Презентація на тему : "Технологічний процес збирання та зварювання гратових конструкцій"

ТЕХНОЛОГІЧНИЙ ПРОЦЕС ЗБИРАННЯ І ЗВАРЮВАННЯ ГРАТОВИХ КОНСТРУКЦІЙ
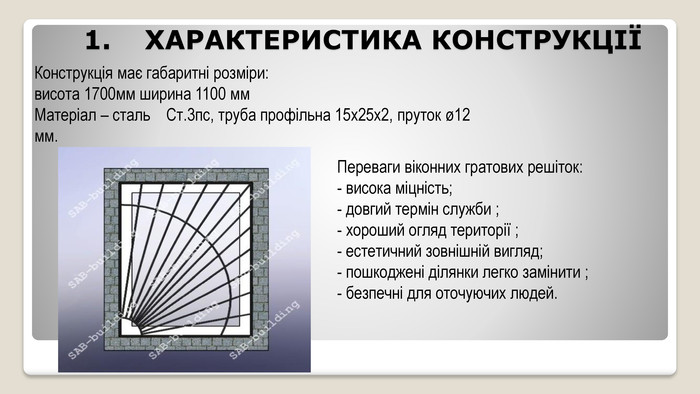
1. ХАРАКТЕРИСТИКА КОНСТРУКЦІЇКонструкція має габаритні розміри: висота 1700мм ширина 1100 мм. Матеріал – сталь Ст.3пс, труба профільна 15х25х2, пруток ø12 мм. Переваги віконних гратових решіток:- висока міцність;- довгий термін служби ;- хороший огляд території ;- естетичний зовнішній вигляд;- пошкоджені ділянки легко замінити ;- безпечні для оточуючих людей.

2. ФІЗИКО-ХІМІЧНІ І МЕХАНІЧНІ ВЛАСТИВОСТІ МАТЕРІАЛУКонструкція виготовлена з сталі Ст.3 пс. Запропонована сталь Ст.3 пс є сталлю вуглецевою, звичайної якості, поставляється з гарантованим хімічним складом. За ступенем розкислення – напівспокійна. Каркас решітки з профільної труби 15х25х2 мм. Перегородки з прутка діаметром 12 мм
2.1. Зварюваність сталіПридатність металів (сплавів) для виготовлення зварних конструкцій завищить від ряду їх властивостей, які зазвичай характеризуються одним терміном - зварюваність Сталі по зварюваності, ділять на чотири групи:1. Добре зварювана - допускається зварювання будь-яким способом, у всіх просторових положеннях;2. Задовільно зварювана - стали дають якісне з'єднання, при позитивних температурах, при відсутності протягів;3. Обмежено зварювана - при зварюванні сталей даної групи потрібно попередній підігрів до температури не менше 1000 С. ;4. Погано зварювані - зварювання вимагає застосування спеціальної технології. Сталь Ст.3 має еквівалентне вміст вуглецю в межах 0,25 % , тому вона ставитися до першої групи зварюваності, при роботі з даною сталлю непотрібно застосування попереднього і супутнього підігріву, подальшої термообробки.

3. ВИБІР СПОСОБУ ЗВАРЮВАННЯ

3.1. Параметри режиму зварювання. Під режимом зварювання розуміють сукупність параметрів, що створюють стійке положення протікання процесу зварювання, при цьому зварне з'єднання виходить якісним і надійним в експлуатації.{5940675 A-B579-460 E-94 D1-54222 C63 F5 DA}Тип і маркаелектрода. Діаметр електрода, мм. Сила зварювального струму, АРід струму, полярність. Напруга на дузі, ВЭ-46, АНО-44160постійний18-23

3.2. Вибір зварювальних матеріалів. Зварювальні електроди АНО- 4 з рутил – целюлозним покриттям. Електроди марки АНО-4 забезпечують легке запалювання дуги, дрібнолускате формування металу шва, легку або мимовільно відділення шлакової корки

3.3. Вибір зварювального обладнанняІнвертор Атом I-250 D забезпечує:високу якість зварних швів;мінімальне розбризкування металу;мінімальний струм споживання при коротких замиканнях;перешкодозахищеність, що виключає вплив працюючого зварювального апарату на інші енергоспоживачі;

4. ІНСТРУМЕНТИ І ПРИСТОСУВАННЯСталева дротяна щітка Електродотримач Щітки й маски Шаблони. Молоток-зубило.

5. ТЕХНОЛОГІЧНИЙ ПРОЦЕС СКЛАДАННЯ І ЗВАРЮВАННЯ КОНСТРУКЦІЇ

6.
7. ОХОРОНА ПРАЦІ





про публікацію авторської розробки
Додати розробку