійне і криволінійне різання вуглецевих та легованих сталей у всіх просторових положеннях крім стельового; ручне кисневе різання газорізальними апаратами по розмірах простих і середньої складності деталей з вуглецевих та легованих сталей, кольорових металів і їх сплавів. |
16 |
|
|
ЕГЗ-3.1.3 |
Виконувати ручне повітряно-дугове стругання простих та середньої складності деталей з різних сталей, чавунів, кольорових металів і їх сплавів в різних положеннях крім стельового. |
22 |
|
|
Четвертий розряд |
|||
|
ЕГЗ-4.1.1. |
Виконувати ручне дугове, плазмове, газове, автоматичне і напівавтоматичне зварювання і наплавлення середньої складності деталей, вузлів і конструкцій з конструкційних сталей, кольорових металів і сплавів, у всіх положеннях шва, крім стельового, автоматичне і механізоване зварювання деталей, вузлів, апаратів, конструкцій, трубопроводів з різних сталей, чавуну, кольорових металів і сплавів |
31 |
https://naurok.com.ua/test/modul---4-1-1-elektrogazozvarnik-2156114.html |
|
ЕГЗ-4.1.2 |
Виконувати ручне кисневе, у тому числі з використанням рідкого пального, плазмове і газове прямолінійне і фігурне різання деталей з різних сталей, кольорових металів і сплавів за розмітками у всіх просторових положеннях різа, різання на переносних, стаціонарних і плазморізальних машинах. Різання кисневого флюсу деталей з легованих сталей і чавуну |
23 |
https://naurok.com.ua/test/egz-4-1-2-elektrogazozvarnik-2158830.html |
|
ЕГЗ-4.1.3 |
Виконувати ручне електродугове повітряне стругання складних і відповідальних деталей з різних сталей, чавуну, кольорових металів і сплавів в різних положеннях |
13 |
|
Контрольна робота
Професійна компетентність: Підготовка робочого місця
- В якому році В.В.Петров відкрив явище електричної дуги і вказав на можливість її використання для розплавлення металу?
А) 1802;
Б) 1882;
В) 1888;
Г) 1939.
- Який вчений відкрив спосіб електродугового зварювання неплавким вугільним електродом і запропонував конструкції простих зварювальних автоматів?
А) В.В.Петров;
Б) Н.Г. Слав'янов;
В) Н.Н. Бенардос;
Г) Є.О.Патон.
- Хто запровадив автоматичне та напівавтоматичне зварювання під шаром флюсу?
А) В.В.Петров;
Б) Є.О. Патон;
В) Н.Н. Бенардос;
Г) Б.Є. Патон.
- При якому виді зварювання нагрівання здійснюється електричною дугою?
А) дугове зварювання;
Б) газове зварювання;
В) плазмове зварювання;
Г) лазерне зварювання;
- Якого не існує виду зварювання?
А) холодного;
Б) пресового;
В) термітного;
Г) термічного.
- До якого класу належать види зварювання за допомогою плавлення, в яких для розплавлення металу використовують теплову енергію?
А) термічного;
Б) механічного;
В) термомеханічного.
- Який шов показано на малюнку?
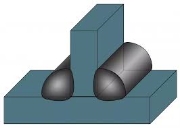
А) стиковий;
Б) внапуск;
В) тавровий;
Г) кутовий.
- Шви якої довжини відносяться до довгих?
А) до 300 мм;
Б) 300-500 мм;
В) 500-1000 мм;
Г) більше 1000 мм.
- Що зображено на малюнку?
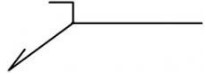
А) монтажний шов;
Б) катет шва;
В) шов за замкнутим контуром;
Г) шов за незамкнутим контуром.
- Що позначають даним знаком?
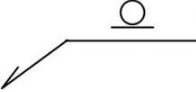
А) монтажний шов;
Б) катет шва;
В) шов за замкнутим контуром;
Г) зняти підсилення шва.
- Відкриті зверху кабіни для зварювання виробів невеликих розмірів.
А) стаціонарний пост;
Б) пересувний пост;
В) джерело живлення дуги;
Г) контейнер.
- Як позначають напівавтоматичне зварювання в інертних захисних газах?
А) MIG;
Б) MAG;
В) MMA;
Г) TIG.
- Який за типом зварювальний апарат ВДУ-506У3 ?
А) трансформатор;
Б) перетворювач;
В) випрямляч;
Г) генератор.
- Ремонт проводять на робочому місці, де експлуатується зварювальне обладнання. Він включає заміну та ремонт спрацьованих деталей, перевірку електричної схеми, кріпильних деталей, кількості і якості мастил.
А) міжремонтне обслуговування;
Б) плановий середній ремонт;
В) плановий малий ремонт;
Г) капітальний ремонт.
- Електрод якого діаметру обирають при зварюванні металу товщиною 3 мм?
А) 1,6;
Б) 2;
В) 3;
Г) 4.
- Як змінюють силу струму при ручному дуговому зварюванні вертикальних швів у порівнянні з нижніми?
А) зменшують на 10-15%;
Б) збільшують на 10-15%;
В) зменшують на 15-20%;
Г) збільшують на 15-20%.
- Якою цифрою, у схемі умовного позначення, позначають електроди для всіх просторових положень?
А) 1;
Б) 2;
В) 3;
Г) 4.
- Який діаметр присадки обирають при газовому зварюванні лівим способом металу товщиною 4мм?
А) 2;
Б) 3;
В) 4;
Г) 5.
- Як змінюються параметри шва при збільшенні довжини дуги?
А) зменшується глибина провару і збільшується ширина шва;
Б) зменшується глибина провару і ширина шва;
В) збільшується глибина провару і зменшується ширина шва;
Г) збільшується глибина провару і ширина шва.
- Яка полярність зображена на малюнку?
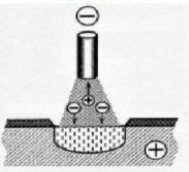
А) пряма;
Б) зворотна;
В) змінна.
- При якому способі напівавтоматичного зварювання підвищується глибина провару і наплавлений метал є більш щільний?
А) кутом уперед;
Б) кутом назад;
В) правий;
Г) лівий.
- При якій вологості зварювальний флюс просушують?
А) понад 0,01%;
Б) понад 0,1%;
В) понад 1%;
Г) понад 10%.
- Які електроди відносяться до неплавких?
А) сталевий, чавунний, вольфрамовий;
Б) сталевий, чавунний, вугільний;
В) вольфрамовий, вугільний, графітовий;
Г) сталевий, вугільний, графітовий.
- Як позначають аргонодугове зварювання неплавким вольфрамовим електродом?
А) MIG;
Б) MAG;
В) MMA;
Г) TIG.
Контрольна робота
Професійна компетентність: Проводити щозмінні огляди і технічне обслуговування устаткування, що експлуатуються, та апаратури для запобігання, виявлення і усунення неполадок в роботі обслуговуваного устаткування і апаратури
- На якій ділянці статичної вольт-амперної характеристики при зміні сили струму напруга не змінюється?
А) спадаючій;
Б) жорсткій;
В) зростаючій;
Г) похилій.
- Пристрій призначений для зниження напруги з 220 або 380В до безпечної, але достатньої для легкого запалювання та стійкого горіння електричної дуги (не більше 80В) і регулювання сили зварювального струму залежно від діаметра електродного дроту та товщини зварюваного металу.
А) зварювальний трансформатор;
Б) зварювальний інвертор;
В) зварювальний випрямляч;
Г) зварювальний перетворювач.
- Яким повинен бути опір ізоляції між первинною обмоткою та корпусом, між вторинною обмоткою та корпусом, між первинною та вторинною обмотками?
А) не менше 0,1 МОм;
Б) не менше 1 МОм;
В) не менше 5 МОм;
Г) не менше 10 МОм.
- Яка причина підвищеного гудіння трансформатора, великої сили струму неробочого ходу?
А) виткове замикання в первинній обмотці;
Б) пошкодження ізоляції листів осердя або шпильок;
В) пошкодження або послаблення контактів у з'єднанні;
Г) слабкий контакт струмоведучих шин.
- Статичний перетворювач змінного струму в випрямлений, який використовується в процесі зварювання.
А) зварювальний трансформатор;
Б) зварювальний випрямляч;
В) зварювальний перетворювач;
Г) зварювальний інвертор.
- Який пристрій напівавтомата зображено на малюнку?

А) механізм подачі дроту;
Б) редуктор;
В) пальник;
Г) сопло.
- Яка несправність зварювального напівавтомату, якщо сопло знаходиться під напругою?
А) утворився місток з бризок між мундштуком і соплом;
Б) спрацювався подавальний ролик;
В) слабке притискання дроту в подавальному механізмі;
Г) забруднено канал спіралі.
- Що з перерахованого не може бути причиною нерівномірної подачі дроту та обриву дуги при нормальнопрацюючому двигуні подавального механізму зварювального напівавтомату?
А) спрацювався подавальний ролик;
Б) слабке притискання дроту в подавальному механізмі;
В) перегин шлангу;
Г) діаметр каналу спіралі не відповідає діаметру дроту.
- Яка причина спаду тиску в редукторі?
А) нещільність по периметру затиснення мембрани;
Б) засмітився канал штуцера;
В) замерзання фільтра;
Г) ослаблені накидні гайки.
- Апарат призначений для одержання ацетилену з карбіду кальцію за допомогою води.
А) ацетиленовий генератор;
Б) балон;
В) манометр;
Г) редуктор.
- Яка продуктивність пересувних ацетиленових генераторів?
А) до 1 м3/год;
Б) до 3 м3/год;
В) від 3 до 10 м3/год;
Г) від 3 до 320 м3/год.
- Пристрій, що перешкоджає попаданню в генератор полум'я при зворотному ударі.
А) запобіжний затвор;
Б) запобіжний клапан;
В) редуктор;
Г) пропка.
- Пристрій призначений для попередження проникнення зворотного удару полум'я в рукав, що з'єднує пальник із запобіжним затвором.
А) полум'ягасник;
Б) запобіжний затвор;
В) запобіжний клапан;
Г) редуктор.
- Призначений для зберігання і трансортування стиснених, зріджений і розчинених газів.
А) редуктор;
Б) балон;
В) вентиль;
Г) манометр.
- Який колір балону для кисню?
А) сірий;
Б) синій;
В) червоний;
Г) білий.
- Який колір балону для вуглекислого газу?
А) синій;
Б) сірий;
В) білий;
Г) чорний.
- Який колір балону для ацетилену?
А) синій;
Б) сірий;
В) білий;
Г) чорний.
- Запірний пристрій призначений для зберігання в балоні газу.
А) вентиль;
Б) манометр;
В) редуктор;
Г) ковпак.
- Чи дозволяється спільне транспортування кисневих і ацетиленових балонів?
А) так;
Б) ні;
В) тільки двох балонів до робочого місця.
- Пристрій призначений для пониження тиску газу до робочого та автоматичного підтримання заданого робочого тиску постійним.
А) шланг;
Б) балон;
В) манометр;
Г) редуктор.
- Яку температуру витримують шланги з морозостійкої гуми?
А) - 35 оС;
Б) - 55 оС;
В) - 65 оС;
Г) - 75 оС.
- Пристрій призначений для змішування горючого газу або парів рідини з киснем і одержання зварювального полум'я.
А) пальник;
Б) різак;
В) редуктор;
Г) манометр.
- Пристрій призначений для змішування горючого газу з киснем, утворення підігрівального полум'я і подачі до розрізуваного металу струменя ріжучого кисню.
А) пальник;
Б) різак;
В) редуктор;
Г) інжектор.
- Як під'єднують шланги до різаків для кисневого різання?
А) кисневий шланг під'єднується до штуцера з правою різьбою, шланг з горючим газом - до штуцера з лівою різьбою;
Б) кисневий шланг під'єднується до штуцера з лівою різьбою, шланг з горючим газом - до штуцера з правою різьбою;
В) кисневий шланг під'єднується до штуцера з лівою різьбою, шланг з горючим газом - до штуцера з лівою різьбою;
Г) кисневий шланг під'єднується до штуцера з правою різьбою, шланг з горючим газом - до штуцера з правою різьбою.
Контрольна робота
Професійна компетентність: Виконувати ручне дугове, газове і напівавтоматичне зварювання і наплавлення простих деталей, вузлів і конструкцій з вуглецевих сталей в нижньому положенні шва
- Як називається перехід металу з рідкого стану у твердий?
А) первинною кристалізацією;
Б) вторинною кристалізацією.
- На скільки зон поділяється зварне з'єднання?
А) 2;
Б) 3;
В) 4;
Г) 5.
- Як називається ділянка основного металу, яка не підлягає розплавленню; її структура й властивості змінюються під впливом нагрівання при зварюванні?
А) метал шва;
Б) зона термічного впливу;
В) зона сплавлювання;
Г) основний метал.
- Як називається сплав, утворений переплавленим основним і наплавленим металами або тільки основним металом?
А) метал шва;
Б) зона термічного впливу;
В) зона сплавлювання;
Г) основний метал.
- Яка ширина зони термічного впливу при ручному дуговому зварюванні?
А) 1-3 мм;
Б) 2-4 мм;
В) 3-6 мм;
Г) 8-24 мм.
- При якому способі газового зварювання полум'я направляється на зварену ділянку шва, а присадка переміщається за пальником?
А) лівому;
Б) правому;
В) зигзагоподібному;
Г) спіральному.
- Яка зона зварювального полум'я має найбільшу температуру?
А) факел;
Б) ядро;
В) відновна зона.
- Що необхідно зробити з тріщиною перед заварюванням, щоб вона при нагріванні не поширювалася на ще більшу довжину?
А) розчистити;
Б) розклинити;
В) промити гарячою водою з каустичною содою;
Г) засвердлити кінці тріщини.
- Який спосіб газового зварювання використовують для тонкостінних деталей?
А) лівий;
Б) правий;
В) зигзагоподібний;
Г) спіральний.
- При якому способі напівавтоматичного зварювання глибина проплавлення менша, а валик, що наплавляється виходить широким?
А) кутом вперед;
Б) кутом назад;
В) лівим;
Г) правим.
- Яку силу струму обирають для напівавтоматичного зварювання сталевих листів товщиною 2 мм у вуглекислому газі?
А) 50-60А;
Б) 70-100А;
В) 120-200А;
Г) 200-250А.
- Які сталі перед зварюванням необхідно нагріти до температури 100-450оС?
А) низьковуглецеві;
Б) середньовуглецеві;
В) високовуглецеві;
Г) леговані.
- Як називається метал, призначений для введення в зварну ванну до розплавленого основного металу?
А) присаджувальний;
Б) основний;
В) наплавлений;
Г) метал шва.
- Матеріал призначений для наступної обробки і який має певні розміри з урахуванням припусків на обробку.
А) заготовка;
Б) деталь;
В) напівфабрикат;
Г) виріб.
- Кут між площиною скосу кромки і торцем.
А) кут скосу кромки;
Б) зазор;
В) притуплення кромки;
Г) кут розчищення кромок.
- Яким способом зварюють довгі шви?
А) на прохід;
Б) від країв до середини;
В) від середини до країв;
Г) зворотньоступінчастим.
- Який кут розчищення кромок вважається нормальним?
А) 50о;
Б) 60о;
В) 70о;
Г) 90о.
- Який спосіб термічної обробки не використовують при зменшенні внутрішніх напруг під час зварювання?
А) гартування;
Б) нормалізація;
В) відпал;
Г) відпуск.
- Суть якого способу зварювання швів за перерізом полягає в тому, що другий шар накладають на неохолоджений перший після видалення шлаку?
А) подвійного шару;
Б) каскадного;
В) зварювання секціями;
Г) зварювання гіркою.
- Суть якого способу зварювання швів за перерізом полягає в тому, що шов розбивають на короткі ділянки довжиною 200 мм? Зварюють так, щоб після закінчення зварювання першого шару першої ділянки можна було, не зупиняючись, продовжувати виконання першого шару на сусідній ділянці.
А) подвійного шару;
Б) зварювання секціями;
В) зварювання гіркою;
Г) каскадного.
- Яка нормальна довжина зварювальної дуги?
А) до 0,5 de;
Б) (0,5÷1,1)de;
В) (0,8÷1,1)de;
Г) (1,1÷2,0)de.
- Який рух електрода виконують вздовж його осі?
А) прямолінійний;
Б) поступальний;
В) коливальний;
Г) поперечний.
- Які вимоги ставляться до зварювальної дуги?
А) легко і швидко запалюватися;
Б) стійко горіти;
В) забезпечувати необхідне розплавлення основного металу;
Г) всі перераховані;
- Яка мінімальна повинна бути товщина шару шва?
А) 1 мм;
Б) 1,5 мм;
В) 2мм;
Г) 2,5 мм.
Контрольна робота
Професійна компетентність: Виконувати ручне кисневе різання сталевого легковагового і важкого брухту, кисневе і плазмове прямолінійне і криволінійне різання в нижньому і вертикальному положеннях простих деталей з вуглецевих сталей за розміткою вручну
- Для утворення плазми при різанні вуглецевих сталей використовують?
А) стиснене повітря;
Б) чистий азот;
В) 50% азоту і 50 % водню;
Г) 65% азоту і 35% водню.
- Під яким кутом загострюють кінець вольфрамового електрода при осьовій подачі газу?
А) 10-20о;
Б) 20-30о;
В) 30-40о;
Г) 40-50о.
- Між чим збуджується плазмовий струмінь?
А) електродом і основним металом;
Б) електродом і стінкою наконечника;
В) двома електродами.
- Який електрод використовується при повітряно-дуговому різанні?
А) плавкий;
Б) вольфрамовий;
В) вугільний та графітовий.
- Який діаметр електрода обирають при повітряно-дуговому різанні сталі товщиною 10мм?
А) 6 мм;
Б) 8 мм;
В) 10 мм;
Г) 12 мм.
- Сталь якої товщини можна різати сталевими покритими електродами?
А) до 5 мм;
Б) до 10 мм;
В) до 15 мм;
Г) до 20 мм.
- Яку силу струму вибирають при різанні покритими електродами?
А) на 25-30 % вищою ніж при зварюванні;
Б) на 25-30 % нижчою ніж при зварюванні;
В) на 35-40 % вищою ніж при зварюванні;
Г) на 35-40 % нижчою ніж при зварюванні.
- Що характеризується шорсткістю поверхні різа, наявністю шлаку і задирок на нижній кромці, рівномірністю ширини різа по всій товщині металу, степенем оплавлення верхньої кромки?
А) якість різання;
Б) точність різання;
В) рівність різу.
- Де розташовують різак при різанні швелера?
А) з внутрішньої сторони;
Б) із зовнішньої сторони;
В) з внутрішньої та зовнішньої сторони.
- Які обирають мундштуки при різанні тонколистої сталі?
А) внутрішній №0, зовнішній №0;
Б) внутрішній №0, зовнішній №1;
В) внутрішній №1, зовнішній №0;
Г) внутрішній №1, зовнішній №1.
- Як встановлюють різак при різанні металу товщиною до 50 мм?
А) вертикально;
Б) під кутом 5о до торця листа;
В) під кутом 5о до металу.
- Яка повинна бути температура горіння металу у порівнянні з температурою його плавлення, щоб метал піддавався кисневому різанню?
А) температура горіння металу повинна бути більшою температури плавлення;
Б) температура горіння металу повинна бути меншою температури плавлення;
В) температура горіння металу і температура плавлення металу повинні бути однакові;
Г) температура плавлення не впливає на різання металу киснем.
- Які рухи виконують при різанні покритими електродами, щоб полегшити стікання металу?
А) коливальні;
Б) спіральні;
В) пилоподібні;
Г) не виконують рухів.
- Сталь якої товщини можна різати вугільними електродами?
А) до 5 мм;
Б) до 10 мм;
В) до 50 мм;
Г) до 100 мм.
- Який струм використовують при різанні неплавкими вугільними і графітовими електродами?
А) постійний;
Б) змінний;
В) постійний і змінний;
Г) не можна виконувати різання.
- Які метали та сплави піддаються повітряно-дуговому різанню?
А) сталі;
Б) чавуни;
В) кольорові метали;
Г) всі перераховані.
- Яка ширина канавки різа у порівнянні з діаметром електрода при повітряно-дуговому різанні?
А) в 2 рази більша за діаметр електрода;
Б) в 1-3 рази більша за діаметр електрода;
В) в 2-4 рази більша за діаметр електрода;
Г) однакові.
- Які метали і сплави не піддаються різанню окисненням?
А) леговані сталі;
Б) алюміній;
В) мідь;
Г) всі перераховані.
- Яка розрізуваність низьковуглецевих сталей при різанні окисненням?
А) добра;
Б) погана;
В) обмежена;
Г) не піддається різанню.
- Які дефекти можуть утворитися при кисневому різанні поблизу місця різа?
А) пори;
Б) тріщини;
В) шлакові включення;
Г) не утворюються дефекти.
- При якій товщині металу, різак спочатку встановлюють під кутом 5о до поверхні торця листа, а потім нахиляють на 20-30о у сторону, протилежну рухові різака?
А) до 10 мм;
Б) 10-30 мм;
В) 30-50 мм;
Г) понад 50 мм.
- Яку необхідно тримати відстань між мундштуком і поверхнею металу при різанні сталі товщиною 25-50 мм?
А) 2-3 мм;
Б) 3-4 мм;
В) 3-5 мм;
Г) 4-6 мм.
- Який порядок різання двотаврових балок?
А) полички, стійка;
Б) стійка, полички;
В) поличка, стійка, поличка;
Г) не має різниці в порядку різання.
- Скільки існує класів якості різання?
А) 2;
Б) 3;
В) 4;
Г) 5.
Контрольна робота
Професійна компетентність: Перевіряти якість зварного шва, заварювати видалені дефектні ділянки і проводити їх зачистку від шлаку і бризок металу
- Як поділяються дефекти за формою і гостротою?
А) внутрішні, зовнішні, наскрізні;
Б) компактні, протяжні;
В) дрібні, середні, великі;
Г) одиночні, групові.
- Як називаються дефекти зварного з'єднання, які утворюються натіканням металу шва на основний метал, але не сплавляється з ним?
А) підрізи;
Б) напливи;
В) пропали;
Г) кратери.
- Який дефект може утворитися через велику силу зварювального струму, або збільшення зазору між кромками?
А) пропали;
Б) підрізи;
В) свищі;
Г) напливи.
- Які з перерахованих дефектів відносяться до внутрішніх?
А) пори, тріщини, не провари;
Б) підрізи, пори, кратери;
В) підрізи, свищі, кратери;
Г) підрізи, свищі, не провари.
- Який зварний дефект утворюється при великій швидкості зварювання, при сильних забрудненнях кромок і при багатошаровому зварюванні через погане очищення шва?
А) пори;
Б) тріщини;
В) шлакові включення;
Г) не провари.
- При якому гідравлічному способі випробування, зварний шов з одного боку поливають струменем води (тиск 0,1-1МПа), а з іншого оглядають на виявлення протікання?
А) випробування гідравлічним тиском;
Б) випробування поливанням водою;
В) випробування наливанням води.
- Який з ультразвукових способів контролю здійснюється шляхом введення у виріб імпульсу ультразвуку і прийому відображеного від дефекту ехо-сигналу?
А) ехо-імпульсний;
Б) дзеркально-тіньовий;
В) тіньовий.
- При яких руйнівних методах контролю зусилля виникає миттєво і діє майже миттєво?
А) статичному випробуванні;
Б) динамічному випробуванні;
В) випробуванні на втомлюваність.
- Яку суміш використовують як контрольований газ при хімічному методі випробування зварних швів?
А) аміак (3%) з азотом (97%);
Б) аміак (7%) з азотом (93%);
В) аміак (5%) з азотом (95%);
Г) аміак (8%) з азотом (92%).
- При вільному падінні з якої висоти на гладку поверхню не повинно руйнуватися покриття електрода діаметром до 4 мм?
А) 0,5 м;
Б) 1 м;
В) 1,5м;
Г) 2м.
- Які флюси призначені для зварювання легованих сталей?
А) оксидні;
Б) солеві;
В) солеоксидні;
- Який припуск на кожний поперечний стик необхідно виконати при розмічанні металу відповідно до креслення?
А) 0,5 мм;
Б) 1 мм;
В) 1,5 мм;
Г) 2 мм;
- Як поділяються дефекти за розташуванням?
А) внутрішні, зовнішні, наскрізні;
Б) компактні, протяжні;
В) дрібні, середні, великі;
Г) одиночні, групові.
- Як поділяються дефекти зварних швів за масовістю?
А) внутрішні, зовнішні, наскрізні;
Б) компактні, протяжні;
В) дрібні, середні, великі;
Г) одиночні, групові.
- Які причини можуть викликати тріщини при зварюванні?
А) порушення режимів зварювання та охолодження;
Б) непридатність присадки за хімічним складом;
В) жорстке кріплення деталей;
Г) всі перераховані.
- Яка причина утворення не провару при газовому зварюванні?
А) надто малий зазор;
Б) жорстке кріплення деталей;
В) завищена потужність полум'я;
Г) всі перераховані.
- При якій вологості флюсу його необхідно просушити?
А) понад 0,01 %;
Б) понад 0,1 %;
В) понад 1 %;
Г) понад 10 %.
- Які вимоги ставляться до зварювального флюсу?
А) повинні бути більш легкоплавкими, ніж основний і присаджувальний метали;
Б) не повинні спричиняти корозію швів;
В) шлаки повинні добре відокремлюватися від шва після зварювання;
Г) всі перераховані.
- Які вимоги ставляться до зварювального дроту?
А) поверхня дроту і прутка повинна бути рівною і чистою;
Б) присаджувальний метал повинен плавитися спокійно, без розбризкування;
В) вміст шкідливих домішок у присаджувальному металі повинен бути мінімальним;
Г) всі перераховані.
- На яку ширину з кожної сторони необхідно зачистити кромки та прилеглу зону перед зварюванням?
А) 10-20 мм;
Б) 20-30 мм;
В) 30-40 мм;
Г) 40-50 мм.
- Який припуск необхідно виконати на 1 м поздовжнього шва при розмічанні металу відповідно до креслення?
А) 0,1-0,2 мм;
Б) 0,2-0,3 мм;
В) 0,3-0,4 мм;
Г) 0,4-0,5 мм.
- Випробування виконують при перевірці швів на міцність і щільність. Вибір витримують під тиском у 1,5-2 рази вищим за робочий протягом 5-6 хв. Проникність визначається просочуванням води у вигляді крапель.
А) випробування гасом;
Б) гідравлічні випробування;
В) пневматичні випробування;
Г) вакуумний контроль.
- При якому ультразвуковому методі шукачі розташовують на протилежних поверхнях виробу? Ультразвук проходить від випромінювача до приймача через контрольований переріз, а ознакою дефекту є зменшення амплітуди сигналу.
А) ехо-імпульсний;
Б) дзеркально-тіньовий;
В) тіньовий;
Г) у всіх перерахованих.
- Який контроль зварних швів проводять за допомогою шаблону, лупи з 5- і 10- кратним збільшенням або неозброєним оком?
А) гідравлічний;
Б) пневматичний;
В) ультразвуковий;
Г) візуальний.
Контрольна робота
Професійна компетентність: Виконувати ручне дугове, плазмове, газове, автоматичне і напівавтоматичне зварювання і наплавлення простих і середньої складності деталей, вузлів, конструкцій і трубопроводів 3 конструкційних сталей кольорових металів в нижньому та вертикальному положеннях шва
- Який обирають діаметр електрода для ручного дугового зварювання сталі товщиною 4 мм у вертикальному положенні шва?
А) 2мм;
Б) 3 мм;
В) 3-4 мм;
Г) 5 мм.
- Як змінюють силу струму при ручному дуговому зварюванні вертикальних швів у порівнянні з нижніми?
А) зменшують на 10-15%;
Б) збільшують на 10-15%;
В) зменшують на 15-20%;
Г) збільшують на 15-20%.
- Який провар при зварюванні змінним струмом у порівнянні з постійним?
А) більший на 15-20%;
Б) менший на 15-20%;
В) однаковий.
- Який обирають діаметр зварювального дроту при напівавтоматичному зварюванні сталевих листів товщиною 2мм у вуглекислому газі?
А) 0,5-0,8мм;
Б) 0,8-1,0мм;
В) 1,6-2,0мм;
Г) 2,5мм.
- Які витрати вуглекислого газу встановлюють при напівавтоматичному зварюванні сталевих листів товщиною 3мм?
А) 6-7 л/хв;
Б) 10-12 л/хв;
В) 14-16 л/хв;
Г) 16-18 л/хв.
- Яку силу струму обирають при напівавтоматичному зварюванні сталевих листів товщиною 0,8мм у вуглекислому газі?
А) 50-60А;
Б) 70-100А;
В) 180-200А;
Г) 210-280А.
- Що необхідно виконати при напівавтоматичному зварюванні у вітер та на протязі?
А) підвищити витрати захисного газу на 20-30%, зменшити діаметр отвору сопла, наблизити пальник до поверхні деталі;
Б) знизити витрати захисного газу на 20-30%, збільшити діаметр отвору сопла, наблизити пальник до поверхні деталі;
В) підвищити витрати захисного газу на 20-30%, збільшити діаметр отвору сопла, наблизити пальник до поверхні деталі;
Г) підвищити витрати захисного газу на 20-30%, збільшити діаметр отвору сопла, віддалити пальник до поверхні деталі.
- Після закінчення процесу напівавтоматичного зварювання необхідно перестати пересувати дугу, вимкнути подачу дроту і зварювальний струм та затримати мундштук над кратером на ……., щоб захистити метал зварювальної ванни від окиснення.
А) на 1-2 секунди;
Б) на 2-5 секунд;
В) 5-10 секунд;
Г) 10-20 секунд.
- Як виконують напівавтоматичне зварювання тонколистого металу у вертикальному положенні?
А) зверху вниз;
Б) знизу вверх;
В) зверху вниз і знизу вверх;
Г) не зварюють.
- Як встановлюють електрод на початку процесу напівавтоматичного зварювання вертикальних швів, щоб забезпечити провар початку шва?
А) нахиляють на кут 10-15о нижче горизонталі;
Б) нахиляють на кут 10-15о вище горизонталі;
В) перпендикулярно до кромок;
Г) всі варіанти правильні.
- Яким способом краще виконувати напівавтоматичне зварювання сталевих листів товщиною 2мм?
А) правим;
Б) лівим;
В) кутом уперед;
Г) кутом назад.
- Який захисний газ обирають при зварюванні алюмінію неплавким вольфрамовим електродом?
А) вуглекислий;
Б) аргон;
В) кисень;
Г) ацетилен.
- Який струм обирають при аргонодуговому зварюванні алюмінію?
А) змінний;
Б) постійний;
В) змінний і постійний;
Г) прямий.
- Який діаметр присаджувального дроту обирають при аргонодуговому зварюванні алюмінію товщиною 3мм?
А) 1,0-2,0 мм;
Б) 2,0-3,0 мм;
В) 3,0-4,0 мм;
Г) без присадки.
- Яку силу струму обирають при аргонодуговому зварюванні алюмінію товщиною 2мм без присаджувального дроту?
А) 40-45А;
Б) 55-75А;
В)70-75А;
Г) 80-85А.
- Які витрати аргону встановлюються при аргонодуговому зварюванні алюмінію товщиною 3мм?
А) 4-5л/хв;
Б) 5-6 л/хв;
В) 7-8 л/хв;
Г) 8-10 л/хв.
- Які коливальні рухи виконують при аргонодуговому зварюванні алюмінію?
А) напівмісяцем;
Б) трикутником;
В) петлеподібним;
Г) без коливальних рухів.
- За який час до запалювання дуги проводиться подача аргону в зону зварювання?
А) 1-3с;
Б) 3-5с;
В) 5-7с;
Г) 7-10с.
- Що означає зварювання на міднофлюсовій підкладці?
А) коли на шов насипають шар флюсу;
Б) коли використовують флюсовий самозахисний дріт;
В) вглиб формуючої канавки в мідній підкладці засипають флюс;
Г) підтискання флюсу за допомогою мідної підкладки під коренем шва.
- Який максимально зазор виконують при складанні деталей для напівавтоматичного зварювання під шаром флюсу “у човник”?
А) 1мм;
Б) 1,5мм;
В) 2мм;
Г) складають без зазору.
- Як виконують газове зварювання вертикальних швів малої товщини?
А) зверху вниз лівим способом або правим знизу вверх;
Б) знизу вверх правим і лівим способом;
В) зверху вниз правим і лівим способом;
Г) зверху вниз правим способом або лівим знизу вверх
- Яка потужність ацетиленового полум´я обирається при зварюванні нижніх швів правим способом для низьковуглецевої сталі?
А) 50-70 л/год на 1 мм товщини металу;
Б) 70-100 л/год на 1 мм товщини металу;
В) 100-120 л/год на 1 мм товщини металу;
Г) 120-150 л/год на 1 мм товщини металу.
- Яка потужність ацетиленового полум´я обирається при зварюванні алюмінію?
А) 50 л/год на 1 мм товщини металу;
Б) 75 л/год на 1 мм товщини металу;
В) 100 л/год на 1 мм товщини металу;
Г) 120 л/год на 1 мм товщини металу.
- Який скіс кромок виконують при підготовці алюмінію товщиною 5-12мм до газового зварювання?
А) без скосу кромок;
Б) V-подібний скіс кромок;
В) Х-подібний скіс кромок;
Г) Х-подібний скіс кромок з притупленням 2мм.
Контрольна робота
Професійна компетентність: Виконувати кисневе і плазмове прямолінійне і криволінійне різання вуглецевих та легованих сталей у всіх просторових положенняхкрім стельового; ручне кисневе різання газорізальними апаратами по розмірах простих і середньої складності деталей з вуглецевих та легованих сталей, кольорових металів і їх сплавів.
- Що характеризується шорсткістю поверхні різа, наявністю шлаку і задирок на нижній кромці, рівномірністю ширини різа по всій товщині металу, степенем оплавлення верхньої кромки?
А) точність різання;
Б) якість різання;
В) точність зварювання;
Г) якість зварювання.
- Від чого залежить глибина різу металу?
А) виду горючого газу;
Б) тиску кисню;
В) швидкості переміщення різака;
Г) всіх перерахованих параметрів.
- Що з перерахованого не відноситься до способів зменшення деформацій при кисневому різанні?
А) жорстко закріпити вирізувані деталі в пристосування;
Б) різати на гранично оптимальній швидкості;
В) починати різати з найкоротшої кромки, а закінчувати на найдовшій;
Г) отвори в деталях вирізати раніше основного контура.
- Яка дія флюсу полягає в тому, що його частинки мають велику швидкість і ударним тертям стирають з поверхні різа тугоплавкі оксиди?
А) теплова;
Б) термічна;
В) абразивна;
Г) абстрактна.
- Яка ширина різа при киснево-флюсовому різанні сталі товщиною 5-25мм?
А) 5-7мм;
Б) 7-9мм;
В) 9-11мм;
Г) 11-13мм.
- Яка відстань від мундштука до поверхні металу при киснево-флюсовому різанні у порівнянні зі звичайним кисневим різанням?
А) більша;
Б) менша;
В) однакова;
Г) мундштук доторкається до поверхні металу.
- Який порядок різання двотавра?
А) поличка, стійка, поличка;
Б) полички, стійка;
В) стійка, полички;
Г) немає різниці.
- Як змінюється відстань між торцем мундштука і поверхнею металу при кисневому різанні прутків?
А) збільшується;
Б) зменшується;
В) підтримують однакову;
Г) спочатку збільшують, а потім зменшують.
- Які витрати ацетилену встановлюють при кисневому різанні металу товщиною 300мм?
А) 4 м3/год;
Б) 5 м3/год;
В) 6 м3/год;
Г) 7 м3/год.
- Яке полум´я використовують при кисневому різанні сталі великої товщини?
А) нормальне;
Б) навуглецьоване;
В) окиснювальне.
- Яка загальна максимальна товщина при пакетному різанні?
А) 20 мм;
Б) 50 мм;
В) 100мм;
Г) 200мм.
- Яку відстань необхідно встановити між мундштуком і поверхнею металу при кисневому різанні металу товщиною 10-25мм?
А) 2-3мм;
Б) 3-4мм;
В) 3-5 мм;
Г) 4-6мм.
- Розрізуваність яких сталей добра?
А) низьковуглецева;
Б) середньовуглецева;
В) високовуглецева;
Г) високолегована.
- Який метал чи сплав не піддається кисневому різанню?
А) сталь;
Б) чавун;
В) алюміній;
Г) мідь.
- Які гази використовують в якості плазмоутворюючих?
А) аргон;
Б) азот;
В) стиснене повітря;
Г) всі перераховані.
- На який кут загострюють вольфрамовий електрод при осьовій подачі газу?
А) 10-20о;
Б) 20-30о;
В) 30-40о;
Г) 40-50о.
- Для металів якої товщини використовують киснево-дугове різання?
А) 20мм;
Б) 50мм;
В) 100мм;
Г) 200мм.
- Яку силу струму обирають при киснево-дуговому різанні неплавким електродом діаметром 8мм?
А) 270-290А;
Б) 370-390А;
В) 470-480А;
Г) 560-580А.
- Який електрод обирають при повітряно-дуговому різанні металу товщиною 10мм?
А) 6мм;
Б) 8мм;
В) 10мм;
Г) 12мм.
- Який кут нахилу електрода до поверхні металу при повітряно-дуговому роздільному різанні?
А) 30-45о;
Б) 45-60о;
В) 60-75о;
Г) 75-90о.
- Які метали та сплави піддаються різанню неплавкими електродами?
А) чавун;
Б) високолеговані сталі;
В) кольорові метали;
Г) всі перераховані.
- Які рухи виконують електродом під час різання покритими електродами?
А) зигзагоподібні;
Б) трикутником;
В) пилоподібні;
Г) спіральні.
- Сталь якої товщини можна різати покритими електродами?
А) до 5мм;
Б) до 10 мм;
В) до 15 мм;
Г) до 20 мм.
- Який кут нахилу покритого електрода до металу при дуговому різанні?
А) 10-30о;
Б) 30-60о;
В) 60-70о;
Г) 90о.
Контрольна робота
Професійна компетентність: Виконувати ручне повітряно-дугове стругання простих та середньої складності деталей з різних сталей, чавунів, кольорових металів і їх сплавів в різних положеннях крім стельового.
- Яким методом перевіряють якість повітряно-дугового стругання?
А) рентгенівським;
Б) зовнішнім оглядом;
В) ехо-імпульсним;
Г) хімічним.
- Від чого залежить кут нахилу електрода при струганні?
А) виду електрода;
Б) товщини металу;
В) необхідної товщини стругаючого шару.
- Який тиск повітря необхідний для повітряно-дугового стругання?
А) 0,2-0,4 МПа;
Б) 0,4-0,6 МПа;
В) 0,6-0,8 МПа;
Г) 0,8-1 МПа.
- Який електродотримач використовується для повітряно-дугового стругання?
А) РВДм-215;
Б) РВДм-315;
В) РВДм-415.
- Яка мінімальна сила струму джерел живлення дуги необхідна для повітряно-дугового стругання?
А) 300 А;
Б) 400 А;
В) 500 А;
Г) 600 А.
- Які електроди використовуються при повітряно-дуговому струганні?
А) сталеві;
Б) вугільні;
В) вольфрамові.
- Швидкість стругання якої сталі більший при однакових режимах?
А) низьковуглецевої;
Б) нержавіючої.
- Що стається з вугільним електродом під час повітряно-дугового стругання?
А) плавиться;
Б) кришиться;
В) вигорає.
- Яким повинний бути кут розробки кромок для заварювання дефекту після стругання?
А) не менше 30о;
Б) не менше 45о;
В) не менше 60о;
Г) не менше 90о.
- Від чого електрод може тріснути при струганні?
А) великої сили струму;
Б) великої напруги;
В) великої сили тиску на електрод;
- Яка сила струму обирається для стругання канавки глибиною 5 мм?
А) 150-200 А;
Б) 200-250 А;
В) 250-300 А;
Г) 300-350 А.
- Яка група електродопуску необхідна для виконання повітряно-дугового стругання?
А) 1;
Б) 2;
В) 3;
Г) 4.
Контрольна робота
Професійна компетентність: Виконувати ручне дугове, плазмове, газове, автоматичне і напівавтоматичне зварювання і наплавлення середньої складності деталей, вузлів і конструкцій з конструкційних сталей, кольорових металів і сплавів, у всіх положеннях шва, крім стельового, автоматичне і механізоване зварювання деталей, вузлів, апаратів, конструкцій, трубопроводів з різних сталей, чавуну, кольорових металів і сплавів
- До якої температури необхідно виконати попередній підігрів обмежено зварюваних сталей при газовому зварюванні?
А) до 100°C;
Б) до 100-150°C;
В) до 150-400°C;
Г) 400-600°C.
- До якої температури необхідно виконати попередній підігрів для газового зварювання чавунів чавунними прутками?
А) 100-150°C;
Б) 200-250°C;
В) 300-350°C;
Г) 400-450°C.
- До якої температури підігрівають задовільно зварювані сталі, товщина яких перевищує 20мм?
А) 100-150°C;
Б) 150-350°C;
В) 200-450°C;
Г) 200-500°C.
- Яку силу струму обирають при ручному дуговому зварюванні свинцю товщиною 5-10мм?
А) 25-40А;
Б) 40-65А;
В) 65-95А;
Г) 95-100А.
- У якому пристрої зварювального пальника кисень перемішується з ацетиленом?
А) мундштук;
Б) ніпель;
В) змішувальна камера;
Г) трубка.
- Від якого параметру залежить швидкість подачі дроту у зварювальному напівавтоматі?
А) сили зварювального струму;
Б) напруги дуги;
В) швидкості зварювання;
Г) діаметра дроту.
- Які витрати вуглекислого газу встановлюються при напівавтоматичному зварюванні дротом діаметром 0,8 мм?
А) 5-8 л/хв;
Б) 8-16 л/хв;
В) 15-20 л/хв;
Г) 20-30 л/хв.
- Яку силу струму обирають при напівавтоматичному зварюванні металу товщиною 2мм?
А) 50-60А;
Б) 70-100А;
В) 120-130А
Г) 150-200А.
- Яку мінімальну товщину міді можна зварювати покритими електродами?
А) 1мм;
Б) 2мм;
В) 3мм;
Г) 4мм.
- Яку силу зварювального струму обирають при ручному дуговому зварюванні міді товщиною 5мм?
А) 100-120А;
Б) 120-160А;
В) 160-200А;
Г) 240-300А.
- На якому струмі виконують аргонодугове зварювання міді?
А) постійному струмі прямої полярності;
Б) постійному струмі зворотної полярності;
В) змінному струмі прямої полярності;
Г) змінному струмі зворотної полярності.
- Яку силу струму обирають при аргонодуговому зварюванні міді товщиною 3мм?
А) 120-130А;
Б) 140-150А;
В) 220-230А;
Г) 230-240А.
- До якої температури виконують попередній підігрів алюмінію товщиною 5-6 мм при ручному дуговому зварюванні покритими електродами?
А) без підігріву;
Б) до 100°С;
В) 160-200°С;
Г) 200-400°С.
- Яку силу струму обирають при ручному дуговому зварюванні алюмінію покритим електродом діаметром 5 мм?
А) 100-200А;
Б) 130-150А;
В) 160-180А;
Г) 200-250А.
- Аргон якого сорту застосовують при аргонодуговому зварюванні алюмінію?
А) першого;
Б) другого;
В) третього;
Г) першого та другого.
- За скільки часу до збудження дуги відбувається подача газу при аргонодуговому зварюванні алюмінію?
А) 1-3с;
Б) 3-5с;
В) 5-7с;
Г) 7-9с.
- Які витрати газу встановлюють при аргонодуговому зварюванні алюмінію товщиною 1,5мм?
А) 4-5 л/хв;
Б) 5-6 л/хв;
В) 7-8 л/хв;
Г) 8-10 л/хв.
- Яку силу струму обирають при аргонодуговому зварюванні алюмінію товщиною 4мм?
А) 45-50А;
Б) 70-75А;
В) 100-120А;
Г) 120-150А.
- Якою зоною газового полум’я виконують газове зварювання алюмінію?
А) ядром;
Б) відновною зоною;
В) факелом.
- Яку потужність газового полум’я обирають при зварюванні алюмінію?
А) 50л/год ацетилену на 1 мм товщини;
Б) 75 л/год ацетилену на 1 мм товщини;
В) 100 л/год ацетилену на 1 мм товщини;
Г) 120 л/год ацетилену на 1 мм товщини.
- Яку потужність полум’я обирають при газовому зварюванні міді товщиною 3-4мм?
А) 120-150л/год ацетилену на 1 мм товщини;
Б) 150-175л/год ацетилену на 1 мм товщини;
В) 175-200л/год ацетилену на 1 мм товщини;
Г) 200-225л/год ацетилену на 1 мм товщини.
- Який діаметр присадки обирають при газовому зварюванні міді?
А) 0,25-0,5 товщини металу;
Б) 0,5-0,75 товщини металу;
В) 0,75-1 товщини металу;
Г) зварюють без присадки.
- При якій товщині титану зварювання вольфрамовим електродом виконують без присадки і без зазору?
А) 0,5-1,5 мм;
Б) 1,5-4,0 мм;
В) 4-8 мм;
Г) 8-12мм.
- Яку силу струму обирають для аргонодугового зварювання титану товщиною 1мм?
А) 30-50А;
Б) 50-60А;
В) 60-80А;
Г) 90-100А.
Контрольна робота
Професійна компетентність: Виконувати ручне кисневе, у тому числі з використанням рідкого пального, плазмове і газове прямолінійне і фігурне різання деталей з різних сталей, кольорових металів і сплавів за розмітками у всіх просторових положеннях різа, різання на переносних, стаціонарних і плазморізальних машинах. Різання кисневого флюсу деталей з легованих сталей і чавуну
- При якій температурі горить чисте залізо?
А) 980-1125°С;
Б) 1050-1360°С;
В) 1300-1625°С;
Г) 1620-1828°С.
- Який з перерахованих металів і сплавів не піддається кисневому різанню?
А) мідь;
Б) алюміній;
В) сталь;
Г) чавун.
- Яке полум´я обирають при кисневому різанні металу товщиною понад 400мм?
А) нормальне;
Б) навуглецювальне;
В) окиснювальне.
- Яка ознака великої швидкості кисневого різання?
А) оплавлюється верхня кромка металу і розплавлені шлаки витікають з розрізу у вигляді іскр у напрямку різання;
Б) іскри вилітають в сторону, протилежну напрямку різання;
В) іскри витікають спокійно і направлені майже паралельно напрямку різання.
- На якій мінімальній відстані від кисневого балону встановлюють ацетиленовий генератор?
А) 5м;
Б) 10м;
В) 15м;
Г) 20м.
- Який номер внутрішнього мундштука обирають при різанні листового прокату товщиною 8-10мм?
А) 1;
Б) 2;
В) 3;
Г) 4.
- Яка максимальна товщина листа при пакетному різанні?
А) 1-2мм;
Б) 3-5мм;
В) 4-6мм;
Г) 7-10мм.
- Під яким кутом до дотичної розміщують різак при кисневому різанні труб?
А) 10-15°С;
Б) 15-25°С;
В) 20-35°С;
Г) 25-30°С.
- Що з перерахованого не впливає на зменшення деформацій під час кисневого різання?
А) жорстко закріпити вирізувані деталі в пристосування;
Б) різати на гранично оптимальній швидкості;
В) вирізання основних контурів раніше отворів;
Г) спочатку різати не по прямій, а по зигзагоподібній лінії.
- Скільки існує класів якості поверхні різа?
А) 1;
Б) 2;
В) 3;
Г) 4.
- Під яким кутом до поверхні металу виконують поверхневе кисневе різання?
А) 10-15°С;
Б) 15-40°С;
В) 40-60°С;
Г) 60-90°С.
- При якому способі поверхневого різання, різак знімає з поверхні шар металу певної ширини і довжини за один або декілька проходів?
А) правому;
Б) лівому;
В) струганні;
Г) обточуванні.
- Для яких сталей при киснемо-флюсовому різанні бажане інтенсивне охолодження водою або наступна термообробка – нагрівання до 1050-1150°С і швидке охолодження?
А) хромонікелевих аустенітно-феритних;
Б) високо хромистих з 16-30% хрому і до 0,3% вуглецю;
В) високо хромистих з 12-18% хрому і до 0,15% вуглецю;
Г) хромистих з 5-15% хрому і 0,2-0,5% вуглецю.
- Які витрати флюсу при різанні високолегованих сталей товщиною 30мм?
А) 0,25 кг на 1 м різа;
Б) 0,35 кг на 1 м різа;
В) 0,45 кг на 1 м різа;
Г) 0,5 кг на 1 м різа.
- Яку силу струму обирають при плазмовому різанні сталі товщиною 6мм?
А) 270-290А;
Б) 120-150А;
В) 150-220А;
Г) 300-500А.
- Яка швидкість плазмового різання міді товщиною 10мм?
А) 180-210 м/год;
Б) 100-180 м/год;
В) 130-150м/год;
Г) 110-130 м/год.
- Яка максимальна тривалість роботи катода при плазмовому різанні?
А) 2-4 год;
Б) 4-6 год;
В) 6-8 год;
Г) 8-10 год.
- Отвори якої глибини можна пропалювати за допомогою різання кисневим списом?
А) до 1000мм;
Б) до 2000мм;
В) до 3000мм;
Г) до 4000мм.
Контрольна робота
Професійна компетентність: Виконувати ручне електродугове повітряне стругання складних і відповідальних деталей з різних сталей, чавуну, кольорових металів і сплавів в різних положеннях
- Які електроди використовуються при повітряно-дуговому струганні?
А) сталеві;
Б) вугільні;
В) вольфрамові.
- Яка мінімальна сила струму джерел живлення дуги необхідна для повітряно-дугового стругання?
А) 300 А;
Б) 400 А;
В) 500 А;
Г) 600 А.
- Який електродотримач використовується для повітряно-дугового стругання?
А) РВДм-215;
Б) РВДм-315;
В) РВДм-415.
- Який тиск повітря необхідний для повітряно-дугового стругання?
А) 0,2-0,4 МПа;
Б) 0,4-0,6 МПа;
В) 0,6-0,8 МПа;
Г) 0,8-1 МПа.
- Від чого залежить кут нахилу електрода при струганні?
А) виду електрода;
Б) товщини металу;
В) необхідної товщини стругаючого шару.
- Яким методом перевіряють якість повітряно-дугового стругання?
А) рентгенівським;
Б) зовнішнім оглядом;
В) ехо-імпульсним;
Г) хімічним.
- Яка група електродопуску необхідна для виконання повітряно-дугового стругання?
А) 1;
Б) 2;
В) 3;
Г) 4.
- Від чого електрод може тріснути при струганні?
А) великої сили струму;
Б) великої напруги;
В) великої сили тиску на електрод;
- Яка сила струму обирається для стругання канавки глибиною 5 мм?
А) 150-200 А;
Б) 200-250 А;
В) 250-300 А;
Г) 300-350 А.
- Яким повинний бути кут розробки кромок для заварювання дефекту після стругання?
А) не менше 30о;
Б) не менше 45о;
В) не менше 60о;
Г) не менше 90о.
- Що стається з вугільним електродом під час повітряно-дугового стругання?
А) плавиться;
Б) кришиться;
В) вигорає.
- Швидкість стругання якої сталі більший при однакових режимах?
А) низьковуглецевої;
Б) нержавіючої.


про публікацію авторської розробки
Додати розробку