НАВЧАЛЬНО-МЕТОДИЧНИЙ ПОСІБНИК "Як паяти паяльником (на різних прикладах пайки)"
УПРАВЛІННЯ ОСВІТИ І НАУКИ ТЕРНОПІЛЬСЬКОЇ ОБЛАСНОЇ ДЕРЖАВНОЇ АДМІНІСТРАЦІЇ
ТЕРНОПІЛЬСЬКИЙ ОБЛАСНИЙ КОМУНАЛЬНИЙ ЦЕНТР
НАУКОВО-ТЕХНІЧНОЇ ТВОРЧОСТІ ШКОЛЯРІВ ТА УЧНІВСЬКОЇ МОЛОДІ
НАВЧАЛЬНО-МЕТОДИЧНИЙ ПОСІБНИК
Як паяти паяльником
(на різних прикладах пайки)
Йосиф Кохан, керівник гуртків ІКТ
Тернопільського обласного комунального
центру науково-технічної творчості школярів
та учнівської молоді
Тернопіль - 2020
ЗМІСТ
1. Вступ………………………………………………………………….......………3
2. Вимоги до техніки безпеки під час паяння…………………….………….…...5
3. Процес пайки паяльником……………………………………………………....6
4. Як залудити дуже тонкий мідний провідник покритий емаллю…………….15
5. Випаювання паяльником радіодеталей………………………………………..16
5.1. Випаювання паяльником резисторів, діодів, конденсаторів……………….16
5.2. Як випаяти паяльником SMD світлодіоди і інші безвивідні компоненти...18
6. Пайка паяльником радіодеталей……………………………………………….21
6.1. Як паяти паяльником світлодіодну стрічку…...…………………………….22
6.2. Як паяти паяльником мікросхеми……………………………………………22
6.3. Як паяти паяльником мікросхеми в корпусі SOIC для поверхневого монтажу…………………………………………………………………………….25
6.4. Як паяти транзистор у корпусі DPAK (TO-252)…………………………….26
6.5. Як паяти паяльником радіодеталі с товстими виводами……………………29
6.6. Як паяти паяльником конденсатори на материнській платі комп´ютера.…31
7. Як видалити залишки флюсу з друкованої плати після пайки………………35
8. Як паяти паяльником стальні і залізні деталі………………………………….36
9. Пайка трубок, радіаторів, теплообмінників……………………………………39
10. Ремонт залізного кузова автомобіля пайкою…………………………………40
11. Запитання, завдання, вправи……………………………..……………………41
12. Довідково-інформаційний матеріал…………………………………….…….42
12.1. Припій…………………………………………………………………………42
12.2. Флюс…………………………………………………………………………..43
12.3. Види та будова паяльника………………………..…………….……………44
12.4. Паяльні станції……………………………………………………….………44
13. Бібліографія…………………………………………………………….………46
14. Додатки……………………………………………………………….………..47
- ВСТУП
Радіоелектроніка сьогодні являє собою галузь науки і техніки, що
бурхливо розвивається. Вона вивчає фізичні основи і практичне застосування
електронних приладів. Також на сьогоднішній день галузь робототехніки набула надзвичайно широкого розвитку. Роботів найрізноманітнішого призначення можна зустріти на виробництві, у побуті, у військовій промисловості, у медицині та інших галузях. Тому для створення та обслуговування таких роботів потрібні висококваліфіковані інженерні і робочі кадри.
Актуальність питань, розглянутих у даному посібнику полягає в тому, що в умовах безперервного розширення сфери використання радіоелектронної апаратури не тільки в промисловому виробництві, а й в інших областях діяльності людини (економіці, медицині, транспорті, радіозв'язку, космічній техніці, системах дистанційного керування, радіонавігації, автоматиці, обчислювальній техніці, радіолокації, військовій техніці, в побутовій техніці тощо) є необхідність підвищувати освіченість кожної сучасної людини та її вміння орієнтуватись у потоці різноманітної інформації, в світі техніки.
У промисловості процес пайки давно роботизований. Але у побуті часто виникають питання ремонту побутової техніки, де без паяння не обійтись. У сервісних центрах є спеціальне обладнання, паяльні станції, дифузні камери та інше обладнання для паяння.
Ми розглянемо тільки процес пайки паяльником на різних прикладах від теоретичного пізнання, ремонту радіоелектронних пристроїв до здатності самостійного створення радіоелектронних приборів та дрібного ремонту техніки в домашніх умовах.
Метою посібника є формування ключових компетентностей при використанні простого паяльника для різних видів робіт, де неможна обійтись без паяння.
Основні завдання посібника полягають у формуванні таких компетентностей:
пізнавальної, яка передбачає ознайомлення зі світом техніки, зокрема, з
галуззю радіоелектроніки, де використовується паяння; ознайомлення з характеристиками та призначенням припоїв та флюсів;
практичної, яка орієнтована на формування умінь і навичок роботи з різними видами паяльників та пайки різноманітних деталей;
творчої, яка передбачає набуття досвіду власної творчої діяльності з
розв’язання творчих завдань, здатності самостійного ремонту
технічних об’єктів; розвиток конструкторських, винахідницьких,
творчих здібностей; розвиток творчої активності, системного, просторового і логічного мислення;
соціальної, яка орієнтована на формування технічно й технологічно
освіченої особистості;
У теоретичній частині читачі ознайомлюються з різними видами паяльників, з принципами з'єднання деталей методом пайки. На практиці можуть в домашніх умовах використати набуті знання.
Посібник корисний широкому колу читачів, хто цікавиться технікою. Може бути використаний на гуртках радіотехнічного конструювання, робототехніки, радіоелектроніки і інших.
- Вимоги до техніки безпеки під час паяння
Під час паяння температура гарячого жала паяльника може перевищувати 400°С. В більшості електронних схем цілком достатньо зовсім невеликого паяльника, замість того щоб відразу братися за 100-ватний.
Для того, щоб з вами не сталось ніякої неприємності, при роботі з паяльником потрібно дотримуватись таких правил техніки безпеки:
- Завжди тримайте паяльник в спеціально призначеному для цього кріпленні або підставці. Ніколи не кладіть розігрітий паяльник прямо на стіл або робочу поверхню. В іншому випадку ви ризикуєте влаштувати пожежу або обпалити руки.
- Переконайтеся, що дріт не зачепився де-небудь на столі або на іншому об’єкті. Інакше гарячий паяльник можна легко висмикнути з кріплення і упустити на землю або собі на коліна.
- Під час пайки виділяються досить їдкі і токсичні випаровування. Переконайтесь, що ваше робоче місце обладнано доброю вентиляцією, що перешкоджає скупченню шкідливих випарів. Не надто нагинайтесь над столом під час паяння, тому що випари будуть йти прямо вам в обличчя. Якщо ви не можете чітко роздивитись місце з’єднання паянням, краще використовувати збільшувальне скло, ніж підносити плату близько до себе. Бережіть очі. Вдягніть захисні окуляри.
- Якщо ваш паяльник має регульовану температуру жала, виставіть таке значення, яке рекомендується для даного типу припою.
- Якщо у вас проблеми з ростом і інші відхилення здоров’я від норми, вам слід уникати припоїв, так як вони містять свинець. Як альтернатива звичайним припоям ви можете використовувати безсвинцевий дротяний припій, спеціально розроблений для паяння електроніки. До речі, ніколи не використовуйте срібний і кислотний припій для робіт з електронікою – вони можуть серйозно зіпсувати вашу схему.
- Не намагайтесь паяти схему, що знаходиться під напругою. Ви ризикуєте пошкодити як схему, так і сам паяльник. Також це небезпечно і для вас.
- Не намагайтеся схопити паяльник, коли він летить зі столу. Ви можете схопити його за гарячу сторону і серйозно пошкодити собі руку. Попечені рани загоюються досить довго. Після цього ви взагалі не зможете тримати паяльник в руці.
3. Процес пайки паяльником
Пайка паяльником - це фізико-хімічна технологічна операція отримання нероз'ємного з'єднання металевих деталей шляхом введення в зазор між ними металу з більш низькою температурою плавлення.

Паяти паяльником на багато простіше ніж, здається на перший погляд. Технологія пайки паяльником успішно застосовувалася єгиптянами ще 5 тисячоліть тому і з тих пір мало що змінилося.
Вимоги до технологічного процесу пайки і монтажу радіоелементів викладені в ОСТ 107.460092.024-93 "Пайка електромонтажних з'єднань радіоелектронних засобів. Загальні вимоги до типових технологічних операцій".
Процес пайки паяльником починається з підготовки поверхонь деталей, що підлягають пайці. Для цього необхідно видалити з поверхонь сліди бруду, при їх наявності, і оксидну плівку. Залежно від товщини плівки і форми поверхні, її зачищають напилком або наждачним папером. Малі площі і круглі проводи можна зачистити лезом ножа. У результаті повинна вийти блискуча поверхня без плям оксидів і раковин. Жирові забруднення прибираються протиранням ганчіркою, змоченою в ацетоні або розчиннику уайт-спирті (очищений бензин).


Мал. 1. Різні види паяльників.
Після підготовки поверхонь їх необхідно покрити шаром припою, залудити. Для цього на поверхню наноситься флюс і прикладається жало паяльника з припоєм.
При пайці електричними паяльниками застосовуються низькотемпературні олов'яно-свинцеві (ПОС-30, ПОС-40, ПОС-61), олов'яно-срібні (ПСР-2, ПСР-2.5) або інші припої і чисте олово. До недоліків припоїв, що містять свинець, відноситься шкідливість останнього, до достоїнств - краща якість пайки, ніж у без свинцевих припоїв. Для паяння харчового посуду застосовується чисте олово. Основні технічні характеристики м’яких припоїв для паяння електричним паяльником (Додаток 1).
Прийнято вважати, що добре паяються олово, срібло, золото, мідь, латунь, бронза, свинець, нейзильбер. Задовільно - вуглецеві і низьколеговані сталі, нікель, цинк. Погано - алюміній, високолеговані і нержавіючі стали, алюмінієва бронза, чавун, хром, титан, магній. Однак, не заперечуючи цих даних, можна стверджувати - немає металу, що погано паяється, є погана підготовка деталі, неправильно підібраний флюс і невірний температурний режим.
Підібрати при пайці потрібний флюс - значить вирішити головну проблему пайки. Саме якість флюсу визначає в першу чергу запаяємо той чи інший метал, легкість або трудність самого процесу пайки і міцність з'єднання. Флюс повинен відповідати матеріалу виробів, що паяються - своєю здатністю руйнувати його окисну плівку. Популярні флюси для паяння електричним паяльником (Додаток 2).
Для кращої передачі тепла від жала паяльника до деталі потрібно прикладати жало так, щоб площа зіткнення була максимальною. Зріз жала паяльника з припоєм повинен бути паралельний поверхні деталі.
Найголовніше при пайці паяльником, це прогріти до температури розплавленого припою поверхні, які спаюємо. При недостатньому прогріванні пайка вийде матовою низької механічної міцності. При перегріві припій не розтікатиметься по поверхні деталей, які спаюємо і пайка взагалі не вийде.
Мал. 2. Приклад залуження.
Після виконання вище описаної підготовки деталі прикладаються одна до одної, і виконується пайка електричним паяльником. Час пайки в залежності від товщини і маси деталей становить від 1 до 10 секунд. Багато радіоелектронних компонентів допускають час пайки не більше 2 секунд. Як тільки припій рівномірно розтечеться по поверхнях деталей, паяльник відводиться в сторону. Зсув деталей відносно одна одної до повного затвердіння припою не припустимо, інакше механічна міцність і герметичність пайки буде низькою. Якщо таке випадково сталося, то потрібно заново виконати процедуру пайки.
Припій на жалі гарячого паяльника, при очікуванні пайки, покривається оксидами і залишками згорілого флюсу. Перед паянням жало необхідно очищати. Для очищення зручно використовувати зволожений шматок поролону будь-якої щільності. Досить швидко провести жалом по поролону і всі окалини залишаться на ньому.
Перед паянням поверхні, або дроти, які з'єднуються пайкою, в обов'язковому порядку повинні бути залужені. Це гарантія якісного паяного з'єднання і отримання задоволення від роботи. Якщо Ви не маєте досвіду роботи з паяльником, то перед виконанням відповідальних робіт із пайки паяльником потрібно спочатку трохи потренуватися. Починати простіше з одножильного мідного дроту, яким роблять електропроводку. Насамперед потрібно зняти з провідника ізоляцію.
Коли ізоляція знята, потрібно оцінити стан провідника. Як правило, в нових проводах, мідні провідники не покриті оксидами і їх можна залужувати без зачистки. Досить взяти трохи припою на жало паяльника, торкнутися ним каніфолі і поводити жалом по поверхні провідника. Якщо поверхня провідника чиста, то припій тонким шаром розтечеться по ній.
Якщо припою не вистачило, то береться додаткова порція з торканням каніфолі. І так, поки весь провідник не буде повністю залужений. Зручніше дроти лудити, поклавши на дерев'яну площадку, в якості якої використовують підставку для паяльника. Зазвичай на місці, де завжди лудять, накопичується каніфоль і процес йде швидше, можна захоплювати більше припою, не торкаючись зайвий раз жалом каніфолі.

Мал. 3. Залуження на площадці з каніфоллю.
Іноді, всупереч очікуванням, хоча провідник здається без окислів, лудитися не хоче. Тоді можна положити його на таблетку аспірину (ацетилсаліцилової кислоти) і пару секунд прогріти, а тоді залудити на підставці. Лудиться відразу без проблем. Навіть мідний дріт з очевидним окисленням, без попередньої механічної зачистки, з аспірином відразу ж поривається тонким шаром припою.

Мал. 4. Залуження на таблетці аспірину.
Якщо вам вдалося паяльником залудити провідники, як на фото, то вітаю з першою успішною роботою по пайці.

Мал. 5. Правильно залуженні провідники.
З першого разу отримати хорошу пайку паяльником складно. Причин цьому може бути декілька. Паяльник занадто нагрітий для даного виду припою, визначити це можна по темній плівці окислів на припої, що швидко утворюється на жалі паяльника. При надмірному нагріванні жала паяльника, робоча лопатка жала покривається окислом чорного кольору і припій на жалі не утримується. Температура жала паяльника не достатня. В цьому випадку пайка виходить пухкою і виглядає матовою.
Тут може допомогти тільки застосування регулятора температури жала паяльника. Недостатній прогрів дротів при залуженні, буває при малій кількості припою на робочій частині жала. Площа зіткнення виходить маленькою і тепло погано передається провіднику. Практикуватися потрібно до тих пір, поки не вийде залудити дроти як на фото вище.
Після лудіння паяльником дроту, на ньому часто залишаються надлишки припою у вигляді напливів. Для того, щоб вийшов тонкий і рівномірний шар потрібно провід розташувати вертикально, кінцем вниз, паяльник вертикально жалом вгору, і провести жалом по дроту. Припій важкий і весь перейде на жало паяльника. Тільки перед цією операцією потрібно видалити весь припій з жала, вдаривши ним легенько об підставку, або витерти об вологу ганчірку. Таким способом можна прибирати надлишки з місця пайок і на друкованих платах.
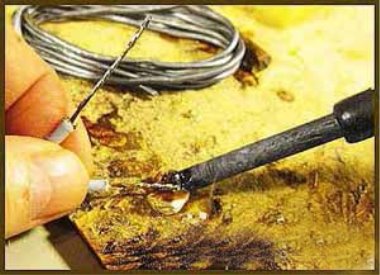
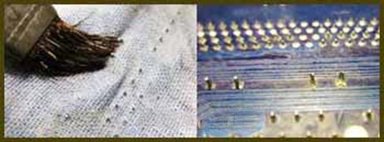
Наступний етап тренування це залудити паяльником багатожильний мідний провід, завдання дещо складніше, особливо якщо провід покритий оксидом. Зняти оксидну плівку механічним способом важко, потрібно розплести провідники і зачистити кожен окремо. Коли ви зняли ізоляцію з проводів термічним способом, і виявили, що верхній провідник весь поритий оксидом, а нижній розплівся, то це, мабуть, найскладніший випадок для лудіння. Але лудяться вони з такою, легкістю, як і одножильні.

Мал. 6. Багатожильний мідний провід.
Перше, що необхідно, це покласти провідник на таблетку аспірину і прогріваючи паяльником посувати, щоб всі провідники проводу змочити аспірином (при нагріванні аспірин плавиться).
Мал. 7. Залуження багатожильного проводу на таблетці аспірину.
Далі залужуйте на підставці з каніфоллю, як описано вище, з тією лише різницею, що потрібно притискати провід жалом паяльника до площадки і в процесі залуження провід обертати в одну сторону, щоб провідники сплелися в єдине ціле.

Мал. 8. Залуження багатожильного проводу на площадці з каніфоллю.
Ось такими стали мідні дроти після залуження.

Мал. 9. Правильно залуженні багатожильні провідники.
З такого кінця залуженого дроту можна за допомогою круглогубців сформувати кільце, наприклад, для різьбового приєднання до контактів розетки, вимикача або патрона люстри, або припаяти до латунного контакту, або друкованої плати. Спробуйте зробити паяльником таку пайку.

Мал. 10. Приклад пайки.
Головне при з'єднанні пайкою деталей, не змістити їх відносно одне одного, поки не застиг припій.
Пайка паяльником будь-яких деталей мало чим відрізняється від пайки проводів. Якщо у Вас вийшло якісно залудити і припаяти багатожильний провід, то значить, ви зможете виконати будь-яку пайку.
4. Як залудити дуже тонкий мідний провідник покритий емаллю
Залудити паяльником тонкий провідник, з діаметром жили менше 0,2 мм ізольований емаллю, легко, якщо скористатися хлорвінілом. Ізолюючі трубки і ізоляція багатьох проводів робиться з цього пластика. Потрібно покласти провід на ізоляцію і легенько притиснути жалом паяльника, потім протягати провід, кожного разу повертаючи. Від нагрівання хлорвінілу виділяється хлор, який руйнує емаль і провід легко залужується.
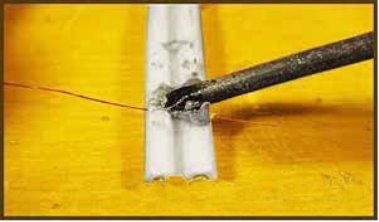
Мал. 11. Залуження дуже тонкого мідного провідника покритого емаллю.

Мал. 12. Залуження тонкого мідного провідника покритого емаллю на таблетці аспірину.
Ця технологія не замінна при пайці паяльником дроту типу ліцендрат, що представляє собою багато тонких проводів покритих емаллю і звитих в один провідник.
За допомогою таблетки аспірину теж легко залудити паяльником емальований тонкий провід, точно так протягується провід між таблеткою аспірину і жалом паяльника. На жалі має бути достатня кількість припою і каніфолі.
5. Випаювання паяльником радіодеталей
При ремонті електроприладів часто доводиться випаювати з друкованої плати і запаювати назад радіоелементи. Хоча операція ця не складна, але все ж вимагає дотримання певної технології пайки.
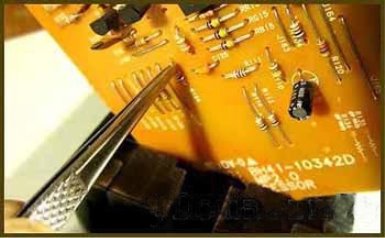
5.1. Випаювання паяльником резисторів, діодів, конденсаторів
Для того, щоб випаяти з друкованої плати двох вивідний радіоелемент, наприклад резистор або діод, необхідно місце його пайки розігріти паяльником до розплавлення припою і витягнути вивід радіоелементу з плати. Зазвичай виймають вивід резистора з друкованої плати, підчепивши його за вивід пінцетом, але пінцет часто зісковзує, особливо якщо вивід радіоелементу з боку пайки загнутий.

Мал. 13. Пінцет.
Для зручності захоплення виводів губки пінцету потрібно трохи сточити, тоді захоплення виключить зісковзання губок пінцету.

Мал. 14. Випайка з допомогою пінцета.
Коли виконують роботи по демонтажу радіоелементів, то завжди не вистачає ще однієї руки, потрібно працювати паяльником, пінцетом і ще утримувати друковану плату.
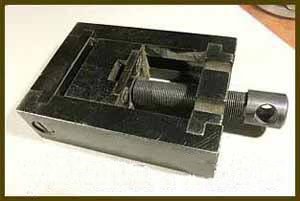

Мал. 15. Настільні лещата і "третя рука".
Третьою рукою можуть служити настільні лещата, за допомогою яких вільну від деталей ділянку друкованої плати можна затиснути, і встановлювати лещата на будь-яку бічну грань, орієнтувати друковану плату в трьох вимірах. Виконувати пайку паяльником буде зручно. Ще є спеціальне приспосіблення, яке називається "третя рука", що крім 2-ох затискачів типу "крокодил" має збільшувальну лінзу і підставку під паяльник.
Мал. 16. Випайка з допомогою настільних лещат.
Після випаювання деталі з плати, монтажні отвори запливають припоєм. Звільнити отвір від припою зручно зубочисткою, гостро заточеним сірником або дерев'яною паличкою.

Мал. 17. Звільнення отвору від припою зубочисткою.
Жалом паяльника розплавляється припій, зубочистка вводиться в отвір і обертається, паяльник прибирають, після застигання припою, зубочистка витягується з отвору.
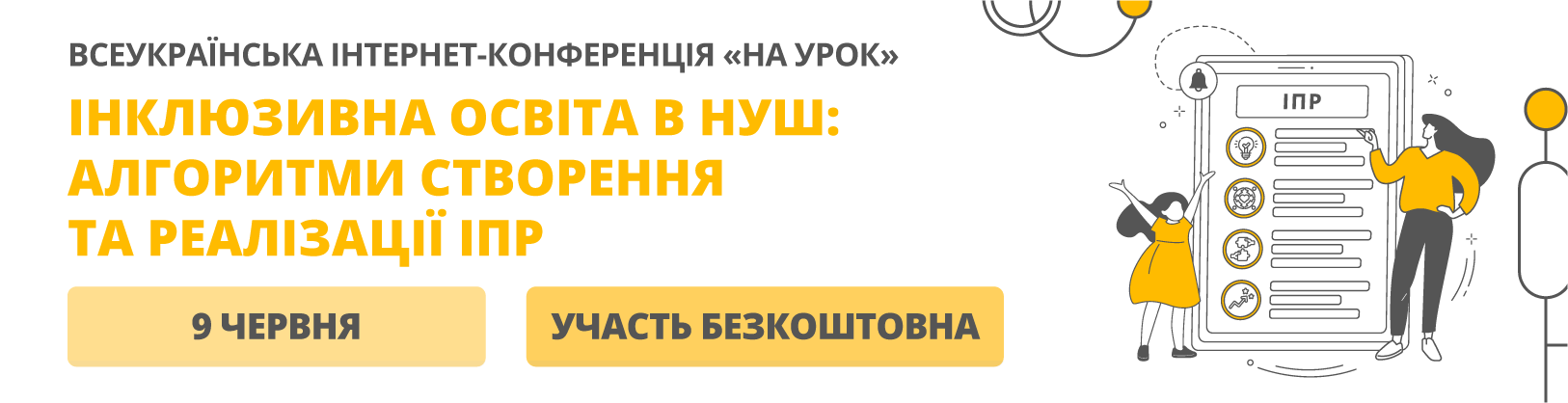
5.2. Як випаяти паяльником SMD світлодіоди і інші безвивідні компоненти
В даний час при виготовленні радіоелектронних пристроїв широко застосовуються безвивідні компоненти SMD. Компоненти SMD не мають традиційних мідних дротяних виводів. Такі радіоелементи з'єднуються з доріжками друкованої плати шляхом пайки до них контактних площадок, що знаходяться безпосередньо на корпусі компонентів. Запаяти такий компонент не складно, так як є можливість припаяти малопотужним паяльником (10-12 Вт) послідовно кожен контакт окремо.
Мал. 18. Запаювання SMD компоненту.
Але при ремонті виникає необхідність випаювати SMD компонент для його перевірки або заміни, або випаювати з непотрібної друкованої плати для використання як запчастини. В такому випадку, щоб не перегріти і не поламати компонент необхідно одночасно прогрівати всі його виводи.

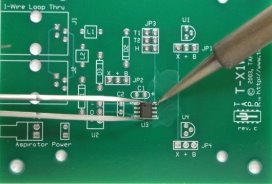
Мал. 19. Випаювання SMD компоненту з допомогою спеціального жала.
Якщо доводиться часто випаювати SMD компоненти, то має сенс для паяльника зробити набір спеціальних жал, що розгалужуються на кінці на два маленьких. З такими жалами випаювати SMD компоненти буде легко без їх ушкоджень, навіть якщо вони будуть приклеєні до друкованої плати.
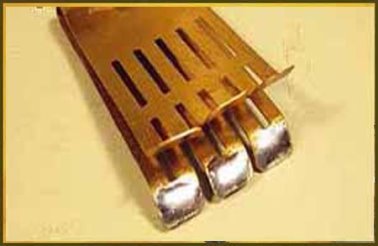
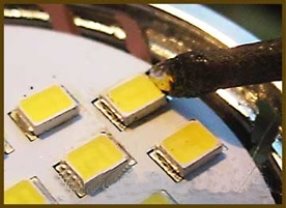
Мал. 20. Випаювання SMD компоненту з допомогою насадки на жало.
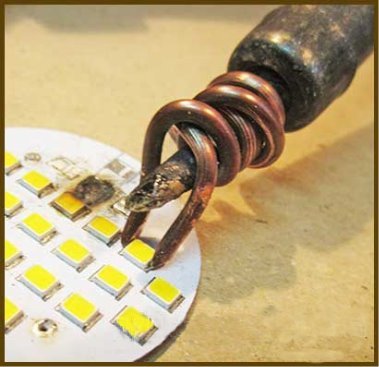
Але бувають ситуації, що малопотужного паяльника під рукою немає, а в наявному потужному паяльнику, жало прикипіло і вийняти його неможливо. З такої ситуації теж є простий вихід. Можна навити навколо жала паяльника мідний дріт діаметром один-два міліметри, як на фото. Зробити своєрідну насадку і за допомогою неї успішно випаювати SMD компоненти. Фотографія демонструє, як випаюють SMD світлодіоди при ремонті світлодіодних ламп. Корпуси світлодіодів дуже ніжні і практично не допускають навіть невеликих механічних впливів.
Мал. 21. Саморобна насадка на жало для випаювання SMD компоненту.
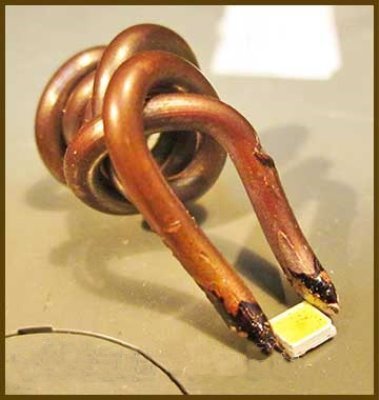
У разі необхідності насадка легко знімається і можна користуватися паяльником за прямим призначенням. Ширину між кінцями насадки можна легко змінювати, тим самим налаштовуючи для пайки SMD компонентів різних розмірів. Насадку можна використовувати замість малопотужного паяльника, запаюючи маленькі деталі і для пайки тонких провідників до світлодіодних стрічок.
6. Пайка паяльником радіодеталей
Перед установкою для запаювання нового радіоелементу, необхідно в обов'язковому порядку переконатися, що його виводи припаяються, особливо, якщо дата випуску його не відома. Найкраще просто залудити виводи паяльником і потім вже запаювати елемент. Тоді пайка вийде надійною і від роботи буде одне задоволення, а не мука.
6.1. Як паяти паяльником світлодіодну стрічку
Технологія пайки світлодіодних стрічок мало чим відрізняється від пайки інших деталей. Але через те, що основа друкованої плати являє собою тонку і гнучку стрічку, для виключення відшарування друкованих доріжок час пайки повинен бути зведений до мінімуму. Головне дотримуватися технології і паяти паяльником з нагрітим до необхідної температури вузьким кінцем жала шириною близько 2 мм.
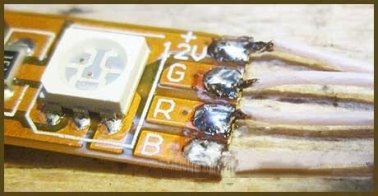
Мал. 22. Паяння паяльником світлодіодної стрічки.
6.2. Як паяти паяльником мікросхеми
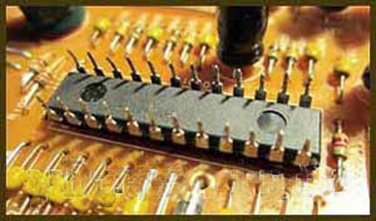
Випаяти резистор або діод просте завдання, набагато складніше випаяти паяльником мікросхему, випаювати по черзі виводи можливо, тільки якщо їх відкусити від корпусу кусачками.
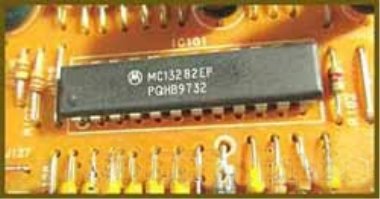
Мал. 23. Запаяна у плату 24-х вивідна мікросхема у DIP корпусі.
Але є технологія, що дозволяє за хвилину випаяти 16 або 24-х вивідну мікросхему у DIP корпусі, за допомогою заправленої медичної голки для ін'єкцій. Голка вибирається з внутрішнім діаметром 0,6 мм, так як розмір виводів мікросхем зазвичай 0,5 мм. Кінець її заправляється під прямим кутом і на конус, щоб голка легше входила в отвори друкованої плати.

Мал. 24. Заправлена медична голка для ін'єкцій.
Далі все просто, змащуєте виводи мікросхеми з боку пайки спиртоканіфольним флюсом, одягаєте голку по черзі на кожен вивід мікросхеми, прогріваєте жалом паяльника припій, при цьому голку потрібно весь час обертати в протилежні сторони і натискати, інакше голка може сама припаятися до виводу.
Після того, як голка увійшла в плату, паяльник відводиться, і голка з обертанням повільно знімається з виводу. І так по черзі, поки всі виводи не будуть звільнені від припою. Якщо вивід мікросхеми загнутий, то спочатку розплавляється припій і одночасно одягається на вивід голка до упору і вивід вирівнюється. На звільнення виводу голкою від припою, при достатніх навиках, йде не більше 2 секунд.

Мал. 25. Випаювання мікросхеми за допомогою заправленої медичної голки.
Після обробки всіх "ніжок" паяльником з голкою, мікросхема легко витягається, наче й не була припаяна. Якщо одна з "ніжок" не випускає мікросхему, то потрібно її обробити голкою і паяльником повторно.
Мал. 26. Випаяна мікросхема.
Дехто користується технологією випайки із застосуванням мідного обплетення від коаксіального проводу, але такий метод має недоліки. По-перше, вимагає більшої вправності, наявність обплетення (не кожне підійде), повне видалення припою. Після випайки з голкою, весь припій залишається на контактних площадках і для запаювання нової мікросхеми, досить тільки прогріти місця пайки, не додаючи припою.
6.3. Як паяти паяльником мікросхеми в корпусі SOIC для поверхневого монтажу
Зараз при розробці електронних пристроїв широко застосовуються мікросхеми в корпусі SOIC, призначені для поверхневого монтажу на друковану плату. При ремонті радіоапаратури іноді доводиться таку мікросхему замінювати, для чого її необхідно спочатку акуратно випаяти, щоб не відірвати друковані провідники від плати.
Найпростіше мікросхеми в корпусах, призначених для пайки безпосередньо до контактних доріжок друкованої плати випаювати за допомогою паяльної станції, яка нагріває місце пайки, гарячим повітрям.
На жаль, у домашніх майстрів немає такої можливості. Випаяти мікросхему можна і без паяльної станції, за допомогою відрізка тонкого сталевого дротика з невеликим гачком на кінці. Сталевий дротик можна взяти, якщо розвинути пружинку, наприклад, від кулькової ручки.

Мал. 27. Випаювання мікросхем у корпусі SOIC за допомогою сталевого гачка.
Вивід мікросхеми біля друкованої плати зачіпається гачком з натягом, і місце пайки прогрівається жалом малопотужного паяльника (10 Вт). Як тільки припій розплавиться, гачок пройде між виводом і друкованим провідником, вивід трохи відігнеться вгору і між друкованим провідником і ним залишиться зазор. Така операція проробляється з кожним виводом. В результаті мікросхема повністю звільниться, і виводи залишаться неушкодженими. У разі помилкового діагнозу мікросхему можна буде використовувати повторно.
Мал. 28. Підготовка плати і запаювання мікросхем у корпусі SOIC.
Після видалення мікросхеми з друкованої плати, по друкованим провідниках, де була запаяна мікросхема, потрібно пройтися жалом паяльника, щоб розрівняти і видалити зайвий припій. Далі нова мікросхема прикладається до друкованих провідників, місця пайки змащуються спиртоканіфольним флюсом і ніжки прогріваються паяльником. Ширина жала паяльника повинна бути менше кроку між ніжками мікросхеми. При кроці 1,25 мм ширина робочої частини жала повинна бути не більше 1 мм.
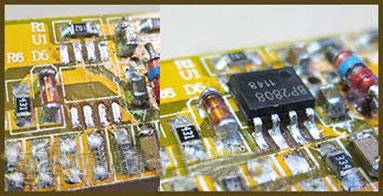
6.4. Як паяти транзистор у корпусі DPAK (TO-252)
Щоб замінити, наприклад, в контролері транзистор, його спочатку треба випаяти. Так як транзистор припаяний всією металевою поверхнею корпусу безпосередньо до мідної фольги друкованої плати, то для його вилучення потрібно дотримуватися певної послідовності дій.
Мал. 29. Випаювання транзистора у корпусі DPAK (TO-252).
В першу чергу потрібно від'єднати від друкованих провідників виводи транзистора. Якщо транзистор точно несправний, то найпростішим способом від'єднання є перекушування ніжок бокорізами. У разі якщо необхідно випаяти транзистор з плати для повторного застосування, то в такому випадку потрібно паяльником прогріти місце пайки і як тільки припій стане рідким, тонким шилом підняти ніжку над платою.
Далі паяльник з максимально можливою кількістю припою на жалі прикладається до друкованої плати в місці металевої підставки транзистора і утримується не більше 5 секунд. Зазвичай за цей час припій під транзистором встигає розплавитися, і транзистор легко видаляється пінцетом. Якщо за цей час транзистор не піддався, потрібно зробити хвилинну паузу і повторити спробу.
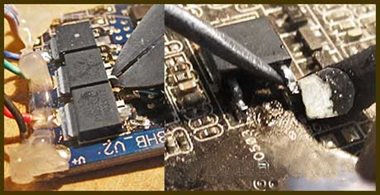
Мал. 30. Підготовка плати до запаювання транзистора у корпусі DPAK.
Припій на місці установки транзистора після його випайки розгладжується паяльником таким чином, щоб залишився шар товщиною близько 0,5 мм.
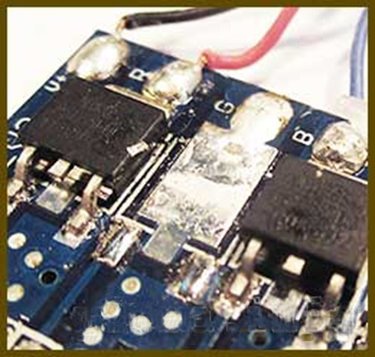
Мал. 31. Запаювання транзистора у корпусі DPAK.
Запаяти транзистор не складно. Транзистор встановлюється на плату, спочатку запаюються виводи. Потім транзистор із зусиллям притискається до плати з одночасним прогріванням жалом паяльника з боку виступу металевої підставки, як при випаюванні. Як тільки транзистор просяде від тиску, значить, припій під ним розплавився, і паяльник можна прибирати в сторону. Для пайки транзисторів в корпусі TO-252 необхідний паяльник потужністю 40 Вт.
6.5. Як паяти паяльником радіодеталі с товстими виводами
Більш складний випадок, коли потрібно випаяти мікросхему у якої товщина виводів більше 0,8 мм. Голка тут не допоможе, тому що таких голок для ін'єкцій немає. Якщо вийде знайти тонкостінную трубочку з нержавіючої сталі з відповідним внутрішнім діаметром, то вищеописана технологія може бути застосована. Можна використати голку від системи переливання крові.

Мал. 32. Мікросхема з товстими виводами.
Однак якщо потрібно випаяти радіоелемент, виводи якого закріплені в термопластичній пластмасі, наприклад роз'єми, котушки індуктивності, трансформатори, то тут є тільки один вихід, використовувати інструмент для відсмоктування припою.

Мал. 33. Роз'єм з товстими виводами.
Відсмоктувач представляє собою металеву трубку з наконечником з фторопласту. Усередині є підпружинений поршень на штоку і спусковий механізм. По конструкції нагадує ручний велосипедний насос. Поршень опускається вниз, при цьому пружина стискається. Коли натискається спускова кнопка, поршень звільняється і під дією пружини швидко переміщається у верхнє положення, захоплюючи за собою через наконечник повітря з атмосфери. Якщо приставити наконечник до розплавленого припою, то припій разом з повітрям всмокчеться всередину відсмоктувача.

Мал. 34. Відсмоктувач.
Для того, щоб звільнити вивід радіодеталі від припою, потрібно паяльником розплавити припій навколо виводу, швидко на вивід надіти наконечник відсмоктувача, при цьому прибрати жало паяльника, і негайно натиснути спускову кнопку. Припій весь забереться. Якщо з першого разу не вийшло, операція повторюється.

Мал. 35. Процес відсмоктування припою.
За допомогою відсмоктування можна випаювати практично будь-які радіоелементи, включаючи резистори і мікросхеми. Загнуті виводи необхідно перед випаюванням відігнути. Але за допомогою голки випаювати мікросхеми набагато швидше і набагато легше, особливо якщо виводи її загнуті.
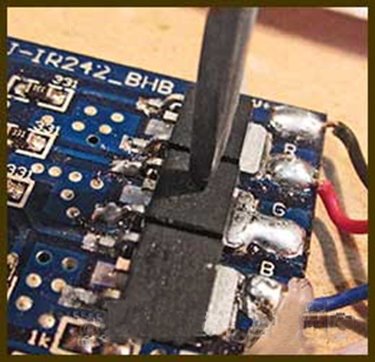
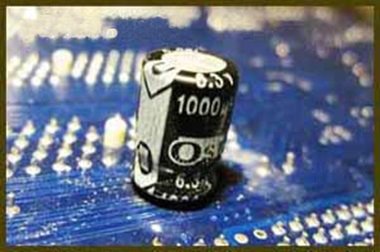
6.6. Як паяти паяльником конденсатори на материнській платі комп´ютера
Здуття електролітичних конденсаторів на материнській платі - найбільш часта причина її нестабільної роботи. Заміна непридатних конденсаторів новими, не дивлячись на уявну простоту, є досить не просте і відповідальне завдання, так як струмопровідні доріжки дуже тонкі і вузькі і при неакуратності їх легко можна пошкодити жалом паяльника, а відновити не завжди можливо. На додаток на платі встановлено безліч безкорпусних елементів, які теж можна випадково зруйнувати, конденсатори встановлені часто щільними рядами або знаходяться між роз'ємами, і тому їх складно випаювати, а впаювати на місце ще складніше.
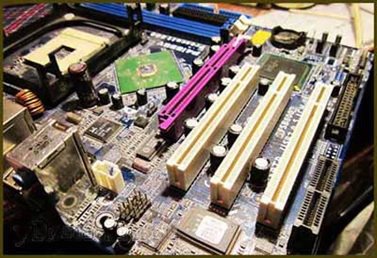
Мал. 36. Материнська плата комп'ютера.
Перш, ніж зайнятися пайкою паяльником, потрібно провести підготовчі роботи, вийняти з материнської плати всі карти і від'єднати дроти. Як вставлені роз'єми провідників, що йдуть від кнопок і світлодіодів, встановлених в системному блоці, необхідно замалювати або сфотографувати, так як зазвичай вони вставлені без ключів і якщо не запам'ятати, як вони були вставлені раніше, доведеться довго розбиратися. Потім відкручуються болти, що утримують материнську плату до основи системного блоку і плата витягується з корпусу.
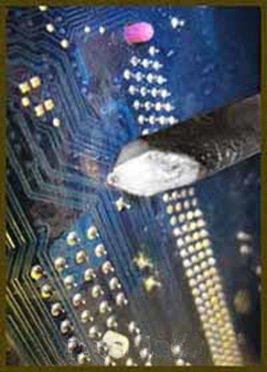
Так як електролітичні конденсатори є масивними, то і паяльник знадобиться 40 Вт. Перед паянням жало паяльника потрібно заправити таким чином, щоб в торці воно було шириною близько 3 мм, і на ньому не було гострих кутів. Це необхідно для того, щоб в разі зісковзування жала паяльника не пошкодити струмопровідні доріжки материнської плати.

Мал. 37. Заправка жала паяльника.
Так як при пайці паяльником будуть зайняті обидві руки, то материнську плату необхідно буде зафіксувати в лещатах таким чином, щоб зручно було контролювати процес пайки з двох її сторін. Затискати плату треба не сильно за край, вільний від елементів і прокласти між губками лещат і платою картонні прокладки.
Тепер, коли все готово, можна приступати до випаювання несправного конденсатора. Тримайте однією рукою конденсатор і торкайтеся жалом паяльника до одного з його виводів. На жалі має бути достатня кількість припою, щоб він злився з припоєм пайки вивода конденсатора. Одночасно з прогріванням потрібно легенько відводити вбік конденсатор, щоб вивід виходив з отвору. Коли конденсатор почне піддаватися, потрібно вийняти його вивід не повністю, а лише до його утоплення в платі. Далі така ж операція проводиться з другим виводом і потім знову з першим вже до виїмки його з друкованої плати. Таким чином, за 2-3 прийоми конденсатор буде паяльником випаяний з плати.
Мал. 38. Випаювання несправного конденсатора з материнської плати.
Як правило, з ладу виходить група конденсаторів, тому за такою технологією потрібно випаяти їх усіх. Якщо конденсатори різних номіналів, то потрібно запам'ятати місця їх установки.
Наступний крок, це підготовка отворів для пайки нових конденсаторів, потрібно видалити з отворів припій. Робити цю роботу потрібно в два етапи. Спочатку, розігрівши паяльником припій в отворах, зробити поглиблення гостро заточеною дерев'яною паличкою, добре підходить зубочистка або сірник.

Мал. 39. Підготовка отворів для пайки нових конденсаторів.
Далі в ці заглиблення вставити сталеву швейну голку діаметром 0,5 мм, закріплену в цанговий затиск і вже з протилежного боку прогріти отвір паяльником. Як тільки припій в отворі розплавиться, проштовхнути в отвір голку, постійно її обертаючи. Паяльник відвести в сторону, і, не припиняючи крутити голку, вийняти її. Отвори звільнені від припою, і можна запаювати нові конденсатори.
Перед установкою конденсаторів потрібно підготувати їх виводи, якщо використовується раніше випаяний конденсатор, то потрібно випрямити його виводи і звільнити від надлишків припою. У нових конденсаторів, потрібно залудити виводи, а вкорочувати краще після установки. При установці конденсаторів потрібно дотримуватись полярності, мінусовий вивід зазвичай позначений білою смугою збоку на корпусі, а на друкованій платі позначений білим сектором, на додаток, часто контактна площадка на платі має квадратну форму.
Буває, що відстань між виводами конденсатора не відповідає відстані між отворами на платі. У такому випадку потрібно заздалегідь сформувати виводи у конденсатора, так як попасти виводами в отвори на платі буває дуже не просто, через те, що заважають поруч розташовані деталі.
Мал. 40. Формування виводів конденсатора.
Сформувати виводи легко, якщо вставити конденсатор в отвори виводами з боку запаювання виводів деталей. Після такого формування потрапити виводами в отвори друкованої плати при встановленні конденсаторів буде легше.
7. Як видалити залишки флюсу з друкованої плати після пайки
Після установки конденсатора на місце бажано перед пайкою змастити його ніжки спиртоканіфольним флюсом, тоді паяти буде набагато легше. По закінченню пайки паяльником потрібно видалити з плати залишки каніфолі.
Мал. 41. Процес видалення залишків флюсу.
Для цього будь-який невеликий пензлик змочують у спирті і водять по застиглій каніфолі до її повного розчинення, потім на це місце накладають шматочок бавовняної тканини і водять пензликом по тканині. Тканина вбере каніфоль і плата буде чистою. Ось плата і відремонтована, залишилося встановити її в системний блок, підключити дроти і перевірити на працездатність.
8. Як паяти паяльником стальні і залізні деталі
Технологія пайки сталевих і залізних деталей паяльником м'якими припоями мало чим відрізняється від пайки міді і її сплавів, за винятком типу застосовуваного флюсу. Замість каніфолі використовується один з активних хлористого-цинкових флюсів або ортофосфорна кислота.
Розглянемо технологію пайки паяльником заліза на прикладі. Є іржавий лист покрівельного заліза з глибокою корозією.

Мал. 42. Іржавий лист покрівельного заліза з глибокою корозією.
Найголовнішим етапом в технології для отримання якісної пайки є підготовка поверхонь. Необхідно металевою щіткою і наждачним папером повністю видалити іржу. Якщо залізо нове, то часто для запобігання його від окислення поверхню металу покривають захисним шаром масла або консерванту. В цьому випадку поверхню слід очистити від жиру, протерши її ганчіркою, змоченою в бензині або розчиннику. Замість них для зняття масла і жиру можна скористатися і миючими засобами для миття посуду, наприклад FAIRY.

Мал. 43. Поверхня очищена від іржі.
Поверхня очищена від іржі, і можна приступати до її залуження. Глибокі вкраплення іржі очистити не вдалося, але вони займають не більше одного відсотка поверхні і на якість лудіння сильно не вплинуть.

Мал. 44. Нанесення флюсу на поверхню.
На підготовлену поверхню сталевої деталі пензликом тонким шаром наноситься хлористого-цинковий флюс або ортофосфорна кислота.

Мал. 45. Покриття поверхні припоєм.
Всього за п'ять хвилин роботи, іржава поверхня листа покрита паяльником шаром припою, більше іржавіти не буде ніколи.
Якщо під рукою немає кислотного флюсу або кислоти, то їх можна з успіхом замінити так знаменитим аспірином. Універсальний флюс, який практично в аптечці є у кожного, якщо не в домашній, то в автомобільній аптечці точно.

Мал. 46. Процес залуження з допомогою таблетки аспірину.
На підготовлену до пайки поверхню потрібно замість кислотного флюсу насипати трохи крихт від таблетки аспірину і далі лудити паяльником з таким же успіхом, як і кислотним флюсом. Як бачите, припій розтікається відмінно.
До сталевої або залізної деталі до залуженого місця тепер добре припаяється мідний або латунний дріт. Буде міцно триматися, і забезпечувати надійний електричний контакт.
9. Пайка трубок радіаторів, теплообмінників
Домашньому майстру іноді доводиться стикатися з усуненням течі рідин і газів в металевих трубках, радіаторах і теплообмінниках газової колонки, автомобіля або в інших виробах. У багатьох випадках, якщо деталі зроблені з міді, латуні або заліза, включаючи нержавіючу сталь, протікання можна усунути за допомогою паяльника і олов'яно-свинцевого припою ПОС-61, по вище описаній технології. Але у зв'язку з масивністю радіатора або теплообмінника і можливої наявності в них рідини, технологія пайки має свої особливості. Потрібно видалити рідину і масивні деталі додатково нагріти газовим пальником або промисловим феном.

Мал. 47. Пайка трубок теплообмінника газової колонки.
10. Ремонт залізного кузова автомобіля пайкою
У давні часи, коли їздили ще радянські автомобілі, технологія пайки паяльником заліза виручала при усуненні корозії кузова автомобіля. Якщо просто зачистити місце, покрите іржею і нанести лакофарбове покриття, то через деякий час іржа з'явиться знову. Покривши зачищене місце паяльником тонким шаром припою, іржа більше ніколи не з'явиться.
Доводилося паяти паяльником і наскрізні корозійні діри в порогах і зоні колісних арок кузова автомобіля. Для цього потрібно зачистити поверхню навколо діри смужкою в один сантиметр і паяльником залудити припоєм. З щільного паперу вирізати викрійку майбутньої латки. Далі по викрійці з латуні товщиною 0,2-0,3 мм вирізати латку і зону, яка буде припаюватися залудити паяльником товстим шаром припою. У разі необхідності латці надається потрібна форма. Можна просто простукати латку, поклавши на товсту щільну гуму. Краї зовнішнього боку латки напилком заточити. Залишається покласти латочку на дірку в кузові і добре прогріти стоватним паяльником по шву. Шпаклівка, ґрунтовка, фарбування, і кузов буде як новий, при цьому в відремонтованому місці іржавіти більше не буде ніколи.
11. Запитання, завдання, вправи
1. Згадайте основні вимоги до техніки безпеки під час паяння.
2. Чи потрібні під час паяння захисні окуляри?
3. Як залудити дуже тонкий мідний провідник покритий емаллю?
4. Як випаяти паяльником SMD світлодіоди і інші безвивідні компоненти?
5. Як запаяти паяльником світлодіодну стрічку?
6. Як запаяти паяльником мікросхеми?
7. Як запаяти паяльником мікросхеми в корпусі SOIC для поверхневого монтажу?
8. Як запаяти транзистор у корпусі DPAK (TO-252)?
9. Як запаяти паяльником радіодеталі с товстими виводами?
10. Як запаяти паяльником конденсатори на материнській платі комп´ютера?
11. Як видалити залишки флюсу з друкованої плати після пайки?
12. Як паяти паяльником стальні і залізні деталі?
13. Завдання: знайти кусок намоточного мідного проводу типу ПЕВ або ПЕЛ і залудити його кінці.
14. Завдання: попробуйте залудити площадку на стальній пластинці.
15. Завдання: випаяти декілька радіодеталей зі старої плати та підготовити отвори до запаювання інших.
12. Довідково-інформаційний матеріал
12.1. Припій
Для різних застосувань як припій переважно використовуються сплави металів (олова, свинцю, цинку, міді, срібла, кадмію,
вісмуту та інших). При складанні електроніки довгі роки кращим припоєм був евтектичний сплав з 63 % олова і 37 % свинцю (або 60/40, який практично ідентичний за температурою плавлення). Інші сплави використовуються для сантехніки, механічного збирання та інших застосувань. Деякими прикладами м'якого припою є олов'яно-свинцевий загального призначення, олов'яно-цинковий для з'єднання алюмінію, свинцево-срібний для міцності при температурі вище кімнатної, кадмієво-срібний для міцності при високих температурах, цинково-алюмінієвий для з'єднання алюмінію і корозійної стійкості, і олов'яно-срібний і олов'яно-бісмутовий для електроніки.
Евтектична формула має переваги при застосуванні: температури ліквідусу і солідусу однакові, тому відсутня пластична фаза, і температура плавлення припою найнижча. Наявність максимально низької температури плавлення зводить до мінімуму теплове навантаження на електронні компоненти під час паяння. А відсутність пластичної фази забезпечує більш швидке змочування при нагріванні припою і більш швидку кристалізацію при охолодженні припою. Не евтектичний припій повинен залишатися нерухомим, так як температура падає через температури ліквідусу і солідусу. Будь-який рух під час пластичної фази може привести до появи тріщини, що призведе до втрати з'єднання.
Звичайні склади припою на основі олова і свинцю:
- 63/37: плавиться при 183° C (евтектичний припій)
- 60/40: плавиться між 183—190° C
- 50/50: плавиться між 183—215° C
Більше інформації про припої можна знайти в інтернеті.
З екологічних причин (і введенню нормативних актів, таких як Європейська директива RoHS (про обмеження використання небезпечних речовин)), припої без свинцю використовуються все ширше.
12.2. Флюс
Флюс це допоміжна речовина, необхідне для звільнення поверхонь спаюється деталей від окислів і кращому розтіканню припою по поверхні металу. Без застосування флюсу виконати якісну пайку практично не можливо.
При приготуванні найбільш популярних флюсів для пайки електричним паяльником, застосовується каніфоль. Її отримують з деревини дерев хвойних порід, в основному сосни. При температурі близько 50 ° С каніфоль розм’якшується, а при 250 починає кипіти.
Каніфоль не стійка до впливу атмосферної вологи – гідролізується. Вона складається на 85 – 90% з абієтинової кислоти. Якщо не видалити залишки каніфолі після пайки то відбувається окислення місця пайки. Багато хто цього не знають і вважають, що каніфоль для металу нешкідлива. Крім того, вбираючи воду з атмосфери, каніфоль збільшує свою провідність і може порушувати роботу електронних пристроїв, особливо високовольтних їх ланцюгів.
Флюс на основі спирту і розчинників потрібно зберігати в герметичній тарі, інакше рідина швидко випаруватися. Дуже зручна для цих цілей пляшечка від манікюрного лаку. Завжди і пензлик під рукою, якою зручно наносити флюс на місце пайки. Таку пляшечку практично в будь-якому будинку можна знайти. Ще її гідність, пензлик і закрутка не розчиняються спиртом і розчинником. Перед наповненням флюсом обов’язково потрібно ретельно вимити пляшечку і пензлик від лаку. Якщо лак сильно застиг, то налити ацетону і залишити. Через час лак розчинитися.
Більше інформації про використання флюсів можна знайти в інтернеті.
12.3. Види та будова паяльника
Досить поширеним інструментом, який застосовується в побуті і промисловості, можна назвати електричний паяльник. Він потрібен для проведення самої різної роботи, що використовується під час ремонту електроустаткування і пайки проводів. Для того щоб вибрати найбільш підходящий варіант виконання даного пристрою потрібно розібратися з особливістю його конструкції та основними параметрами.

Мал. 48. Види та будова паяльника.
12.4. Паяльні станції
Паяльна станція конструктивно складається з одного або декількох паяльних пристроїв, під'єднаних до основного блоку, який також містить органи керування і засоби індикації. До складу станції входить і ряд допоміжних елементів — фіксатори, штативи, підставки, засоби очищення робочого органу, тощо. В цілому, у подібних пристроях намагаються передбачити усе, що може сприяти виконанню якісного та швидкого монтажу та демонтажу електронних компонентів в умовах ручного паяння. Значна увага приділяється зручності їх використання, що важливо в ситуаціях значного обсягу паяння та при потребі регулярного здійснення паяльних робіт. Це робить паяльні станції оптимальним засобом для професійного застосування в сфері радіомонтажу та ремонту. Зазвичай вони розповсюджені в майстернях з ремонту електроніки, радіолабораторіях, а в окремих випадках і на виробництві. Прості паяльні станції зустрічаються також на побутовому рівні в складі домашніх майстерень.
Температура робочого органу паяльної станції вільно налаштовується оператором в широкому діапазоні, який типово знаходиться на проміжку від 100 до 480 °C. Станції з температурами вище 500 °C практично не зустрічаються, що робить їх придатними для паяння з використанням виключно м'яких припоїв.

Мал. 48. Види паяльних стацій.
13. Бібліографія
1. Верховцев О. Г., Лютов К. П. Практические советы мастеру-любителю:
Электроника. Электротехника. Материалы и их применение. – 3-е изд., перераб.
и доп. – СПб. : Энергоатомиздат, 1991. – 272 с.: ил.
2. Виноградов В. Уроки телемастера. Учебно-справочное пособие. – СПб. :
«Люкси», «Эгос», 1996. – 352 с.: ил.
3. Галкин В. И. Начинающему радиолюбителю. – 3-е изд., перераб. и доп.- Мн. :
Плымя, 1995. – 412 с., ил.
4. Паяння: електронний ресурс. – Режим доступу. – https://www.asutpp.ru/kak-pravilno-payat.html
5. Паяння: електронний ресурс. – Режим доступу. – https://vopros-remont.ru/elektrika/pajka/
6. Іванов Б. С. Електронні саморобки: Пер. з рос. – К. : Радянська школа. –
1988. – 143 с.: іл.
7. Мосягин В. Юному радиолюбителю для прочтения с паяльником. – М. :
Солон, 2003. – 208 с.
8. Никитин В. А. Книга начинающего радиолюбителя. – М. : Патриот, 1991.
9. Попов Ю. П., Шовкошитний І. І. Основи електротехніки, радіо- та
мікроелектроніки. – Львів : «Оріяна-Нова», 2001. – 167 с.
10. Радиолюбительский Hiqh-End. – К. : «Радіоаматор», 2002. – 120 с.
11. Сисоєв В. М. Основи радіоелектроніки. – К. : Техніка, 2001. – 224 с.
12. Справочная книга радиолюбителя конструктора /под ред. Н. И. Чистякова. –
М.: «Радио и связь», 1993. – к. 1, к. 2. – 624 с. : ил.
13. Фломберг Э. М. Конструкции на элементах цифровой техники. – М. : Радио
и связь, 1991.
14. Паяльна станція: електронний ресурс. – https://uk.wikipedia.org/wiki/%D0%
9F%D0%B0%D1%8F%D0%BB%D1%8C%D0%BD%D0%B0_%D1%81%D1%82%D0%B0%D0%BD%D1%86%D1%96%D1%8F
15. Припій: електронний ресурс. – Режим доступу. – https://uk.wikipedia.org/
wiki/%D0%9F%D1%80%D0%B8%D0%BF%D1%96%D0%B9
14. Додатки
Додаток 1.
Основні технічні характеристики м’яких припоїв для паяння електричним паяльником
|
Марка припою |
Склад |
Температура плавлення |
Міцність |
Область застосування |
|
Сплав Вуда |
Олово – 12,5 |
68,5 |
– |
Для пайки і лудіння деталей, чутливих до перегріву, для виготовлення запобіжників, токсичний |
|
Сплав |
Олово – 6,9 |
79 |
– |
Для пайки і лудіння деталей, чутливих до перегріву, для виготовлення запобіжників |
|
ПОСВ-50 |
Олово – 25 |
94 |
– |
Для пайки і лудіння деталей, чутливих до перегріву |
|
ПОСВ-33 |
Олово – 33,4 |
130 |
– |
Для пайки деталей з міді, латуні, константана з герметичним швом |
|
ПОС-61 (третнік) |
Олово – 61 |
190 |
4,3 |
Для пайки і лудіння струмоведучих частин з міді, латуні та бронзи з герметичним швом |
|
ПОС-61М |
Олово – 61 |
192 |
4,5 |
Для лудіння і пайки тонких мідних проводів і друкованих провідників |
|
ПОС-90 |
Олово – 90 |
220 |
4,9 |
Для лудіння і пайки посуду для їжі та медичних інструментів |
|
ПОС-40 |
Олово – 40 |
238 |
3,8 |
Для лудіння і пайки контактних поверхонь у радіоапаратурі і деталей з оцинкованої сталі |
|
ПОС-30 |
Олово – 30 |
266 |
3,2 |
Для лудіння і пайки деталей з міді, її сплавів і сталі |
|
ПОС-10 |
Олово – 10 |
299 |
3,2 |
Для лудіння і пайки контактних поверхонь у радіоапаратурі |
|
Авіа – 1 |
Олово – 55 |
200 |
– |
Для пайки тонкостінних деталей з алюмінію і його сплавів, токсичний |
|
Авіа – 2 |
Олово – 40 |
250 |
– |
Для пайки тонкостінних деталей з алюмінію і його сплавів, токсичний |
Питомий електричний опір олов’яно-свинцевого припою (провідність) становить 0,1 – 0,2 Ом / метр, алюмінію 0,0271, а міді 0,0175. Як бачите, припій проводить струм в десять разів гірше, ніж мідь або алюміній.
Додаток 2.
Популярні флюси для паяння електричним паяльником
|
Найменування флюсу |
Склад |
Область застосування |
Спосіб приготування |
Видалення залишків |
|
Каніфольні не активні флюси |
||||
|
Каніфоль світла |
Каніфоль світла – 100 |
Пайка міді і її сплавів легкоплавкими припоями |
Готовий до використання |
Спиртом або ацетоном, пензлем |
|
Спирто – каніфольний |
Каніфоль – 20 |
Пайка міді і її сплавів легкоплавкими припоями у важкодоступних місцях |
Розчинити в етиловому спирті порошок каніфолі |
|
|
Гліцерино – каніфольний |
Каніфоль – 6 |
Герметична пайка міді і її сплавів легкоплавкими припоями у важкодоступних місцях |
Розчинити в етиловому спирті порошок каніфолі, потім додати гліцерин |
|
|
Каніфольні активні флюси |
||||
|
Каніфольний хлористого-цинковий |
Каніфоль – 24 |
Пайка кольорових і дорогоцінних металів, відповідальних деталей з чорних металів |
Розчинити в етиловому спирті змішані порошки каніфолі і хлористого цинку |
Ацетоном, пензлем |
|
Каніфольний хлористого-цинковий |
Каніфоль – 16 |
Пайка підвищеної міцності кольорових і дорогоцінних металів, відповідальних деталей з чорних металів |
Змішати порошки каніфолі і хлористого цинку з технічним вазеліном |
|
|
Кислотні активні флюси. |
||||
|
Хлористого-цинковий |
Хлористий цинк – 25 |
Пайка деталей з чорних і кольорових металів |
Кислоту повільно вливають у посуд до ¾ її висоти з шматочками цинку, коли перестануть виділення бульбашки водню, флюс готовий |
Промивання водою або розчином питної соди у воді, пензлем |
|
Каніфоль – 16 |
Флюс паста. Пайка підвищеної міцності кольорових і дорогоцінних металів, відповідальних деталей з чорних металів |
Змішати порошки каніфолі і хлористого цинку з технічним вазеліном |
||
|
Каніфоль – 24 |
Пайка кольорових і дорогоцінних металів, відповідальних деталей з чорних металів |
Розчинити в етиловому спирті змішані порошки каніфолі і хлористого цинку |
||
1

про публікацію авторської розробки
Додати розробку