Презентація "Обпилювання металу"

ДНЗ «Запорізький правобережний професійний Ліцей»Тема: ОБПИЛЮВАННЯ МЕТАЛУРозробив викладач вищої категорії: Костенко Ірина Анатоліївна. Запоріжжя, 2021
План{5 C22544 A-7 EE6-4342-B048-85 BDC9 FD1 C3 A}1. Вибір напилків. 2. Методи обпилювання.3. Догляд за напилками. Правила безпеки під час обпилювання. Дефекти при опилюванні4. Практична робота № 5. Обпилювання металу
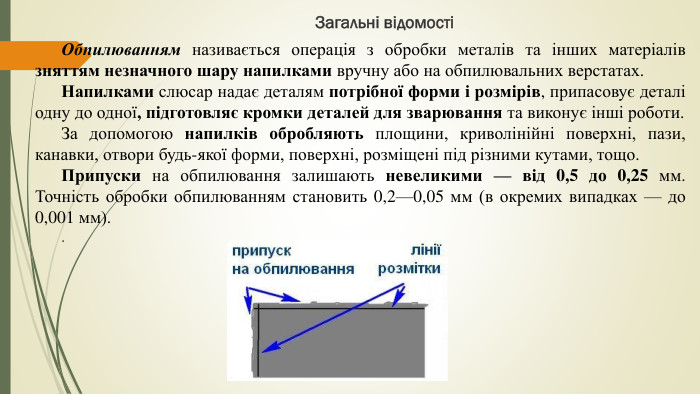
Загальні відомостіОбпилюванням називається операція з обробки металів та інших матеріалів зняттям незначного шару напилками вручну або на обпилювальних верстатах. Напилками слюсар надає деталям потрібної форми і розмірів, припасовує деталі одну до одної, підготовляє кромки деталей для зварювання та виконує інші роботи. За допомогою напилків обробляють площини, криволінійні поверхні, пази, канавки, отвори будь-якої форми, поверхні, розміщені під різними кутами, тощо. Припуски на обпилювання залишають невеликими — від 0,5 до 0,25 мм. Точність обробки обпилюванням становить 0,2—0,05 мм (в окремих випадках — до 0,001 мм)..
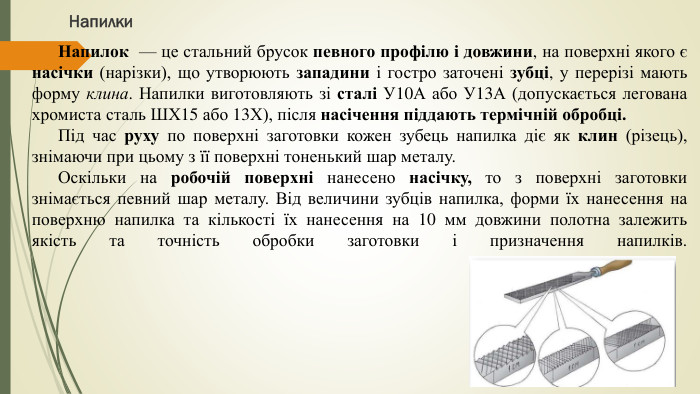
Напилки. Напилок — це стальний брусок певного профілю і довжини, на поверхні якого є насічки (нарізки), що утворюють западини і гостро заточені зубці, у перерізі мають форму клина. Напилки виготовляють зі сталі У10 А або У13 А (допускається легована хромиста сталь ШХ15 або 13 Х), після насічення піддають термічній обробці. Під час руху по поверхні заготовки кожен зубець напилка діє як клин (різець), знімаючи при цьому з її поверхні тоненький шар металу. Оскільки на робочій поверхні нанесено насічку, то з поверхні заготовки знімається певний шар металу. Від величини зубців напилка, форми їх нанесення на поверхню напилка та кількості їх нанесення на 10 мм довжини полотна залежить якість та точність обробки заготовки і призначення напилків.
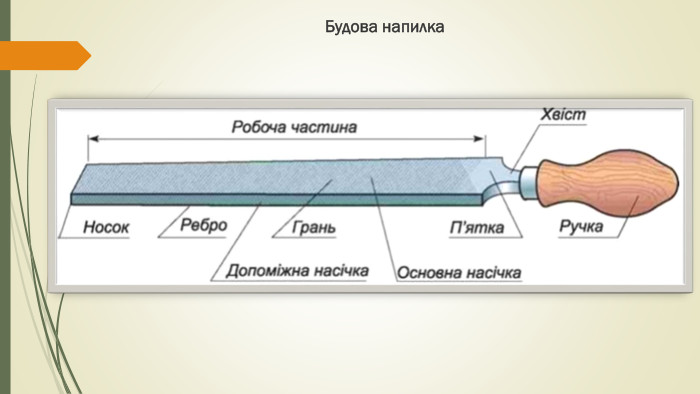
Будова напилка
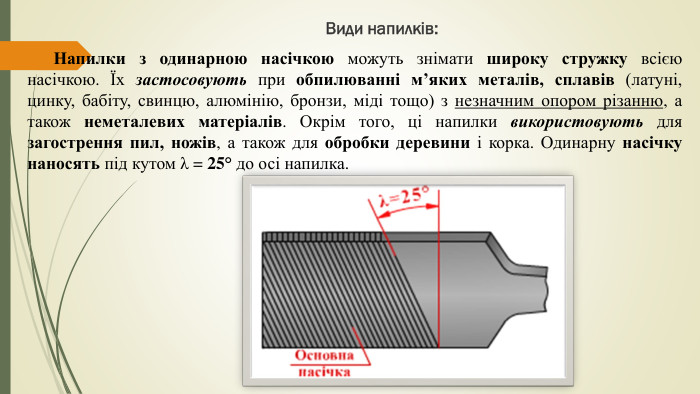
Види напилків: Напилки з одинарною насічкою можуть знімати широку стружку всією насічкою. Їх застосовують при обпилюванні м’яких металів, сплавів (латуні, цинку, бабіту, свинцю, алюмінію, бронзи, міді тощо) з незначним опором різанню, а також неметалевих матеріалів. Окрім того, ці напилки використовують для загострення пил, ножів, а також для обробки деревини і корка. Одинарну насічку наносять під кутом λ = 25° до осі напилка.
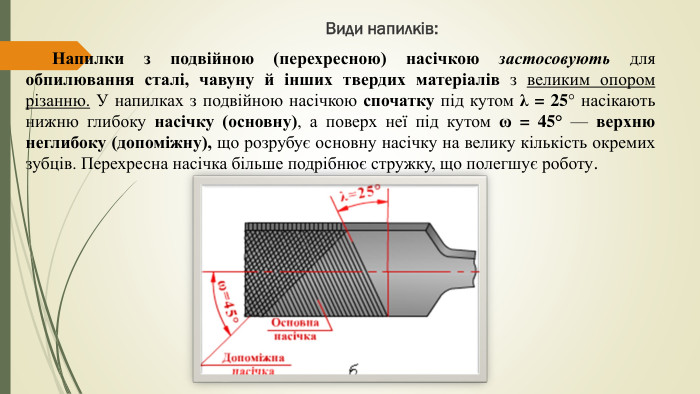
Види напилків: Напилки з подвійною (перехресною) насічкою застосовують для обпилювання сталі, чавуну й інших твердих матеріалів з великим опором різанню. У напилках з подвійною насічкою спочатку під кутом λ = 25° насікають нижню глибоку насічку (основну), а поверх неї під кутом ω = 45° — верхню неглибоку (допоміжну), що розрубує основну насічку на велику кількість окремих зубців. Перехресна насічка більше подрібнює стружку, що полегшує роботу.
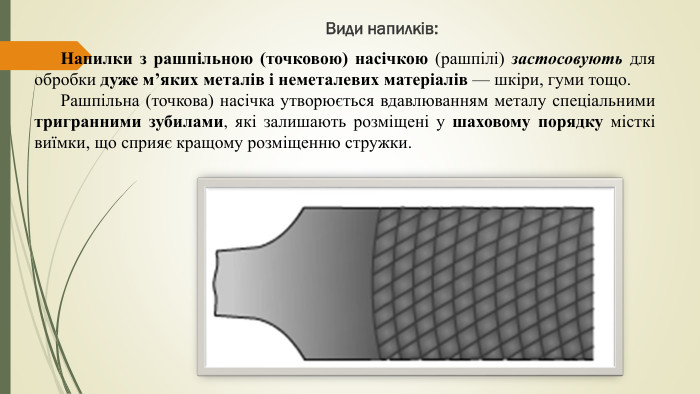
Види напилків: Напилки з рашпільною (точковою) насічкою (рашпілі) застосовують для обробки дуже м’яких металів і неметалевих матеріалів — шкіри, гуми тощо. Рашпільна (точкова) насічка утворюється вдавлюванням металу спеціальними тригранними зубилами, які залишають розміщені у шаховому порядку місткі виїмки, що сприяє кращому розміщенню стружки.
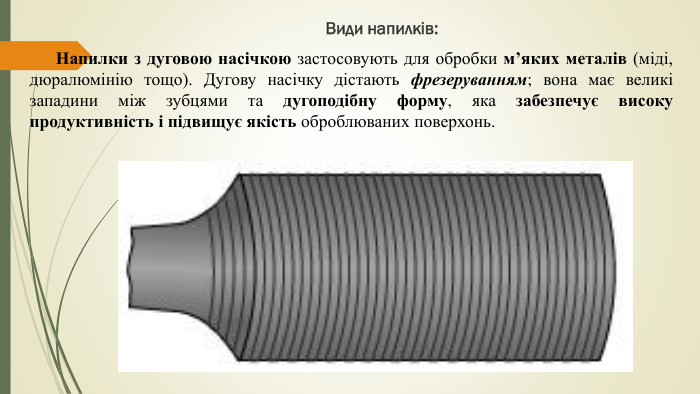
Види напилків: Напилки з дуговою насічкою застосовують для обробки м’яких металів (міді, дюралюмінію тощо). Дугову насічку дістають фрезеруванням; вона має великі западини між зубцями та дугоподібну форму, яка забезпечує високу продуктивність і підвищує якість оброблюваних поверхонь.

Класифікація напилків: За призначенням напилки поділяють на такі групи: загального призначення; спеціального призначення; надфілі; рашпілі; машинні.
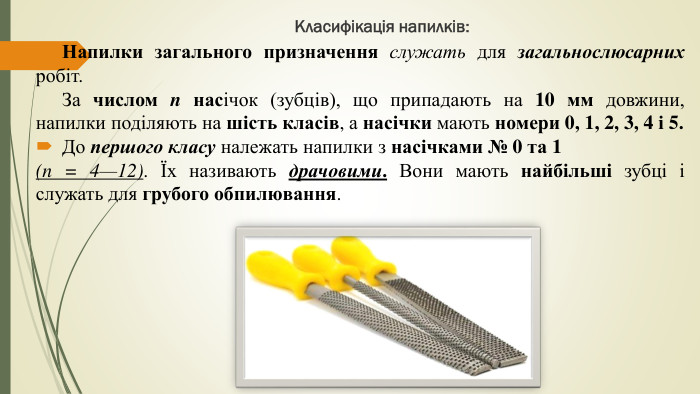
Класифікація напилків: Напилки загального призначення служать для загальнослюсарних робіт. За числом n насічок (зубців), що припадають на 10 мм довжини, напилки поділяють на шість класів, а насічки мають номери 0, 1, 2, 3, 4 і 5. До першого класу належать напилки з насічками № 0 та 1 (n = 4—12). Їх називають драчовими. Вони мають найбільші зубці і служать для грубого обпилювання.

Класифікація напилків: До другого класу належать напилки з насічками № 2 і 3 (n = 13—24). Їх називають лицьовими і застосовують для чистого обпилювання.

Класифікація напилків: До третього, четвертого, п’ятого і шостого класів належать напилки з насічками № 4 і 5 (n ≥ 28). Їх називають бархатними і застосовують для остаточної обробки і доведення поверхонь до чистого стану.
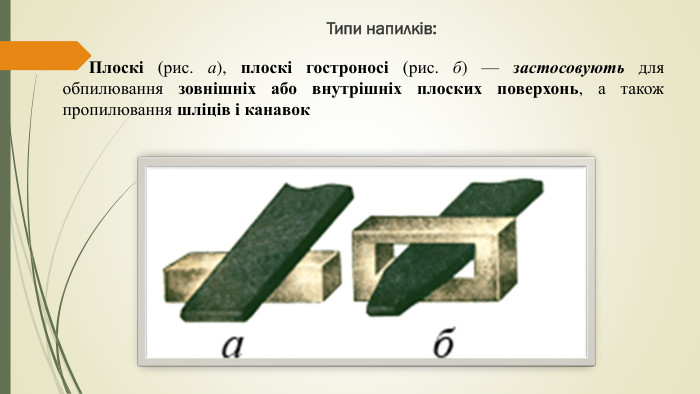
Типи напилків: Плоскі (рис. а), плоскі гостроносі (рис. б) — застосовують для обпилювання зовнішніх або внутрішніх плоских поверхонь, а також пропилювання шліців і канавок
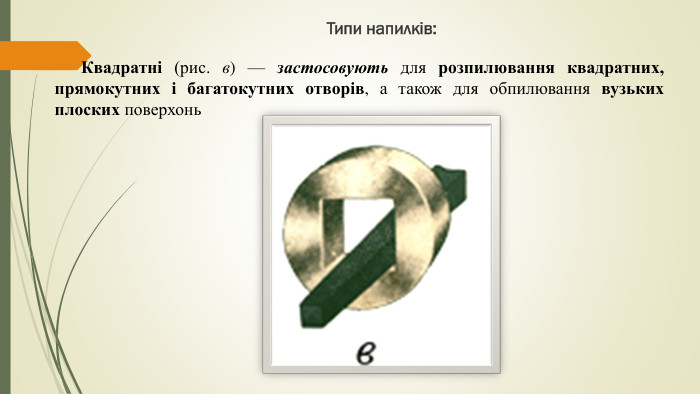
Типи напилків: Квадратні (рис. в) — застосовують для розпилювання квадратних, прямокутних і багатокутних отворів, а також для обпилювання вузьких плоских поверхонь
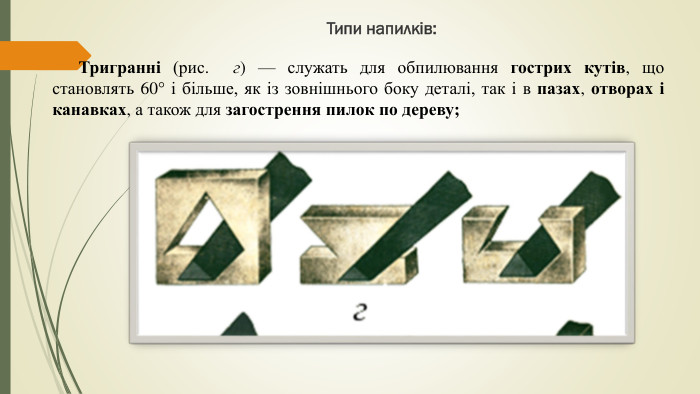
Типи напилків: Тригранні (рис. г) — служать для обпилювання гострих кутів, що становлять 60° і більше, як із зовнішнього боку деталі, так і в пазах, отворах і канавках, а також для загострення пилок по дереву;
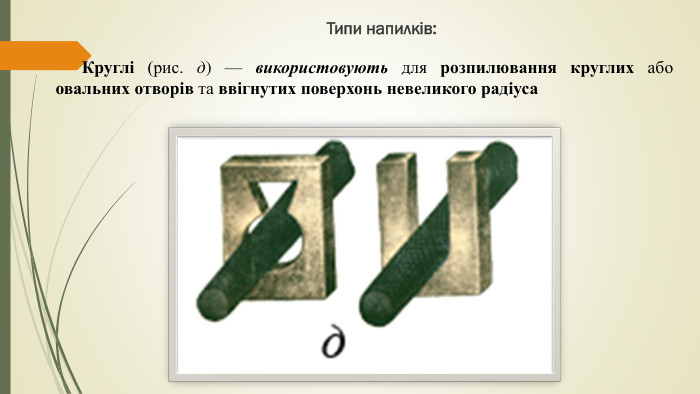
Типи напилків: Круглі (рис. д) — використовують для розпилювання круглих або овальних отворів та ввігнутих поверхонь невеликого радіуса
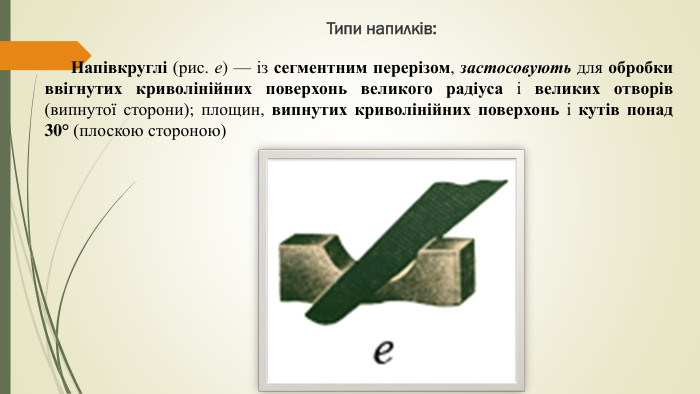
Типи напилків: Напівкруглі (рис. е) — із сегментним перерізом, застосовують для обробки ввігнутих криволінійних поверхонь великого радіуса і великих отворів (випнутої сторони); площин, випнутих криволінійних поверхонь і кутів понад 30° (плоскою стороною)
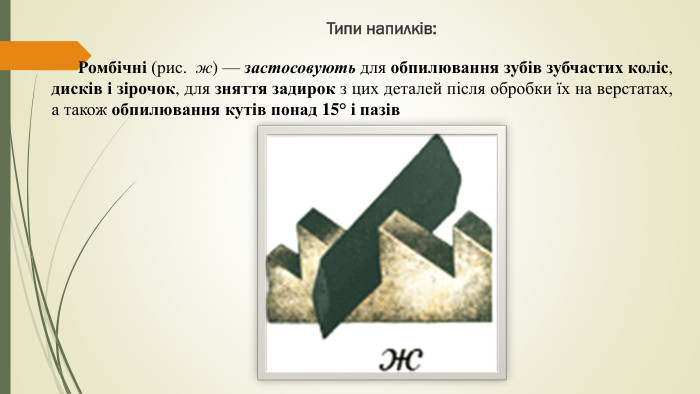
Типи напилків: Ромбічні (рис. ж) — застосовують для обпилювання зубів зубчастих коліс, дисків і зірочок, для зняття задирок з цих деталей після обробки їх на верстатах, а також обпилювання кутів понад 15° і пазів
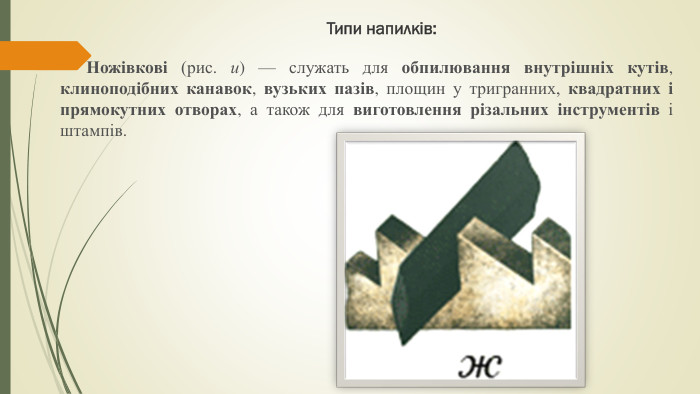
Типи напилків: Ножівкові (рис. и) — служать для обпилювання внутрішніх кутів, клиноподібних канавок, вузьких пазів, площин у тригранних, квадратних і прямокутних отворах, а також для виготовлення різальних інструментів і штампів.
Типи напилків: Напилки для обробки виробів з легких сплавів і неметалевих матеріалів. Напилки загального призначення, що застосовуються при обробці виробів з легких і м’яких сплавів (алюмінію, дюралюмінію, міді, бабіту, свинцю) і неметалевих матеріалів (пластмаси, гетинаксу, текстоліту, органічного скла, деревини, гуми тощо), мають дрібну насічку, тому при роботі швидко забиваються стружкою і виходять з ладу. Застосовують напилки зі спеціальною державкою, що дає змогу запобігти зазначеним недолікам. Напилки мають розміри 4 × 40 × 360 мм і насічку у вигляді дугових канавок для виходу стружки при значно збільшеному крокові порівняно з драчовими напилками загального призначення. Продуктивність роботи такими напилками підвищується у 2—3 рази.
Типи напилків: Таровані напилки застосовують в усіх випадках, коли потрібно перевіряти твердість у малодоступних для алмазного наконечника приладу частинах виробу (бічний профіль зуба зубчастого колеса, різальні леза фрези тощо) і безпосередньо в цеху біля робочого місця терміста. Напилки таруються на певну твердість залежно від твердості виробу. Вони відрізняються від відповідних нормалізованих напилків підвищеною і стабільною якістю.
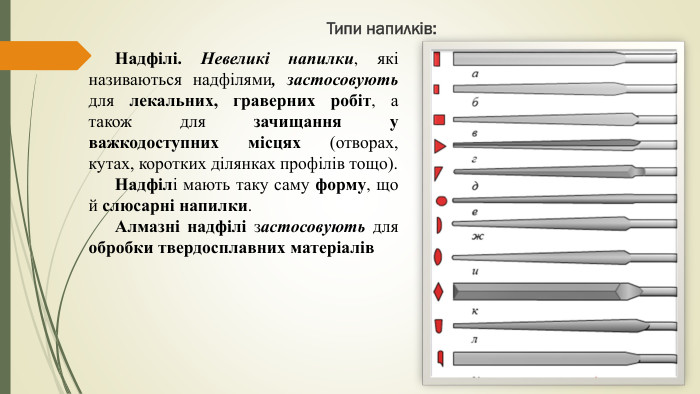
Типи напилків: Надфілі. Невеликі напилки, які називаються надфілями, застосовують для лекальних, граверних робіт, а також для зачищання у важкодоступних місцях (отворах, кутах, коротких ділянках профілів тощо). Надфілі мають таку саму форму, що й слюсарні напилки. Алмазні надфілі застосовують для обробки твердосплавних матеріалів
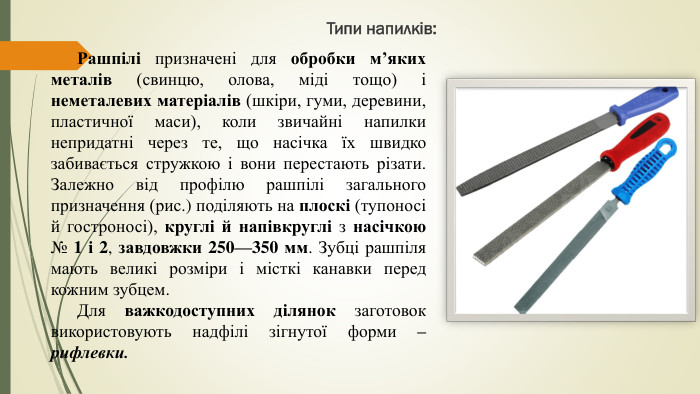
Типи напилків: Рашпілі призначені для обробки м’яких металів (свинцю, олова, міді тощо) і неметалевих матеріалів (шкіри, гуми, деревини, пластичної маси), коли звичайні напилки непридатні через те, що насічка їх швидко забивається стружкою і вони перестають різати. Залежно від профілю рашпілі загального призначення (рис.) поділяють на плоскі (тупоносі й гостроносі), круглі й напівкруглі з насічкою № 1 і 2, завдовжки 250—350 мм. Зубці рашпіля мають великі розміри і місткі канавки перед кожним зубцем. Для важкодоступних ділянок заготовок використовують надфілі зігнутої форми – рифлевки.
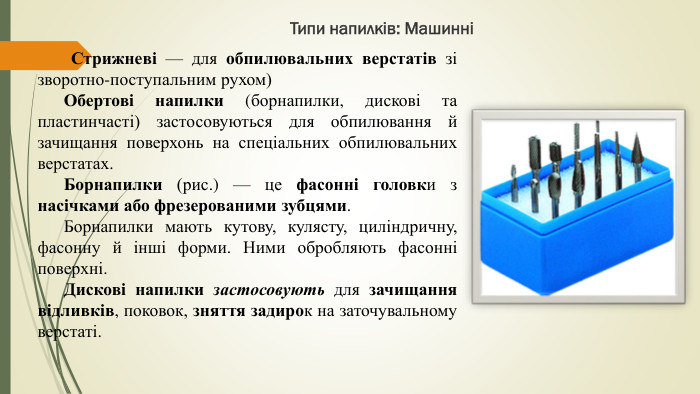
Типи напилків: Машинні Стрижневі — для обпилювальних верстатів зі зворотно-поступальним рухом) Обертові напилки (борнапилки, дискові та пластинчасті) застосовуються для обпилювання й зачищання поверхонь на спеціальних обпилювальних верстатах. Борнапилки (рис.) — це фасонні головки з насічками або фрезерованими зубцями. Борнапилки мають кутову, кулясту, циліндричну, фасонну й інші форми. Ними обробляють фасонні поверхні. Дискові напилки застосовують для зачищання відливків, поковок, зняття задирок на заточувальному верстаті.
Тест. Обпилювання це- А) операція, при якій з поверхні знімають напилком шар металу;Б) операція, при якій з поверхні деталі знімають зубилом шар металу;В) операція, при якій з поверхні деталі знімають ножівко шар металу;Г) усі відповіді правильні.2. Для обпилювання використовують такі інструменти: А) зубило, крейцмесель;Б) слюсарна ножівка;В) пилка;Г) напилки.3. Для обпилювання важкодоступних ділянок заготовок використовують: А) крейцмесель;Б) лобзик;В) рифлевки;Г) надфілі.4. За формою поперечного перерізу напилки поділяють на: А) плоскі, квадратні;Б) триграні та ромбічні;В) круглі і напівкруглі;Г) усі відповіді правильні.5. Драчеві напилки застосовують: А) для грубої обробки;Б) для остаточного обпилювання;В) для точних робіт;Г) немає правильної відповіді.
Відповіді на тест{F5 AB1 C69-6 EDB-4 FF4-983 F-18 BD219 EF322}12345 АГВГА
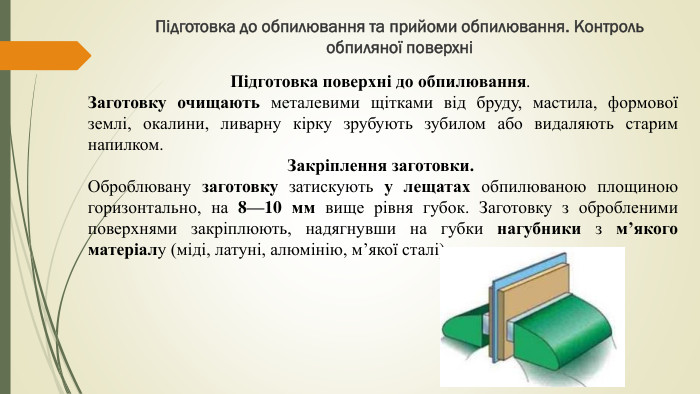
Підготовка до обпилювання та прийоми обпилювання. Контроль обпиляної поверхніПідготовка поверхні до обпилювання. Заготовку очищають металевими щітками від бруду, мастила, формової землі, окалини, ливарну кірку зрубують зубилом або видаляють старим напилком. Закріплення заготовки. Оброблювану заготовку затискують у лещатах обпилюваною площиною горизонтально, на 8—10 мм вище рівня губок. Заготовку з обробленими поверхнями закріплюють, надягнувши на губки нагубники з м’якого матеріалу (міді, латуні, алюмінію, м’якої сталі).
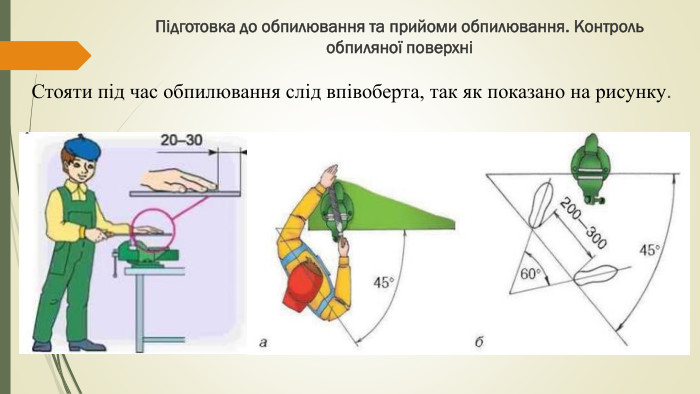
Підготовка до обпилювання та прийоми обпилювання. Контроль обпиляної поверхніСтояти під час обпилювання слід впівоберта, так як показано на рисунку.

Утримання напилкаа –правою рукою; б-лівою рукою
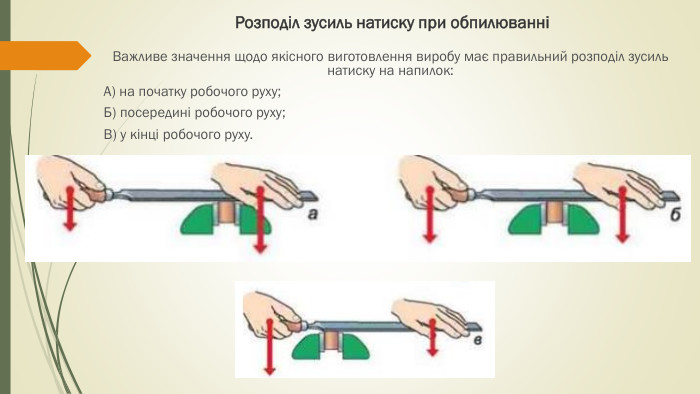
Розподіл зусиль натиску при обпилюванніВажливе значення щодо якісного виготовлення виробу має правильний розподіл зусиль натиску на напилок: А) на початку робочого руху;Б) посередині робочого руху;В) у кінці робочого руху.
Рукоятка напилків. Щоб було зручно тримати напилок під час роботи, на його хвостовик насаджують рукоятку, виготовлену з клена, ясена, берези, липи або пресованого паперу (останній краще, оскільки не розколюється). Поверхня рукоятки має бути гладенькою, відполірованою, а довжина — відповідати розмірам напилка. Розміри рукояток подано в довідниках. Діаметр отвору рукоятки не слід робити більшим за ширину середньої частини хвостовика напилка, а глибина отвору має відповідати довжині хвостовика. Отвір для напилка просвердлюють. Щоб рукоятка не розколювалася, на її кінець насаджують стальне кільце.

Рукоятка напилків. Для насаджування напилка його хвостовик вставляють в отвір рукоятки і, тримаючи напилок за насічену частину правою рукою, не дуже сильно ударяють головкою рукоятки об верстак (рис. а) або молотком по рукоятці (рис. б).

Рукоятка напилків. Щоб зняти рукоятку з напилка, її міцно охоплюють лівою рукою, а правою молотком наносять два-три несильних удари по верхньому краю кільця, після чого напилок легко виходить з отвору. Зняти рукоятку з напилка можна також за допомогою лещат (рис. в).
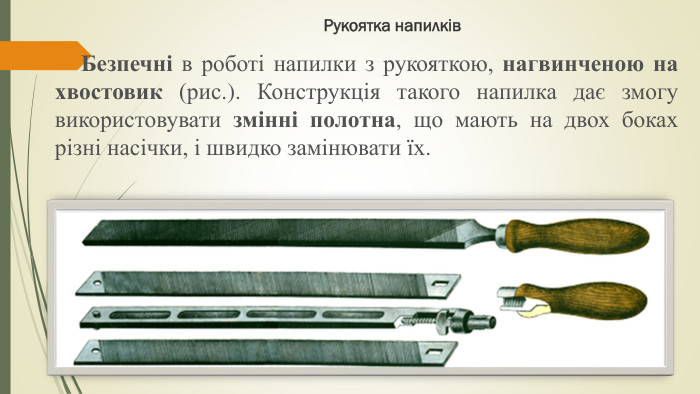
Рукоятка напилків. Безпечні в роботі напилки з рукояткою, нагвинченою на хвостовик (рис.). Конструкція такого напилка дає змогу використовувати змінні полотна, що мають на двох боках різні насічки, і швидко замінювати їх.
Догляд за напилкамиоберігати напилки навіть від незначних ударів, які можуть пошкодити зубці; зберігати напилки на дерев’яних підставках у положенні, яке виключає доторкання їх між собою;для захисту від корозії не допускати попадання на них вологи; темний колір свідчить, що напилок окислився або погано загартований (нові напилки мають світло-сірий колір);оберігати напилки від забруднення мастилом і наждачним пилом; замащені напилки не ріжуть, а ковзають, тому не слід протирати їх рукою, оскільки на руці завжди є жирова плівка; наждачний пил забиває западини зубців, тому напилок погано ріже;для захисту від забивання стружкою м’яких і в’язких металів напилки перед роботою натирають крейдою;
Догляд за напилкамидля уникнення передчасного спрацювання напилків перед обпилюванням заготовок, поверхні яких покриті іржею, останню слід видалити механічним способом — за допомогою металевих щіток або спеціальної шліфувальної машинки;застосовувати напилки лише за призначенням;новим напилком краще оброблювати спочатку м’які метали, а після деякого затуплення — тверді; це подовжує строк експлуатації напилка;періодично очищати напилок від стружки; час від часу постукувати носком напилка об верстак для очищення його від ошурків.
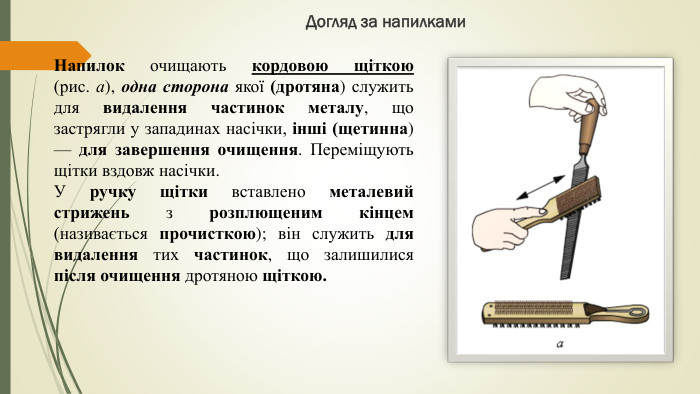
Догляд за напилками. Напилок очищають кордовою щіткою (рис. а), одна сторона якої (дротяна) служить для видалення частинок металу, що застрягли у западинах насічки, інші (щетинна) — для завершення очищення. Переміщують щітки вздовж насічки. У ручку щітки вставлено металевий стрижень з розплющеним кінцем (називається прочисткою); він служить для видалення тих частинок, що залишилися після очищення дротяною щіткою.

Догляд за напилками. Якщо немає щіток, то зубці напилка очищають також спеціальними скребками з алюмінію, латуні або іншого м’якого металу (рис. б). Твердий стальний чи мідний дріт для цього не використовують, оскільки перший псує насічку, а другий обміднює зубці. Замащені напилки чистять спочатку шматком березового вугілля (вздовж рядів насічки), а потім щіткою. Сильно замащені напилки миють у гасі або бензині.
Дефекти. Найчастішими дефектами при обпилюванні є такі:нерівності поверхонь (горби) і завали країв заготовки як результат невміння користуватися напилком;вм’ятини або пошкодження поверхні заготовки у результаті неправильного затискування її у лещатах;неточність розмірів обпиляної заготовки внаслідок неправильного розмічання, зняття надто великого або малого шару металу, а також неправильності вимірювання або неточності вимірювального інструмента;задири, подряпини на поверхні деталі, що виникають у результаті недбалої роботи і застосування неправильно дібраного напилка.
Безпека праці. При обпилювальних роботах слід виконувати такі вимоги безпеки:при обпилюванні заготовок з гострими краями не можна підгинати пальці лівої руки під напилок при зворотному ході;стружку, що утворюється в процесі обпилювання, слід змітати з верстата волосяною щіткою; категорично заборонено скидати стружку голими руками, здувати її або видаляти стиснутим повітрям;при роботі слід користуватися лише напилками з міцно насадженими рукоятками; забороняється працювати напилками без рукояток або напилками з надтріснутими, розколотими рукоятками.
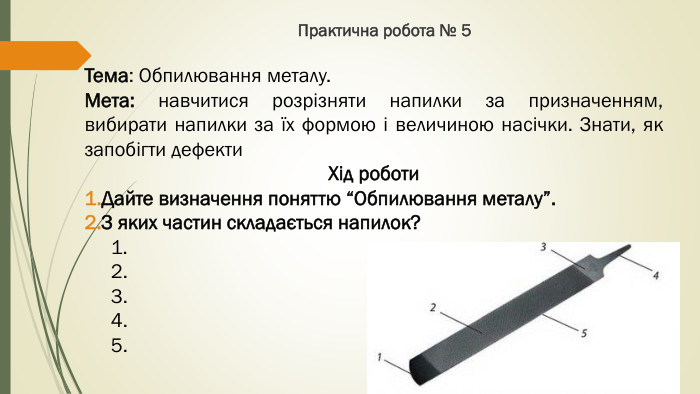
Практична робота № 5 Тема: Обпилювання металу. Мета: навчитися розрізняти напилки за призначенням, вибирати напилки за їх формою і величиною насічки. Знати, як запобігти дефекти. Хід роботи. Дайте визначення поняттю “Обпилювання металу”. З яких частин складається напилок?1.2.3.4.5.

Практична робота № 53. Зазначити тип напилка, який застосовується при обпилюванні: МідіЧавуна. ЛатуніБронзи. СталіДюралюмінію4. Вкажіть тип напилка1.2.3.4.5.6.7.8.
Практична робота № 55. Як запобігти дефектам при обпилюванні металу:криволінійна поверхня деталі, яка не відповідає шаблону;плоскі поверхні не паралельні;завалена передня частина плоскої поверхні;завалена задня частина плоскої поверхні. Висновок:
https://www.znanius.com/2609.htmlhttps://disted.edu.vn.ua/courses/learn/1672http://brodypk.at.ua/navch-met/kr/obpiljuvannja_metalu_i_drotu.pdf
Домашнє завдання. ЗАВДАННЯ: Переглянути теоретичний матеріал стор. 28-32 за посиланням https://lib.imzo.gov.ua/wa-data/public/site/books2/pidrucnnyky-posibnyky-profosvita/slusarna-sprava-Popov.pdf. Скласти конспект.

про публікацію авторської розробки
Додати розробку