Обробка конічних поверхонь

ТЕМИ :
А Н О Т А Ц І Я Обточування конічних поверхонь – більш складний вид обробки порівняно з раніше вивченими. При обробці конічних поверхонь необхідно забезпечити одночасне виконання двох величин: розмір діаметра і кут конуса. Обробка конічних поверхонь може бути здійснена різними способами, але для кожного способу існує свій метод розрахунку, налагодження верстата або пристосування. Після вивчення теми учні зможуть вибирати найбільш раціональний спосіб обробки і виконувати розрахунки, пов’язані з налагодженням верстата, перевіряти виготовлені деталі.

ЗРАЗКИ КОНІЧНИХ ПОВЕРХОНЬ Конічні шестерні Конічні хвостовики свердел і кінцевих фрез

КОНУСА МОРЗЕ Обертові центра

ЦАНГОВІ ОПРАВКИ Фрезерні оправки
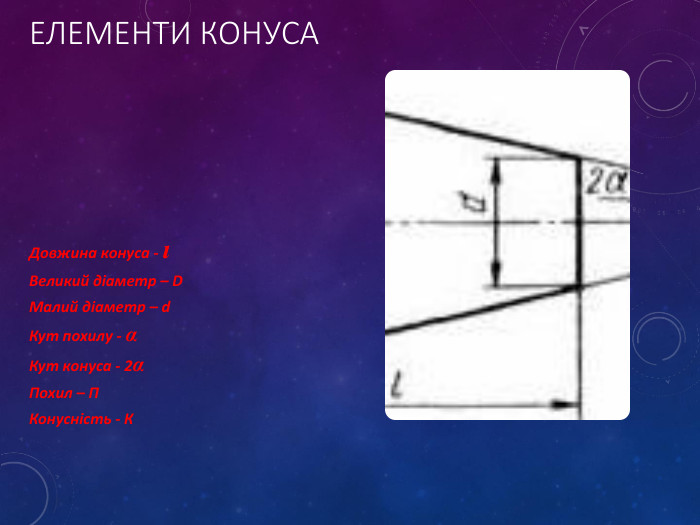
ЕЛЕМЕНТИ КОНУСА Довжина конуса - ι Великий діаметр – D Малий діаметр – d Кут похилу - α Кут конуса - 2α Похил – П Конусність - К
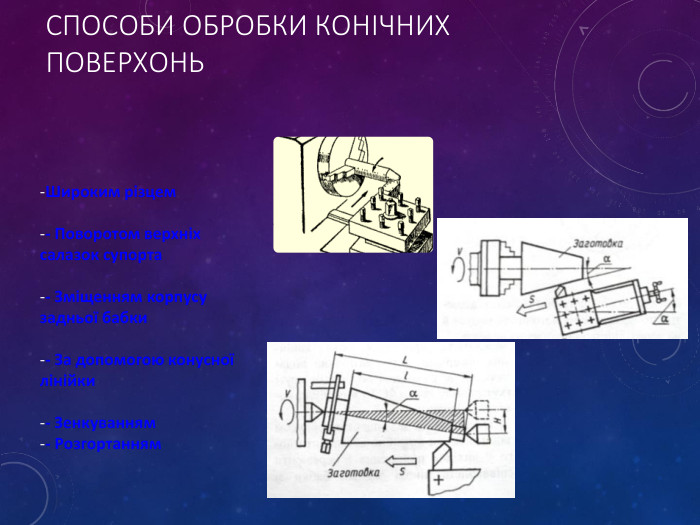
СПОСОБИ ОБРОБКИ КОНІЧНИХ ПОВЕРХОНЬ Широким різцем - Поворотом верхніх салазок супорта - Зміщенням корпусу задньої бабки - За допомогою конусної лінійки - Зенкуванням - Розгортанням
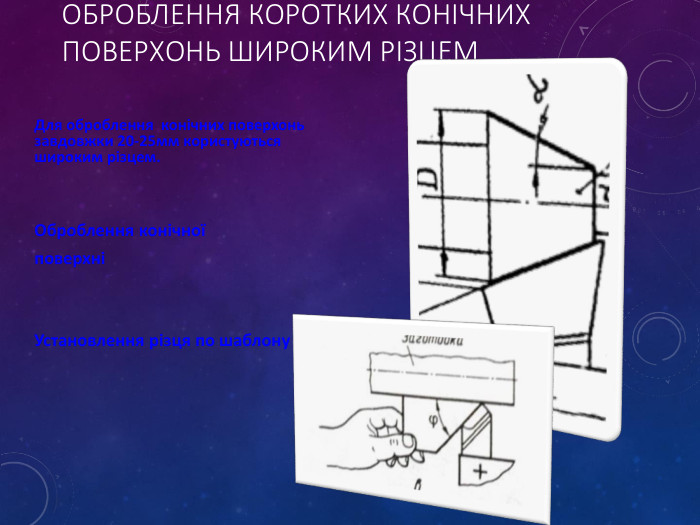
ОБРОБЛЕННЯ КОРОТКИХ КОНІЧНИХ ПОВЕРХОНЬ ШИРОКИМ РІЗЦЕМ Для оброблення конічних поверхонь завдовжки 20-25мм користуються широким різцем. Оброблення конічної поверхні Установлення різця по шаблону
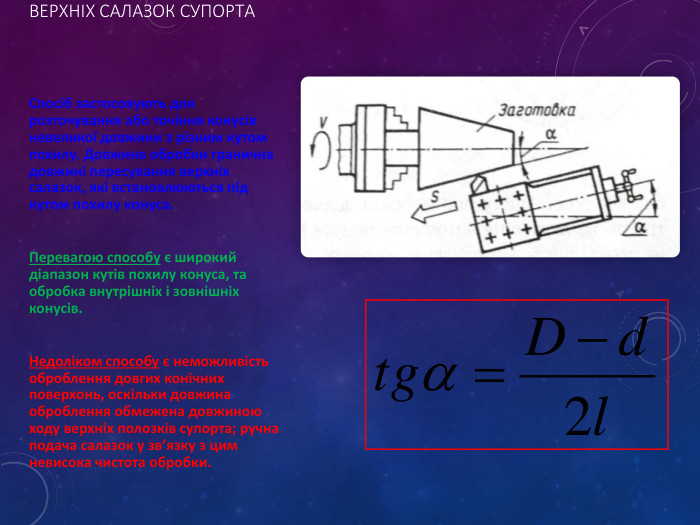
ОБРОБЛЕННЯ КОНІЧНОЇ ПОВЕРХНІ ПОВОРОТОМ ВЕРХНІХ САЛАЗОК СУПОРТА Спосіб застосовують для розточування або точіння конусів невеликої довжини з різним кутом похилу. Довжина обробки гранична довжині пересування верхніх салазок, які встановлюються під кутом похилу конуса. Перевагою способу є широкий діапазон кутів похилу конуса, та обробка внутрішніх і зовнішніх конусів. Недоліком способу є неможливість оброблення довгих конічних поверхонь, оскільки довжина оброблення обмежена довжиною ходу верхніх полозків супорта; ручна подача салазок у зв’язку з цим невисока чистота обробки.
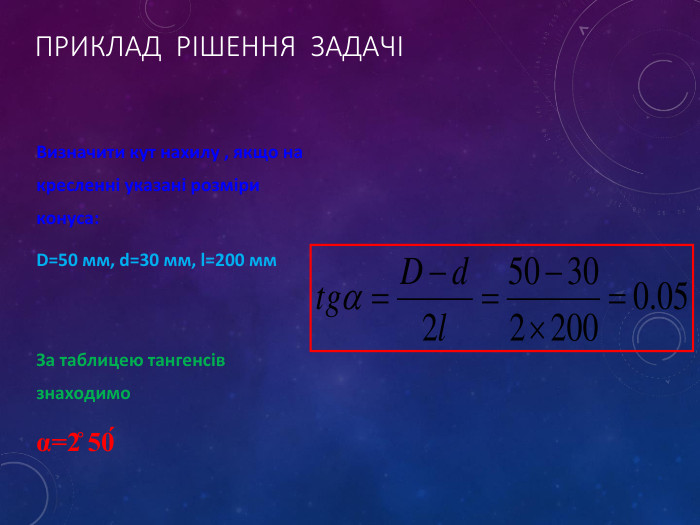
ПРИКЛАД РІШЕННЯ ЗАДАЧІ Визначити кут нахилу , якщо на кресленні указані розміри конуса: D=50 мм, d=30 мм, l=200 мм За таблицею тангенсів знаходимо α=2̊ 50́
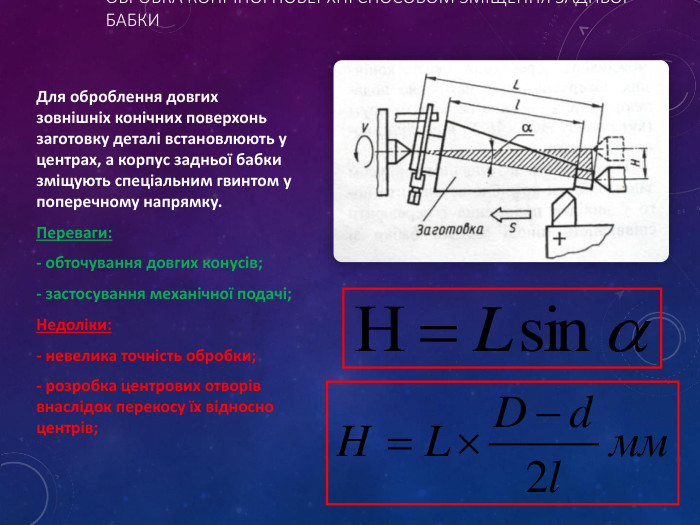
ОБРОБКА КОНІЧНОЇ ПОВЕРХНІ СПОСОБОМ ЗМІЩЕННЯ ЗАДНЬОЇ БАБКИ Для оброблення довгих зовнішніх конічних поверхонь заготовку деталі встановлюють у центрах, а корпус задньої бабки зміщують спеціальним гвинтом у поперечному напрямку. Переваги: - обточування довгих конусів; - застосування механічної подачі; Недоліки: - невелика точність обробки; - розробка центрових отворів внаслідок перекосу їх відносно центрів;
ПРИКЛАД РІШЕННЯ ЗАДАЧІ Визначити величину зміщення задньої бабки, якщо дано: L = 700 мм; D = 70мм; l= 250 мм; d = 60мм;
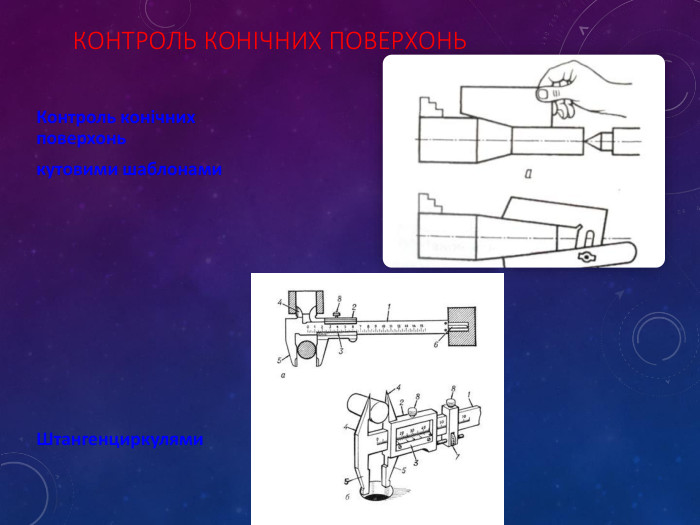
КОНТРОЛЬ КОНІЧНИХ ПОВЕРХОНЬ Контроль конічних поверхонь кутовими шаблонами Штангенциркулями
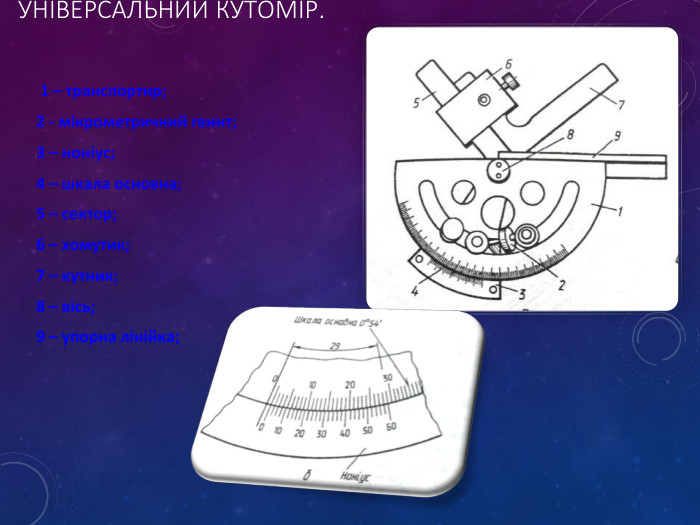
УНІВЕРСАЛЬНИЙ КУТОМІР. 1 – транспортир; 2 - мікрометричний гвинт; 3 – ноніус; 4 – шкала основна; 5 – сектор; 6 – хомутик; 7 – кутник; 8 – вісь; 9 – упорна лінійка;
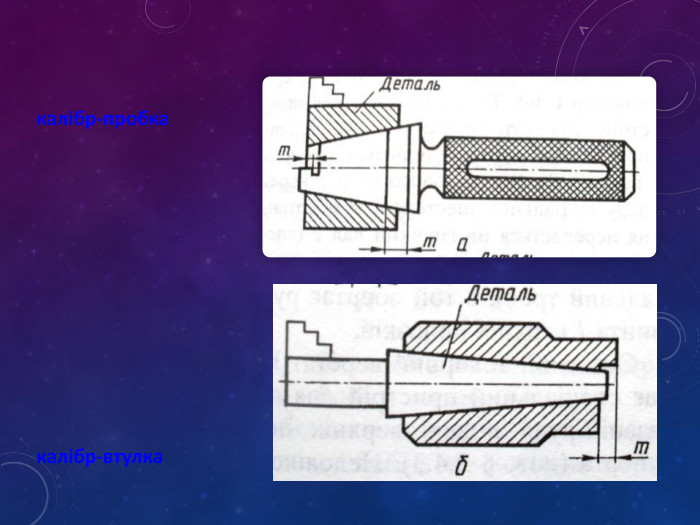
калібр-пробка калібр-втулка
ТИПОВІ ПОМИЛКИ УЧНІВ При обробці конічних поверхонь широким різцем Твірна обробленої конічної поверхні непрямолінійна – ріжуча кромка різця встановлена не прямо. Розміри конічної поверхні мають відхилення від заданих – різець неточно встановлено відносно центра, неточно встановлено поворотну частину супорта. Оброблена поверхня не відповідає заданому класу шорсткості – різець затупився, кріплення заготовки не жорстко.
ТИПОВІ ПОМИЛКИ УЧНІВ При обробці поворотом верхніх салазок супорта Розміри конуса мають відхилення від заданих – контроль обробленої конічної поверхні виконувався неправильно, були помилки при встановленні різця на глибину різання по лімбу, несвоєчасно відводився різець від деталі, неточно встановлено супорт на заданий кут. Непрямолінійна твірна конічної поверхні – слабо зажато різець, ненадійно закріплено фланець верхніх салазок. Недостатня шорсткість конічної поверхні – ріжуча кромка різця затупилась під час роботи, не жорстко закріплена заготовка, ручна подача різця була нерівномірна.
ТИПОВІ ПОМИЛКИ УЧНІВ При обробці конічних поверхонь методом зміщення задньої бабки Розміри обробленої конічної поверхні мають відхилення від заданих – неточно виконувались заміри, допущена помилка при поперечному зміщенні задньої бабки або допущена помилка у розрахунку величини зміщення задньої бабки, слабо закріплено різець. Шорсткість конічної поверхні має відхилення від заданої – подача різця велика і нерівномірна, різець затуплений, встановлений вище центра.
ТЕХНІКА БЕЗПЕКИ Якщо в майстерні бедлам, Немає порядку, дисципліни - Це для НП та травм Дуже вагомі причини. Не підходь до верстата без дозволу. Не можна верстат ні чіпати, ні вмикати Вчитель дасть команду на ввімкнення, Тоді на кнопку можеш натискати! Не дивись у віконні отвори, Не лови ворон, не бий байдики Ти про безпечні прийоми Можеш щось важливе прослухати.
ТЕХНІКА БЕЗПЕКИ Верстат токарний - не іграшка, З-під різця струмує стружка. Від стружки захищай очі – Працювати без окулярів не можна! Стружку не хапай руками, Бережися її, вона З дуже гострими краями І, до того ж, - розжарена!


про публікацію авторської розробки
Додати розробку
