Методична розробка відкритого бінарного заняття з дисциплін «Технологічні основи машинобудування» та «Ремонт машин»
Міністерство освіти і науки України
Харківський державний автомобільно-дорожній коледж
Лозівська філія
Методична розробка
відкритого бінарного заняття з дисциплін
«Технологічні основи машинобудування»
та «Ремонт машин»
РОЗГЛЯНУТО ТА ПОГОДЖЕНО РОЗРОБИЛИ:
на засіданні циклової комісії викладачі «Експлуатація та ремонт підйомно-транспортних, Гаража Г.І. будівельних і дорожніх машин і обладнання Шубний О.Ю.
протокол №___ від «__» ______ 20__ року голова циклової комісії _______ Є.Г. Шипов
Навчально-методична картка
Дисципліна: «Технологічні основи машинобудування» та
«Ремонт машин» Тема заняття: Нарізання різьби
Мета заняття:
навчальна – навчити визначати профіль різьби і позначати ії на кресленні, виконувати умовне позначення;
розвиваюча – розвивати систематичність і послідовність мислення; самостійність під час виконання завдань;
виховна – сприяти формуванню пізнавального інтересу, розвитку технічних умінь у процесі навчання; Вид заняття: Бінарне, лекція з елементами бесіди
Тип заняття: Формування компетентностей
Міждисциплінарний «Охорона праці», «Креслення», зв’язок: «ВСТВ»
Дидактичне відеоматеріал, набір метчиків та плашок, макет забезпечення: двигуна ЗИЛ-130, зразки мастильних матеріалів
Література: 1. Козлов А.Н. Технология машиностроения. - В 2-х томах / Под ред. А.Г.Косиловой и др.. - М.: Машиностроение , 1986.- 456 с.
2. Чумак М.Г. Матеріали та технологія машинобудування: підручник. – К.: Либідь,2000. – 368 с.
ЗМІСТ ЗАНЯТТЯ І Організаційний момент:
• привітання з групою;
• перевірка присутніх на занятті;
• оголошення теми та мети заняття.
ІІ Актуалізація опорних знань
(фронтальне опитування)
1.При якому виді виробництва доцільно використовувати протягування площин, поясніть чому?
2.Які операції виконують методом зовнішнього протягування.
3.Поясніть різницю між звичайними і прогресивними протяжками.
4.Поясніть технологію обробки широких площин методом протягування.
5.Поясніть технологію обробки лисок на валах методом протягування.
6.Поясніть технологію обробки плоских поверхонь на протяжних верстатах безперервної дії.
7.Охарактеризуйте методи протягування зубчастих коліс.
ІІІ Мотивація навчальної діяльності
Необхідність вивчення даної теми для майбутнього фахівця та застосування на практиці.
ІV Сприйняття й засвоєння нових знань:
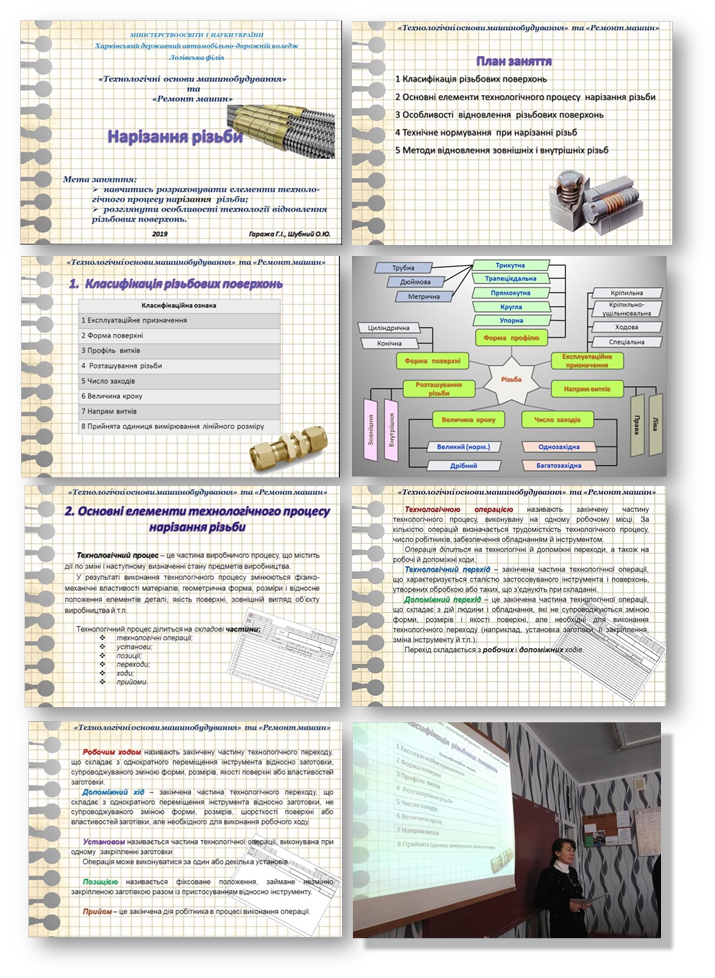
План
1. Види, призначення та класифікація різьб.
2. Нарізання різьби мітчиками та плашками.
3. Особливості відновлення різьбових поверхонь.
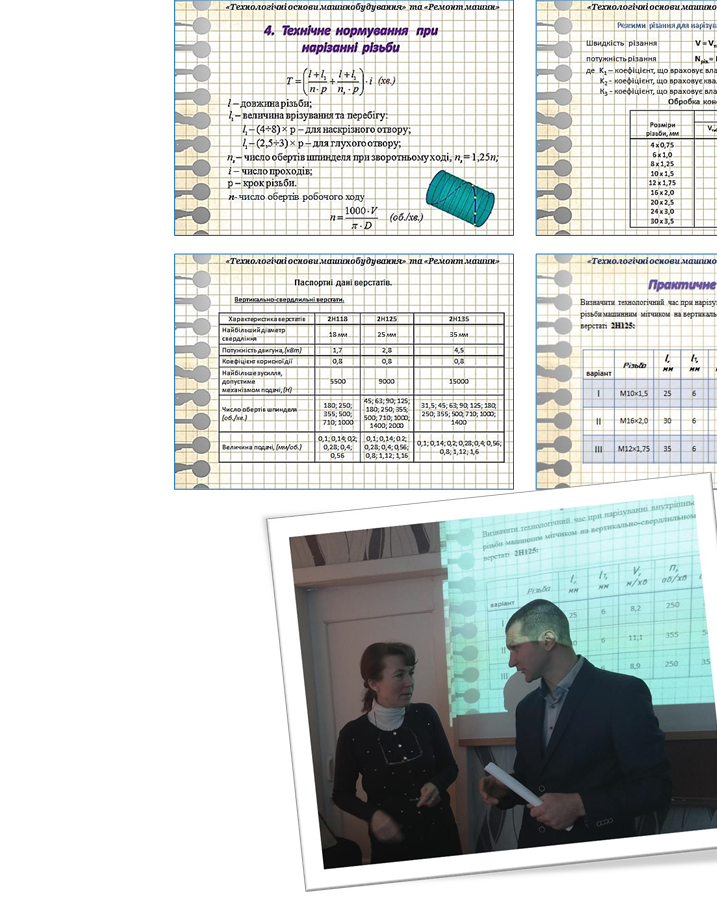
4. Технічне нормування при нарізанні різьби.
5. Методи відновлення внутрішніх та зовнішніх різьб.
 |
ХІД ЗАНЯТТЯ
ВИВЧЕННЯ НОВОГО МАТЕРІАЛУ
1. Види, призначення та класифікація різьб
Нарізанням різьби називають обробку металів різанням із зніманням стружки різьбовими інструментами, в результаті чого одержують різьбову пару: гвинт (болт) із зовнішньою різьбою та гайку з внутрішньою. Нарізання різьби здійснюється із зніманням стружки (нарізання) та без знімання стружки (накатування, витиснення).
Різьби бувають циліндричні та конічні, зовнішні та внутрішні; трикутні, прямокутні, трапецеїдальні, упорні (пилкоподібні) та напівкруглі; одно- та багатозахідні; праві та ліві; метричні та дюймові; кріпильні, дрібні, трубні та ходові.
За характером посадки їх поділяють на ковзні, з натягом і зазором.
Застосовують деталі з різноманітною різьбою: трикутною – для кріпильних з'єднань; прямокутною та трапецеїдальною – для з'єднань, як передають рух (ходові та грузові гвинти); упорною – для передавання зусиль в натискних пресах, напівкруглою – для одержання щільних поверхонь.
Підведемо підсумок:
1.Який вид обробки називають нарізанням різьби?
2.Наведіть класифікацію різьб та їх призначення?
2. Нарізання різьби мітчиками та плашками
Різьбу нарізають: вручну мітчиками та плашками, а також на верстатах різцями, гребінками та різьбонарізними головками, обкачувальними багатозубцевими різцями (довб'яками), фрезеруванням, різцевими головками, шліфуванням і накатуванням.
Нарізають різьбу на токарних, револьверних автоматах, свердлильних, розточувальних, різьбофрезерних, різьбонакатних верстатах, а чистову обробку виконують на різьбошліфувальних верстатах із застосуванням шліфувальних кругів.

Для нарізання різьби мітчиками заготовку закріплюють і в підготовлений отвір вставляють мітчик так, щоб його вісь збіглась з віссю отвору. Мітчик необхідно обертати на 1 – 1,5 оберта в робочий бік і на 0,5. –.0,25 – в зворотний. Для нарізання різьби необхідно застосовувати комплект з трьох мітчиків і мастильно-охолоджувальну рідину (МОР).
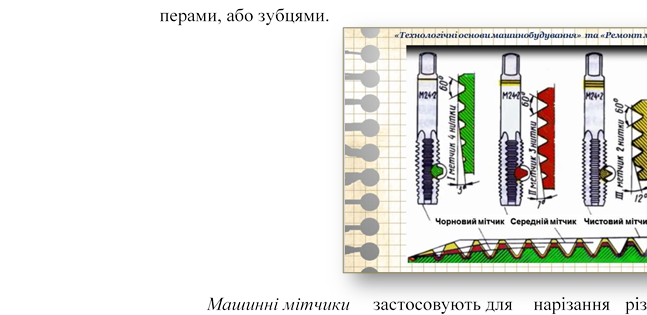
Існують різні типи мітчиків: слюсарні (ручні) з метричною та дрібною різьбою, машинні та калібрувальні.
Слюсарні мітчики випускають комплектами. До комплекту, який складається з трьох мітчиків, входять чорновий, напівчистовий і чистовий мітчики.
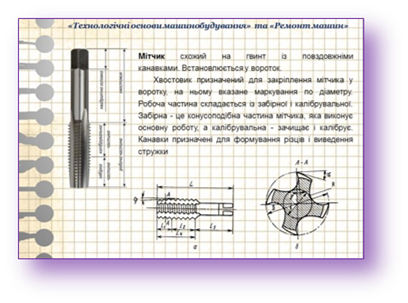 Мітчик – це
стальний загартований різальний інструмент у вигляді гвинта з поздовжніми
канавками. Мітчик має робочу частину і хвостовик, який закінчується квадратною
головкою. Робоча частина мітчика ділиться на забірну й калібруючу. Ріже метал
забірна частина, а калібруюча зачищає і калібрує вже намічений профіль різьби.
Для кращого введення мітчика в отвір і захоплення стружки забірну частину
заточено на конус. Канавки (від 3 до 14) потрібні для утворення різальних
кромок і виведення стружки. У звичайних слюсарних мітчиків канавки прямі, а в
мітчиків, призначених для нарізання особливо чистої та точної різьби, –
гвинтові з кутом нахилу до осі від 15° до 30°. Нахил канавок буває правим і
лівим. Мітчики першого типу рекомендується застосовувати для нарізання різьби в
наскрізних отворах, бо нахил канавок сприяє відведенню стружки вниз, а мітчики
другого типу краще застосовувати для нарізання глухих отворів, тому що нахил
канавок за ходом мітчика сприяє відведенню стружки вгору.
Мітчик – це
стальний загартований різальний інструмент у вигляді гвинта з поздовжніми
канавками. Мітчик має робочу частину і хвостовик, який закінчується квадратною
головкою. Робоча частина мітчика ділиться на забірну й калібруючу. Ріже метал
забірна частина, а калібруюча зачищає і калібрує вже намічений профіль різьби.
Для кращого введення мітчика в отвір і захоплення стружки забірну частину
заточено на конус. Канавки (від 3 до 14) потрібні для утворення різальних
кромок і виведення стружки. У звичайних слюсарних мітчиків канавки прямі, а в
мітчиків, призначених для нарізання особливо чистої та точної різьби, –
гвинтові з кутом нахилу до осі від 15° до 30°. Нахил канавок буває правим і
лівим. Мітчики першого типу рекомендується застосовувати для нарізання різьби в
наскрізних отворах, бо нахил канавок сприяє відведенню стружки вниз, а мітчики
другого типу краще застосовувати для нарізання глухих отворів, тому що нахил
канавок за ходом мітчика сприяє відведенню стружки вгору.
Частину мітчика, що лежить між канавками, називають різальними
Звичайно на одному стержні розміщено всі частинитрикомплектного слюсарного мітчика, тому нарізання на верстаті виконують одним мітчиком.
Роботу з нарізання і калібрування різьби виконують три мітчики. Основну частину її виконує чорновий мітчик, меншу — напівчистовий, а чистовий лише згладжує і калібрує різьбу. Внаслідок такого розподілу роботи забезпечується найбільша чистота і точність різьби.
Щоб полегшити вибір мітчика, на його хвостовик нанесено розмір і крок різьби, наприклад М8 х 1,25, марку або позначення сталі і від однієї до трьох рисок або номерів, що відповідають чорновому, напівчистовому і чистовому мітчикам.
Нарізати різьбу треба послідовно трьома мітчиками. Ні в якому разі не можна нарізувати різьбу відразу чистовим або напівчистовим мітчиком і чистовим або чорновим і чистовим, бо це призводить до псування мітчика і зниження якості різьби. Треба пам'ятати, що трьома мітчиками можна виготовити повний профіль лише після чистового мітчика, а внутрішній отвір для нарізання різьби повинен визначатися за формулою
D d a ,де a – глибина різьби.
Діаметри свердел для одержання необхідних отворів під різьбу наведено в табл. 1, але можна визначити діаметр свердла і за формулою
D d 0, 9 S ,де d – зовнішній діаметр різьби, мм; S – крок різьби, мм.
Таблиця 1 Діаметри свердел, мм, для підготовки отворів під нарізання метричної різьби мітчиками крупного кроку
|
Діаметр різьби |
Крок різьби |
Діаметр свердла |
Діаметр різьби |
Крок різьби |
Діаметр свердла |
|
5 |
0,8 |
4,1/4,2 |
16 |
2,0 |
13,7/13,8 |
|
6 |
1,0 |
4,9/5,0 |
18 |
2,5 |
15,1/15,3 |
|
7 |
1,0 |
5,9/6,0 |
20 |
2,5 |
17,1/17,3 |
|
8 |
1,25 |
6,6/6,7 |
22 |
2,5 |
19,1/19,3 |
|
9 |
1,25 |
7,6/7,7 |
24 |
3,0 |
20,6/20,7 |
|
10 |
1,5 |
8,3/8,4 |
27 |
3,0 |
23,5/26,1 |
|
12 |
1,75 |
10,0/10,1 |
30 |
3,5 |
26,0/26,1 |
|
14 |
2,0 |
11,7/11,8 |
|
|
|
Примітка. У чисельнику подано діаметри свердел для свердління отворів у деталях з чавуну, бронзи та пластмаси, в знаменнику – з сталі, латуні та алюмінію.
Для нарізання зовнішньої різьби на стержнях необхідно також правильно вибрати діаметр стержня, тому на практиці діаметри вибирають таких розмірів, які наведено в табл. 2.
Спочатку нарізають різьбу гайки, оскільки мітчик є інструментом із стабільними розмірами, а потім нарізають різьбу болта, користуючись готовою гайкою як калібром і підганяючи в можливих межах різьбу болта до різьби гайки.
Оброблювану деталь треба закріпити в лещатах, а мітчик - у воротку, встановивши його кінцем забірної частини в нарізаний отвір так, щоб вісь його збігалася з віссю отвору. Для роботи мітчик вставляють квадратною головкою у вороток, який є своєрідним важелем. Воротки бувають прості і розсувні. В потовщеній частині простого воротка звичайно роблять три квадратні отвори відповідно до трьох розмірів мітчиків.
Таблиця 2. Діаметри стержнів для нарізання різьби
|
Різьба метрична |
Різьба трубна |
Різьба дюймова |
|||
|
Діаметр різьби, мм |
Діаметр стержня, мм |
Діаметр різьби, дюйм |
Діаметр стержня, мм |
Діаметр різьби, дюйм |
Діаметр стержня, мм |
|
6 |
5,80/5,80 |
1/4 |
5,9/6,0 |
1/8 |
9,4/9,5 |
|
8 |
7,80/7,80 |
5/16 |
7,5/7,6 |
1/4 |
12,7/13 |
|
10 |
9,75/9,85 |
3/8 |
9,1/9,2 |
3/8 |
16,2/16,5 |
|
12 |
11,76/11,88 |
— |
— |
1/2 |
20,7/20,7 |
|
14 |
13,70/13,82 |
— |
— |
— |
— |
|
16 |
15,70/15,82 |
1/2 |
12,1/12,2 |
5/8 |
22,4/22,7 |
|
18 |
17,70/17,82 |
— |
— |
— |
— |
|
20 |
19,72/19,86 |
5/8 |
15,3/15,4 |
3/4 |
25,9/26,2 |
|
22 |
21,72/21,86 |
— |
— |
— |
— |
|
24 |
23,65/23,79 |
3/4 |
18,4/18,5 |
7/8 |
29,7/30 |
|
27 |
26,65/26,79 |
— |
— |
— |
— |
|
30 |
29,60/29,74 |
7/8 |
21,5/21,6 |
1 |
32,7/33 |
Примітка: у чисельнику подано найменші діаметри стержнів, у знаменнику – найбільші.
Розсувні воротки зручніші, бо придатні для роботи мітчиками чотирьох, п'яти розмірів. Спочатку обертають мітчик, трохи натискуючи на нього, але коли мітчик хоча б двома-трьома нитками (витками) вріжеться в метал, він сам при обертанні робитиме відповідний поступальний рух. Щоб надати початкового зусилля для захвату металу, мітчик разом з воротком притискують долонею правої руки, одночасно повертаючи долоню і допомагаючи лівою рукою обертати вороток. Після того як мітчик вріжеться в метал настільки, що триматиметься в отворі стійко, необхідно зняти вороток і перевірити кутником правильність встановлення мітчика й потім обертати мітчик, як сказано вище.
Якщо процес нарізання відбувається нормально, то мітчик повинен працювати без особливих зусиль. Потреба збільшити зусилля різання свідчить про недоліки в роботі. У таких випадках слід викрутити і обчистити мітчик, встановити і усунути причини недоліків. Такими причинами найчастіше бувають:
Ø засмічення металевою стружкою прорізів,
Ø затуплення або перекіс мітчика,
Ø перекіс або надто малий діаметр нарізаного отвору.
Якість різьби і збереження мітчика багато в чому залежить від правильного вибору діаметра отвору під різьбу (див. табл. 1). Якщо діаметр отвору менший розрахункового, то процес нарізання різьби ускладнюється, нерідко викришуються різальні пера і навіть ламається мітчик. Коли діаметр отвору надто великий, то різьба виходить неповною і міцність з'єднання знижується.
Щоб одержати якісну зовнішню різьбу, стержень, призначений для нарізання, старанно обробляють на верстаті або обпилюють вручну, знімають з нього фаску і змащують. Попередньо стержень треба міцно закріпити в лещатах, а плашку – у воротку.
Плашки – це основній інструмент для нарізання зовнішньої різьби. Виготовляють їх з таких самих матеріалів, як і мітчики. За формою плашки бувають квадратними або шестигранними, але здебільшого їх роблять
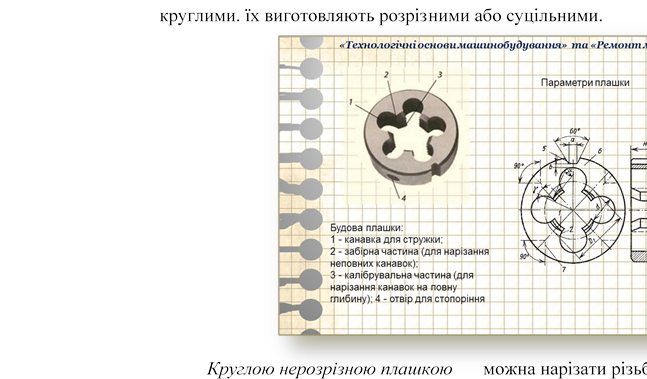
певного діаметра, а розрізною плашкою діаметр нарізуваної різьби може збільшуватися на 0,1...0,3 мм. Різальні кромки в плашках утворюються так само, як і у мітчиків, – за допомогою канавок, які одночасно слугують для відведення стружки. Кількість канавок залежить від розміру плашки, але не менше трьох.
У плашках, як і в мітчиках, розрізняють забірну і калібрувальну частини. Круглу плашку встановлюють на кінець нарізуваного стержня, притискують долонею правої руки і одночасно обертають за ходом різьби, а лівою рукою підтримують вороток і допомагають обертати його. Плашку, після того як вона захопить стружку, проганяють по всьому гвинту коливними рухами вперед і назад. Після одного проходу її скручують. Зовнішня різьба утворюється так само, як і внутрішня, але зовнішній діаметр різьби трохи більший за вихідний діаметр стержня – його треба брати приблизно на 0,2 мм меншим, ніж номінальний діаметр різьби.
Таким чином, ріжучі інструменти застосовуються під час ручної та машинної обробки металів, але їх ефективність невелика.
Машинні мітчики застосовуються в основному для роботи на свердлильних верстатах. Машинні мітчики бувають цільні, прямі зі вставними ножами і гайкові.
Для нарізання різьби в отворах малих і середніх діаметрів застосовують мітчики цільні і гайкові, для нарізання різьби в отворах великих діаметрів (до 300мм) – цільні мітчики зі вставними ножами або різьбонарізні голівки з розсувними плашками.
Найбільш продуктивним є метод нарізання гайок на гайконарізних автоматах і напівавтоматах з кривими мітчиками, закріпленими в спеціальному патроні і складеному з двох половин.
Якщо при нарізанні різьби наскрізний прохід мітчика не можливий, необхідно вигвинтити мітчик після закінчення нарізання; для цього у багатьох револьверних та свердлильних верстатів є реверсивні пристрої.
Для попередження поломок мітчика при упорі його в дно глухого отвору, а також при перевантаженні, що може виникнути внаслідок твердості матеріалу, або відсутності змащення і т.п., застосовують застосовують запобіжні патрони, що дають змогу мітчику зупинятися при обертанні шпинделя.
Основний час при нарізанні різьби мітчиком у наскрізному і глухому отворі визначається за формулою
lо lвр lп lо lвр lп
![]() to , хв., sn snз
to , хв., sn snз
де lо – довжина різьби, що нарізається, мм;
lвр – довжина врізання мітчика, мм,lвр 1 3 s ; lп – довжина перебігу мітчика, мм (при наскрізному отворі
lп 2 3s , а при глухому отворі lп 0 ); s – шаг різьби, що нарізується, мм;
n – число обертів при робочому ході (при нарізанні), об/хв.; n з – число обертів при зворотному ході (вигвинчування), об/хв..
Основний час при нарізанні різьби гайковим мітчиком визначається за формулою
1. Як маркуються мітчики?
2. Якими методами обираються діаметри свердел для одержання необхідних отворів під різьбу?
3. Як обираються діаметри стержнів для одержання зовнішньої різьби?
4. Дайте пояснення, чим відрізняються машинні мітчики від звичайних слюсарних?
5. Чи потрібно проводити попередню обробку стержня перед нарізанням різьби?
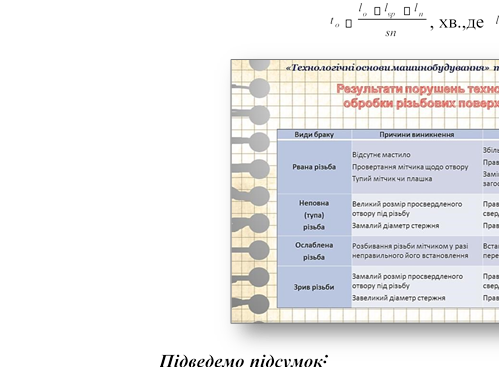
3. Особливості відновлення різьбових поверхонь


У ремонтному
виробництві, на відміну від масового та серійного, використовують штучне
(індивідуальне) нарізання різьб, як правило ручне.
4. Технічне нормування при нарізанні різьби різцями
Різцями різьбу нарізають на токарно-гвинторізних верстатах.
Різьбові різці – це різновидність фасонних, форма різальної частини яких відповідає профілю різі.
Нарізання здійснюють в кілька ходів, число яких залежить від глибини впадин і точності обробки. Після налагодження верстата на нарізання вмикають механічну поздовжню подачу, яка дорівнює кроку різьби. Потім, переміщуючи різець поперечною подачею, встановлюють необхідну глибину різання і повторюють ходи до одержання повного профілю різьби і глибини.
Поступово заглиблювати різець можна двома способами: з радіальною його подачею і з подачею вздовж одного з боків профілю. Щоб підвищити продуктивність праці, застосовують твердосплавні різці та різьбопокажчики, що дають змогу правильно визначити момент вмикання маточної гайки для попадання різця в нитку. Новий прохід здійснюється звичайним реверсуванням.
Різьби бувають одно-, дво- і багатозахідні. Двозахідну різьбу одержують, якщо крок гвинтової лінії ділять навпіл, а між витками першої гвинтової лінії наносять другу, паралельну першій. Багатозахідну різьбу виконують, коли необхідна висока міцність гвинтової пари, а крок різьби великий.
Крок гвинта являє собою відстань між двома однойменними точками на одній гвинтовій лінії в осьовому напряму, а крок різі - відстань між двома точками сусідніх гвинтових ліній.
Гвинти поділяють на кріпильні та вантажні. Для перших застосовують трикутну різьбу, для других - прямокутну, трапецоїдну та упорну, в яких тертя між гвинтом і гайкою менше, ніж у трикутної.
У випадку нарізання однозахідної різьби шпиндель і ходовий гвинт кінематично зв'язані так, що за один оберт заготовки різець переміщується на крок різьби, а у випадку нарізання багатозахідної різьби — на величину ходаН, тобто в першому випадку різьба заданого кроку :
s p sхг nхг ,
де sхг - крок ходового гвинта, мм;
n хг - число обертів ходового гвинта.
У другому: H k s p , де k - число заходів різьби.
При нарізанні різьби одним різцем ріжуча кромка його внаслідок швидкого притуплення втрачає форму, тому рекомендується чорнові ходи виконувати одним різцем з менш точним профілем, а чистові – іншим (чистовим). Широко застосовують нарізання різьби твердосплавними різцями.
Застосовують нарізання різьби за один прохід, використовуючи одночасно три різця, оснащених твердим сплавом, що в сукупності нагадують гребінку: чорновий різець має кут профілю 70, напівчистовий різець - 65 і чистовий різець - 59.
Значно полегшується робота, коли для швидкого відведення різця використовується спеціальний пристрій, особливо автоматичний.
Основний час на перехід при нарізанні різьби визначається за формулою:
L lо l1 l2
to
![]()
i
i , хв., sм n
s
i
i , хв., sм n
s
де L - довжина шляху, що проходить інструмент у напрямку подачі,мм; l - довжина оброблюваної поверхні, мм;
l1 - величина врізання і перебігу інструменту, мм; розраховується виходячи з конструкції ріжучих елементів інструмента та виду і умов обробки;
l2 - додаткова довжина на взяття пробної стружки, мм (5-10 мм); n - число оберті в шпинделя за хвилину; s м - подача інструменту, мм/хв.; s - подача інструменту (дорівнює шагу різьби), мм/об;
i - число проходів.
При нарізанні різьби різцем з автоматичним відведенням каретки в норму часу включається також допоміжний машинний час автоматичного відведення каретки, що визначається за формулою:
to1 ![]() L i lо
l1 i , хв.,
L i lо
l1 i , хв.,
sм1 n1 s
де s м1 - подача інструменту при зворотному обертанні шпинделя,мм/хв.; n1 - число обертів при зворотному обертанні шпинделя, об/хв.
Підведемопідсумок (практичне завдання та питання):
1.На якому обладнанні проводять нарізання різьби за допомогою різців?
2. Поясніть, чим відрізняється обробка одно-, двох- і багатозахідних різьб.
3. Наведіть формулу основного (технологічного) часу для нарізання різьби.
5. Методи відновлення внутрішніх та зовнішніх різьб


V Систематизація й узагальнення вивченого
Технічний диктант
1.Що являє собою відстань між двома однойменними точками на одній гвинтовій лінії в осьовому напряму? (крок гвинта).
2.Відстань між двома точками сусідніх гвинтових ліній (крок різі).
3.Основній інструмент для нарізання зовнішньої різьби (плашка)
4.Основній інструмент для нарізання внутрішньої різьби (мітчик) 5.В яких одиницях вимірюється основний часпри нарізанні різьби самовідкривним мітчиком? (хвилини)
6.Чому дорівнює подача інструменту? (шагу резьби)
 |
VІ Підсумок заняття. Рефлексія.


про публікацію авторської розробки
Додати розробку