Інформаційна картка для інструмента "Розвертка"
Використовуються для генерування, відображення, структурування та класифікації ідей, і в якості допоміжного засобу під час навчання, організації, розв'язання проблем, прийняття рішень, та написання документів.
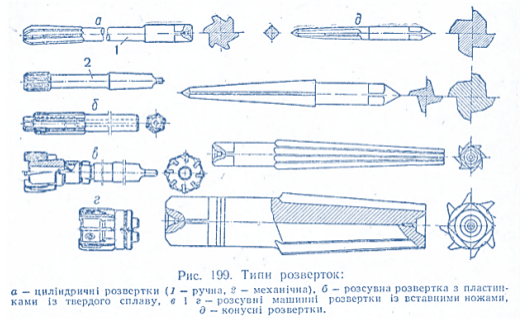
 Розгортки, їх різновиди та конструкція.
Розгортки, їх різновиди та конструкція.
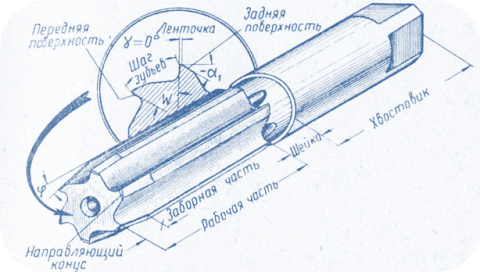
 Елементи розгортки
Елементи розгортки

Задній кут залежності від діаметра розвертки α = 6…15°
Кут при вершині 2 φ. для ручних розверток він дорівнює 0,5-1,5°, а для машинних - 3-5°).
Кутом загострення β і переднім кутом γ (для чорнових розверток він дорівнює 0-10°, для чистових - 0°).
 Кути зубів розгорток:
Кути зубів розгорток:
а - вид зуба в робочій частині розгортки,
б - вид зуба в циліндричної (калібруючої) частини розгортки,
в- схема нерівномірного розподілу зубів ручної розгортки,
α-задній кут, β - кут загострення, залізничний кут різання
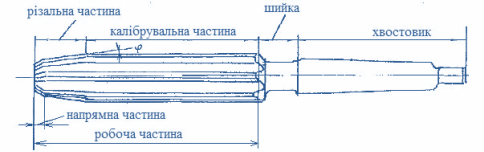
 Різновиди розвертки
Різновиди розвертки
Розвертки: а - ручна,
а - чорнова ; б- напівчистова; в - чистова б - машинна, в – конічна
Розве́ртка — багатолезовий осьовий різальний інструмент для підвищення точності форми та розмірів отвору та зменшення шорсткості поверхні[1] після попередньої обробки свердлом, зенкером або розточувальним різцем. забезпечує точність за 7-9-м квалітетами і шорсткість поверхні Rа = 1,25-0,63.
Розвертки класифікуються:
-
За типом отвору обробки:
- циліндричні;
- конічні
- ступінчасті.
-
За точністю:
- з вказанням квалітету для циліндричних;
- з вказанням якості поверхні, що отримується (чорнові, проміжні, чистові) для конічних;
- регульовані (розсувні, розтискні, шквореневі).
-
За способом затиску інструмента:
- ручні з квадратним хвостовиком;
- машинні з циліндричним хвостовиком;
- машинні з конічним інструментальним хвостовиком;
- машинні насадні (для встановлення на оправку, зазвичай для інструменту великих розмірів).
Робоча частина, на якій розміщені по колу зуби, у свою чергу поділяється на різальну, або забірну, частину, калібрувальну (циліндричну) та зворотний конус.
Різальна (забірна) частина на кінці має напрямний конус (скіс під кутом 45°), призначений для зняття припуску на розгортання й оберігання вершини різальних кромок від забоїн при розгортанні.
Калібрувальна частина служить для калібрування отворів і спрямування розвертки під час роботи. Кожен зуб калібрувальної частини розвертки закінчується канавкою, завдяки чому утворюються різальні кромки; крім того, канавки служать для відведення стружки.
Зворотний конус знаходиться на калібрувальній частині ближче до хвостовика. Він служить для зменшення тертя розвертки об поверхню отвору й для збереження якості оброблюваної поверхні при виході розвертки з отвору. У ручних розвертках зворотний конус становить 0,05-0,1 мм, а у машинних - 0,04-0,3 мм.
Шийка розвертки знаходиться за зворотним конусом і служить для виходу фрези при фрезеруванні (нарізуванні) на розвертках зубів, а також шліфувального круга при загостренні.
Хвостовик ручних розверток має квадрат для воротка. Хвостовик машинних розверток Ø 10-12 мм виконують циліндричним, більш великих - конічним .
Різальними елементами розвертки є зуби які характеризуються заднім кутом, що дорівнює 6-15° (більші значення беруть для розверток більших діаметрів), кутом загострення β і переднім кутом γ (для чорнових розверток він дорівнює 0-10°, для чистових - 0°). Різальні кромки забірної частини утворюють з віссю розвертки кут при вершині 2 φ (для ручних розверток він дорівнює 0,5-1,5°, а для машинних - 3-5°).
Розвертки виготовляють з рівномірним і нерівномірним розподілом зубів по колу. При ручному розгортанні застосовують розвертки з нерівномірним розподілом зубів по колу; наприклад, у розвертки, що має вісім зубів, кути між ними становлять 42, 44, 46 і 48°. Таке розміщення зубів забезпечує в отворі чистішу поверхню, а головне, обмежує можливість утворення так званої огранки, тобто коли отвори будуть не циліндричної, а багатогранної форми. Якщо б крок розвертки був рівномірним, то при кожному повороті воротком розвертки зуби зупинялися б в одному й тому самому місці, що неминуче призвело б до виготовлення хвилястої (гранованої) поверхні.
Машинні розвертки виготовляють з рівномірним розміщенням зубів по колу. Число зубів розверток кратне - 6, 8, 10 тощо. Чим більше зубів, тим вища якість обробки.
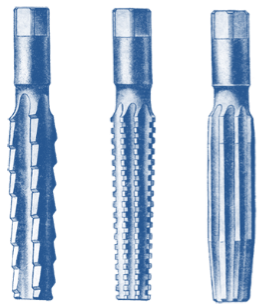
Ручні й машинні розвертки виготовляють з прямими (прямозубі) й гвинтовими (спіральні) канавками (зубами). За спрямуванням гвинтових канавок їх поділяють на праві і ліві. Як конічні, так і циліндричні розвертки виготовляють комплектами з двох або трьох штук (рис. 1.7.74). У комплекті з двох штук одна розвертка попередня, а друга - чистова. У комплекті з трьох штук перша розвертка - чорнова (обдирна), друга - напівчистова і третя - чистова, що надає отвору остаточних розмірів потрібної шорсткості.
Конічні розвертки працюють у складніших умовах, ніж циліндричні, тому в них на прямих зубах роблять поперечні прорізи для зняття стружки не всією довжиною зуба, що значно зменшує зусилля при різанні. До того ж оскільки чорнова розвертка знімає більший припуск, її роблять ступінчастою, у вигляді окремих зубів, які при роботі подрібнюють стружку. На проміжній розвертці, що знімає значно меншу стружку, прорізи роблять менші й іншого профілю. Чистова розвертка ніяких стружколамаючих канавок не має.
Ручні циліндричні розвертки застосовують для розгортання отворів Ø 3-60 мм. За ступенем точності їх поділяють за номерами - 1, 2 і 3.
Машинні розвертки з циліндричним хвостовиком виготовляють трьох типів - І, II і III. Розвертки І застосовують для обробки отворів за 6-8-м квалітетами і виготовляють Ø 3-50 мм. Їх закріплюють у самоцентрувальних патронах верстатів.
Машинні розвертки з конічним хвостовиком типу II виготовляють Ø 10-18 мм з коротшою робочою частиною. Ці розвертки закріплюють безпосередньо у шпинделі верстата.
Машинні насадні розвертки типу III виготовляють Ø 25-50 мм. Цими розвертками оброблюють отвори за 5-6-м квалітетами.
Машинні розвертки з квадратною головкою виготовляють Ø 10-32 мм. Вони служать для обробки отворів за 6-7-м квалітетами і закріплюються у патронах, що допускають похитування й самоцентрування розверток в отворах.
Насадні розвертки зі вставними ножами типу І мають те саме призначення, що й попередні; виготовляють їх Ø 25-100 мм
Машинні розвертки, оснащені пластинками з твердого сплаву Т15К6, служать для обробки отворів великих діаметрів з великою швидкістю й високою точністю.
Окрім розглянутих, широко застосовують й інші розвертки, що підвищують точність і якість обробки отворів.
Розсувні (регульовані) машинні розвертки застосовують при розгортанні отворів Ø 24-80 мм. Вони допускають збільшення діаметра на 0,25-0,5 мм.Регульовані розвертки набули найбільшого поширення. Вони складаються з корпуса, що служить досить довго, і вставних ножів простої форми. Виготовляють їх з порівняно недорогих конструкційних сталей. Ножі роблять з тонких пластинок, на них витрачається незначна кількість дорогоцінного металу. Їх можна переставляти або розсувати на більший діаметр, регулюючи або загострюючи до потрібного розміру. Коли ножі сточуються і не забезпечують надійного за кріплення, їх замінюють новими.

про публікацію авторської розробки
Додати розробку