Методичні вказівки з організації і методики виконання практичної роботи по вимірюванню розмірів деталей механічними вимірювальними приладами
Практичні роботи з дисципліни «Взаємозамінність, стандартизація і технічні вимірювання» є невід’ємною складовою частиною вивчення дисципліни, які закріплюють і поглиблюють знання, одержані на теоретичних заняттях, а також допомагають студентам набути необхідних умінь і навичок зі спеціальності.
Методичні вказівки з організації і методики виконання практичної роботи по вимірюванню розмірів деталей механічними вимірювальними приладами
Тема: «Вимірювання розмірів деталей штангенінструментами»
Мета: поглиблення знань з будови штангенінструментів і методики вимірювання ними та формування вмінь вимірювання розмірів деталей штангенінструментами з ціною поділки 0,1 і 0,05 мм.
Матеріали та обладнання: інструкція та методичні вказівки з виконання роботи, звітні бланки, штангенциркулі моделей ШЦ-І, ШЦ-ІІ, штангенглибиномір, штангенрейсмус, деталі для вимірювання, плакати з будови штангенінструментів і методики вимірювання ними, конспект лекційного матеріалу по розділу «Технічні вимірювання».
Теоретичні відомості
Штангенінструменти. Будова і правила користування
Дерев’яні штангенциркулі використовувалися вже на початку XVII століття. Перші справжні штангенциркулі з ноніусом з’явилися тільки в кінці XVIII століття в Лондоні.
Штангенінструменти є поширеними в суднобудуванні видами вимірювального інструмента, точність яких не перевищує 0,05 мм.
Їх застосовують для вимірювання зовнішніх і внутрішніх діаметрів, довжин, товщини, глибин і т. д. До них належать штангенциркулі, штангенглибиноміри, штангенрейсмуси.
Штангенциркулі випускаються трьох типів: ШЦ-І, ШЦ-ІІ і ШЦ-ІII (ГОСТ 166-63). Кожен тип має спільні основні частини й власні особливості.
Штангенциркулі виготовляються з межами вимірювань 0-125 мм (ШЦ-І); 0-200 і 0-320 мм (ШЦ-ІІ); 0-500; 270-710; 320-1000; 5001400; 800-2000 (ШЦ-ІІІ) і з величиною відліку 0,1 мм (ШЦ-І і ШЦ- ІІІ), 0,05-0,1 мм (ШЦ-ІІ).
Штангенциркуль ШЦ-І (рис. 1) є найбільш поширеним серед штангенінструментів і застосовується для вимірювання зовнішніх, внутрішніх розмірів та глибин з величиною відліку за ноніусом 0,1 мм.
|
Рис.1 |
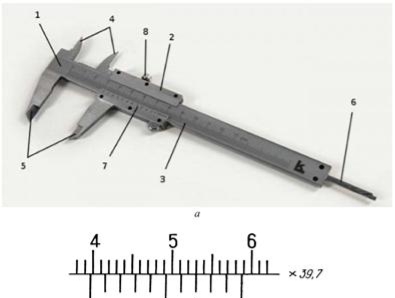
Штангенциркуль має штангу (1), на якій нанесено шкалу (3) з міліметровими поділками. На одному кінці цієї штанги є нерухомі вимірювальні губки (4) і (5), а на іншому кінці - лінійка (6) для вимірювання глибин. По штанзі переміщається рухома рамка (2).
Рамка у процесі зміни закріплюється на штанзі затиском (8).
Нижні губки (5) служать для виміру зовнішніх розмірів, а верхні (4) - для внутрішніх розмірів. На скошеній грані рамки (2) нанесено шкалу (7), яка має назву «ноніуса».
Ноніус - рівномірна шкала з межею вимірювань, що дорівнюють ціні поділки основної шкали.
Ціна поділки ноніуса (відлік за ноніусом) дорівнює ціні поділки основної шкали розділеної на число поділок ноніуса: п : с = а/п. Ноніус призначений для визначення дробової величини ціни поділки штанги, тобто для визначення частки міліметра. Шкала ноніуса довжиною 19 мм розділена на 10 рівних частин; отже, кожний розподіл ноніуса дорівнює: 19 : 10 = 1,9 мм, тобто він коротший за відстань між кожними двома поділками, нанесеними на шкалу штанги, на 0, 1 мм (2,0 - 1,9 = 0,1). При зімкнутих губках початкова поділка ноніуса співпадає з нульовим штрихом шкали штангенциркуля, а останній - 10-й штрих ноніуса - з 19-м штрихом шкали. Ціна поділки ноніусів штангенциркулів може дорівнювати 0,1 мм або 0,05 мм (штангенциркулі з величиною відліки ноніуса 0,02 мм у промисловості не виготовляються, але на виробництві ще використовуються).
Перед вимірюванням на зімкнутих губках нульові штрихи ноніуса та штанги повинні збігатися. За відсутності просвіту між губками для зовнішніх вимірювань або при невеликому просвіті (до 0,012 мм) повинні збігатися нульові штрихи ноніуса і штанги.
Під час вимірювання деталь беруть у ліву руку, яка повинна знаходитися за губками і захоплювати деталь недалеко від губок. Права рука повинна підтримувати штангу, при цьому великим пальцем цієї руки переміщують рамку до зіткнення з поверхнею, яка перевіряється, не допускаючи перекосу губок і докладаючи нормального вимірювального зусилля.
Рамку закріплюють затиском великим і вказівним пальцями правої руки, підтримуючи штангу іншими пальцями цієї руки; ліва рука при цьому повинна підтримувати нижню губкуштанги. При читанні показань штангенциркуль тримають прямо перед очима. Ціле число міліметрів відраховується за шкалою штанги зліва направо нульовим штрихом ноніуса. Дробова величина (кількість десятих часток міліметра) визначається множенням величини відліку (0,1 мм) на порядковий номер штриха ноніуса, не рахуючи нульового, що збігається зі штрихом штанги. Приклади відліку показані на рис. 5.3, б.
Штангенциркуль ШЦ-ІІ (рис. 2) відрізняється від попередньої конструкції тим, що у нього відсутня лінійка глибиноміра, губки (4) мають гострі закінчення для виконання площинної розмітки, а інші губки (5) мають плоскі поверхні та застосовуються при зовнішніх і внутрішніх вимірюваннях.
Штангенциркуль ШЦ-II оснащений ще рамкою мікрометричної подачі (9) для плавного підведення губок до поверхні вимірюваної деталі.
Штангенциркуль складається зі штанги (1) з основною шкалою (3) , вимірювальних губок (З) для зовнішніх та внутрішніх вимірів, рухомої рамки (2), затискувача рамки (8), ноніуса (7), рамки мікрометричної подачі (9) та фіксуючого гвинта (10).
|
Рис.2 |
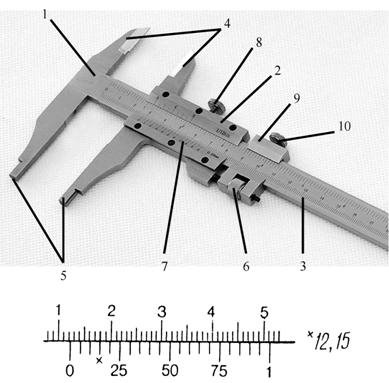
При вимірюваннях внутрішніх розмірів губками (5) до відліку за шкалами штанги і ноніуса потрібно приплюсовувати товщину губок, яка маркується на них.
Штангенциркуль ШЦ-ІІІ (рис. 3) з величиною відліку за ноніусом 0,05 мм призначений для зовнішніх і внутрішніх вимірювань. Цей штангенциркуль застосовується рідко.
|
Рис.3 |

Історична довідка
У сучасній німецькій мові слово «штангенциркуль» відсутнє. По-німецьки штангенциркуль називається Messschieber або Schieblehre - відповідно «розсувний вимірювач» або «розсувна лінійка».
Різновид штангенциркуля, який оснащено глибиноміром, на професійному слензі називається «Колумбус» або «Колумбік». Ця назва походить від «Columbus» - назви виробника вимірювального інструмента.
Деякі види сучасних штангенциркулів показані на рис.4
- цифровий (електронний);
- зі стрілочним індикатором.
|
Рис. 4. Штангенциркуль цифровий (а), зі стрілочним індикатором (б) |

При читанні показань штангенциркуль тримають прямо перед очима. Ціле число міліметрів відраховується за шкалою штанги зліва направо нульовим штрихом ноніуса. Дробова величина (кількість десятих часток міліметра) визначається множенням величини відліку (0,1 або 0,05 мм) на порядковий номер штриха ноніуса, не рахуючи нульового, що збігається зі штрихом штанги.
Штангенглибиномір (рис. 5а) застосовується для прямого вимірювання глибини виїмок і висоти уступів. Підставою штангенглибиноміра є рамка з основою (1). Крізь рамку проходить штанга зі шкалою (2) і вимірювальною поверхнею на торці. Ноніус (4) завдано на окремій пластині і закріплено в рамці (1). Мікрометричний механізм (3) на штангенглибиномірі такий самий, як і на штангенциркулі ШЦ - II.
|
Рис. 5 Штангенглибиномір (а), штангенрейсмус (б) |
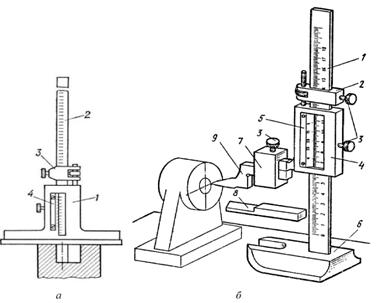
Штангенрейсмуси (рис. 5.7, б) застосовуються для просторової розмітки і прямих вимірювань на точній плиті відстаней від базових поверхонь деталей до виїмок, виступів і осей отворів.
Опорною деталлю штангенрейсмуса є основа (6), в якій закріплено штангу (1) з міліметровою шкалою. По штанзі пересувається рамка (4) з ноніусом (5) та з державкою для кріплення вимірювальних стрижнів (8) або (9). Рамка мікрометричної подачі (2) тут застосована така ж сама, як і на штангенциркулі ТТТЦ-ІТ,(10) - затиск рамки мікрометричної подачі.
Показання штангенрейсмуса читаються так само, як і штангенциркуля. При вимірюванні висоти верхньою вимірювальною площиною необхідно до отриманого розміру додати висоту ніжок.
ПРАКТИЧНА РОБОТА
ВИМІРЮВАННЯ ШТАНГЕНІНСТРУМЕНТАМИ
Завдання 1. Виміряти штангенциркулем задані розміри деталі. Дати висновки про придатність кожного розміру.
Таблиця 1 – Вихідні дані і результати вимірів штангенциркулем
|
Номінальний розмір з відхилами, мм |
|
|
|
|
|
|
Граничний розмір, мм |
Найбільший |
|
|
|
|
|
Найменший |
|
|
|
|
|
|
Дійсний розмір, мм |
|
|
|
|
|
|
Висновок про придатність |
|
|
|
|
|
Завдання 2. Виміряти штангенрейсмусом задані розміри деталі. Дати висновок про придатність кожного розміру.
Таблиця 2 – Результати вимірювань штангенрейсмусом радіусу кривошипу. Радіус кривошипу _______________мм
|
Розміри |
Результати вимірювання |
|
|
1шийка |
2 шийка |
|
|
Верхнє положення, мм |
|
|
|
Нижнє положення, мм |
|
|
|
Дійсний розмір радіусу кривошипу, мм |
|
|
|
Висновок про придатність |
|
|
Завдання 3. Виміряти штангенглибиноміром задані розміри деталі. Дати висновок про придатність кожного розміру.
Таблиця 3 – Вихідні дані і результати вимірів штангенглибиноміром
|
Номінальний розмір із відхилами, мм |
|
|
|
|
|
|
Граничний розмір, мм |
Найбільший |
|
|
|
|
|
Найменший |
|
|
|
|
|
|
Дійсний розмір, мм |
|
|
|
|
|
|
Висновок про придатність |
|
|
|
|
|
Завдання 4. Дати метрологічну характеристику застосованих інструментів. Записати у таблицю 4 метрологічні показники засобів вимірювання.
Таблиця 4 – Метрологічні показники засобів вимірювання
|
Найменування інструменту |
Межі вимірю- вання, мм |
Ціна поділки шкали штанги, мм |
Величина відліку по ноніусу, мм |
Модуль, характеристикашкали ноніусу |
Гранична похибка інструмента, мкм |
|
Штангенциркуль |
|
|
|
|
|
|
Штангенрейсмус |
|
|
|
|
|
|
Штангенглибиномір |
|
|
|
|
|
Роботу виконав___________________ Роботу перевірив __________________
Оцінка _________________ Дата________________
Питання для самоконтролю
- Які вимірювальні інструменти відносяться до штангенінструментів?
- Основні метрологічні характеристики штангенінструментів.
- З якою точністю можна вимірювати розміри деталей штангенінструментом?
- Для чого призначені ноніусні шкали штангенінструментів?
- Які межі вимірювання мають штангенциркулі?
- Для чого призначені штангенглибиномір і штангенрейсмус?
- Назвіть основні деталі штангенінструментів і вкажіть на їх призначення при вимірювання.
Література
- Базієвський С.Д., Дмитришин В.Ф. Взаємозамінність, стандартизація і технічні вимірювання. Київ : Слово, 2004. 503 с.
- Базієвський С.Д., Дмитришин В.Ф., Борхаленко Ю.О. Взаємозамінність, стандартизація і технічні вимірювання: практикум. Київ : Аграрна освіта, 2015. 238 с.
- Сірий І.С. Взаємозамінність, стандартизація і технічні вимірювання (2-е видання доповнене і перероблене : Підручник. Київ : Аграрна освіта, 2009. 353 с.
- Цюцюра С.В., Цюцюра В.Д. Метрологія, основи вимірювань, стандартизація та сертифікація. Київ : Знання, 2006. 242 с.


про публікацію авторської розробки
Додати розробку