Розробка уроку з предмета "Технологія зварювальних робіт"
Тема: Техніка напівавтоматичного зварювання в захисних газах стикових і кутових швів.
Мета: а) засвоїти техніку напівавтоматичного зварювання в захисних газах стикових і кутових швів; б) розвиваюча: розвивати навички аналізу інформації, увагу, вміння виражати професійними термінами свою уяву про виявлений дефект; в) виховна: виховувати у учнів почуття відповідальності за результати колективної праці та взаємопідтримки.
Тип заняття: комбінований.
Форма організації: групова.
Навчально-матеріальне забезпечення: опорний конспект уроку, креслення, ППЗ.
Міжпредметні зв’язки : креслення, матеріалознавство, електротехніка.
ХІД УРОКУ.
І. Організаційна частина.
- перевірка наявності учнів
- перевірка готовності учнів до уроку
ІІ. Перевірка домашнього завдання.
ІІІ. Актуалізація опорних знань учнів. 1. Повідомлення теми уроку. 2. Цільова установка уроку. 3. Презентація про види захисних газів.
ІV.Усвідомлення і осмислення техніки напівавтоматичного зварювання в захисних газах кутових та стикових швів. 1. Переваги напівавтоматичного зварювання в захисних газах. 2. Читання креслення виробу. 3. Режими зварювання. 4. Техніка зварювання виробу. 5. Робота з опорним конспектом.
V. Закріплення нового матеріалу: Розібрання креслення виробу та підбір режимів та техніки зварювання.
VI. Підведення підсумків.
VII. Домашнє завдання.
Конспект до уроку
Організаційна частина Перевірка домашнього завдання.
На попередньому уроці ми з вами вивчали тему: «Захисні гази та їх суміші» і вам потрібно було опрацювати запитання по даній темі. Творча група повинна була підготувати презентацію за даними їм питаннями.
Актуалізація опорних знань учнів.
На попередніх уроках ми вивчали електродугове зварювання з використанням трансформаторів, перетворювачів, випрямлячів та агрегатів. Але зварювання даними джерелами живлення має ряд недоліків.Таких як:
Велике шлакування;
Мала швидкість зварювання;
Великий прогрів зварювального металу;
Великий катет шва;
Велике розбризкування металу;
Значні деформації.
Більш ефективним є напівавтоматичне зварювання в захисному газі. Напівавтоматичне зварювання є найбільш продуктивним видом дугового зварювання. Напівавтомати можуть використовуватися для зварювання як у невеликих автомайстернях, так і на великих заводах і підприємствах. Фірмипостійно оновлюють модельний ряд і вдосконалює складні процеси зварювання-паяння, імпульсного зварювання, зварювання алюмінію й інших сплавів. Різна модифікація напівавтоматів дозволяє застосовувати їх для різних видів робіт.
Отже темою уроку буде «Техніка напівавтоматичного зварювання в захисних газах стикових і кутових швів». Будь ласка відкрийте свої зошити, запишіть число та тему уроку.
Усвідомлення і осмислення техніки напівавтоматичного зварювання в захисних газах кутових та стикових швів.
Розглянемо переваги напівавтоматичного зварювання в захисному газі порівняно із простим дуговим зварюванням:
- Полегшення праці зварника.
- Підвищення продуктивності у 5-10 разів, а при зварюванні на великих струмах – у 10-20 разів.
- Висока якість і добре формування швів; шви мають велику міцність, пластичність і ударну в’язкість.
- Вельми малі вигар і розбризкування, що складають усього 1-3% від маси електродного дроту.
- Можливість зварювання металів значної товщини (до 20 мм) без оброблення кромок.
- Малі витрати зварювального дроту й електроенергії та низька загальна вартість зварювання.
І. Щобвивчити техніку напівавтоматичного зварювання потрібно знати з чого починається виготовлення будь якого виробу.
1. А з чого починається виготовлення будь якого зварювального виробу? З’ясуємо техніку зварювання на конкретному випадку. А для цього нам необхідно прочитати креслення даного виробу.
2. Отже, що зображено на кресленні?
Даний каркас буде служити столом для зварювання.
3. Скільки зображень містить креслення каркасу?
4. Які це саме креслення?
5. Із скількох деталей складається каркас?
6. Які саме це деталі?
7. Які розміри планки?
8. Які використовуються кутники?
9. Які розміри даного кутника?
10. Яка висота столу?
11. Яка довжина столу?
12. Яка ширина столу?
13. Які виконуються шви?
Так, як для виготовлення виробу будемо використовувати низько вуглецеву сталь Ст3, то потрібно згадати, які ж особливості її зварювання?
ІІ.Так, як для виготовлення виробу необхідно використовувати кутові та стикові шви, то нам необхідно розглянути режими зварювання для даних швів.
У кожного з вас на парті, лежить таблиця з режимами напівавтоматичного зварювання у вуглекислому газі. Давайте разом оберемо режими зварювання для сталі товщиною 3мм.
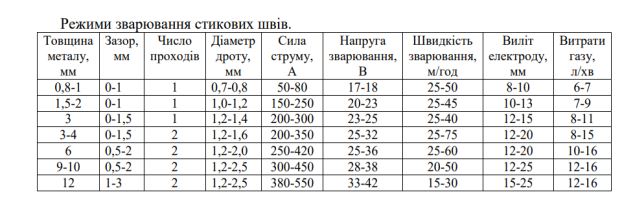
1. Отже який необхідно виконати зазор між зварювальними деталями для товщини металу у 3мм?
2. Скільки виконуємо проходів?
3. Яким обираємо діаметр зварювального дроту?
4. Яку обираємо силу зварювального струму?
5. Яку обираємо напругу зварювання?
6. Із якою швидкістю будемо виконувати зварювання?
7. Скільки буде становити виліт електрода?
8. Які обираємо витрати газу?
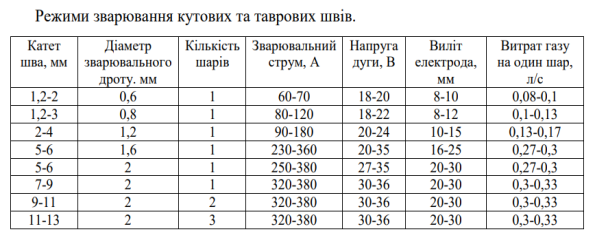
Отже з режимами для стикових швів ми з’ясували. Давайте з’ясуємо, які ж режими зварювання необхідно обрати для зварювання кутових швів при використанні деталей з товщиною у 3мм.
1. Якою висотою необхідно виконати катет шва?
2. Яким діаметром обираємо зварювальний дріт?
3. Скільки виконуємо шарів?
4. Яку вибираємо силузварювального струму?
5. Яку обираємо напругу зварювання?
6. Скільки буде становити виліт електрода?
7. Які обираємо витрати газу на 1 шар?
8. У яких просторових положеннях можна виконувати зварювання даних швів? 9. Що необхідно зробити на робочому місці, перш ніж виконувати зварювання?
1) Скажіть будь ласка, що потрібно зробити, щоб підготувати робоче місце до зварювання?
2) Скажіть будь ласка як підготувати робоче місце до зварювання?
3) Як правильно підготувати напівавтомат до зварювання?
Усвідомлення і осмислення техніки напівавтоматичного зварювання в захисних газах кутових та стикових швів.
Зварювання здійснюють при живленні дуги постійним струмом зворотної полярності.Джерелами живлення дуги постійним струмом служать зварювальні випрямлячі з жорсткою зовнішньою або універсальною характеристиками. Листовий матеріал з вуглецевих і низьколегованих сталей успішно зварюють у вуглекислому газі.
Листи завтовшки 0,6—1,0 мм зварюють з відбортуванням кромок. Допускається також зварювання без відбортування, але із зазором між кромками не більше 0,3—0,5 мм. Листи завтовшки 1,0— 8,0 мм зварюють без оброблення кромок, при цьому зазор між зварюваними кромками не має перевищувати 1 мм. Листи завтовшки 8—12 мм зварюють V-подібним швом, а при великій товщині — Х-подібним швом.
Перед зварюванням кромки виробу мають бути ретельно очищені від бруду, фарби, оксидів і окалини. Якнайкращі результати дає зварювання при великій щільності струму, що забезпечує стійкіше горіння дуги, високу продуктивність процесу і зниження втрат металу на розбризкування. Для цього при зварюванні у вуглекислому газі застосовують електродний дріт діаметром 0,5—2,0 мм і виконують зварювання при щільності струму не менше 80 А/мм2 . Зварювальний дріт застосовується з низьковуглецевої сталі з підвищеним умістом кремнію і марганцю марки Св-08ГС, Св-08Г2С. Поверхня дроту має бути чистою від мастила, антикорозійних покриттів, іржі і забруднень, що порушують стійкість режиму зварювання.
Напівавтоматичне зварювання можна вести кутом уперед, пересуваючи пальник справа наліво, і кутом назад, пересуваючи пальник зліва направо. При зварюванні кутом уперед глибина проплавлення менша, вал, що наплавляється, виходить широкий. Такий метод застосовують при зварюванні тонкостінних виробів і при зварюванні сталей, схильних до появи гартівних структур. При зварюванні кутом назад глибина проплавлення більша, а ширина валу дещо зменшується. Кут нахилу пальника щодо вертикальної осі складає 5—15°. Перед початком зварювання слід відрегулювати витрату вуглекислого газу і лише через 30—40 секунд порушити дугу і приступити до зварювання. Це необхідно, щоб газ витіснив повітря з шлангів і каналів зварювального пальника
У процесі зварювання електрода забезпечується такий рух, щоб вийшло добре заповнення металом оброблених зварюваних кромок і задовільне формування валу, що наплавлявся. Рекомендується для зниження небезпеки утворення тріщин перший шар зварювати при малому зварювальному струмі. Закінчувати шов слід заповненням кратера металом. Потім припиняється подача електродного дроту, і струм вимикається. Подача газу на заварений кратер триває до повного твердіння металу.
При зварюванні у вуглекислому газі слід пам'ятати про отруйну дію оксиду вуглецю, що виділяється. Тому при зварюванні в резервуарах і закритих приміщеннях необхідно забезпечити добру вентиляцію.
Закріплення нового матеріалу.
Для закріплення вивченого матеріалу розглянемо виготовлення іншого виробу. А саме, виготовимо до нашого зварювального столу ящик для відходів з електродів.
1. З чого ви почнете? (З читання креслення)
2. Прочитаймо креслення даного виробу.
3. Які особливості зварювання даної сталі? (Добре зварювана сталь, не потребує термічної обробки).
4. Оберіть режими зварювання для даної сталі. У яких просторових положеннях можна виконувати зварювання даних швів? (Зварювання швів можна виконувати у всіх просторових положеннях).
5. Оберіть техніку напівавтоматичного зварювання даного виробу.
Домашнє завдання.
Параграф подивитися в підручнику. За параграфом скласти опорний конспект. Приклад опорного конспекту я вам даю, а вам необхідно скласти розширений конспект.

про публікацію авторської розробки
Додати розробку