Урок 6. Розточування
Тема навчальної програми: Обробка отворів
Тема уроку: Розточування отворів
Цілі ‒ розуміти призначення розточування отворів;
уроку: ‒ запам’ятати, яку точність розміру та якість поверхні
можна отримати розточуванням;
‒ розрізняти різці для обробки наскрізних та глухих отворів;
‒ запам’ятати, що розточуванням можна виправити положення осі отвору;
‒ навчитися визначати за довідником припуск на обробку, режим різання при розточуванні;
‒ вивчити технологію розточуання отворів;
‒ перелічити можливі види браку та способи їх попередження.
План уроку
1. Призначення операції розточування, різці для розточування.
2. Прийоми розточування.
3. Режими різання при розточуванні отворів
4. Брак при розточуванні отворів.
Конспект уроку
1. Призначення операції розточування, різці для розточування
Розточування — це найбільш універсальний спосіб обробки отворів, оскільки не вимагає спеціальних інструментів. Розточуванням досягається точність до 8—10-го квалітетів і шорсткості 6-го класу, причому положення осі отвору можна поправити.
Для розточування використовують розточувальні різці. Розточувальні різці бувають прохідні (для наскрізних отворів а), та упорні (для глухих отворів б).
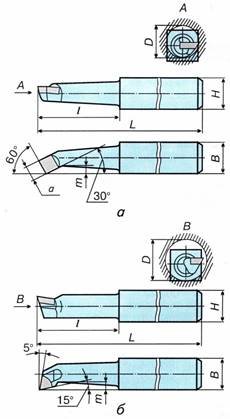
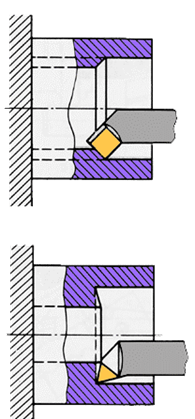
Рис. Розточувальні різці:
а - для наскрізних отворів; б - для глухих отворів
Розточувальні різці закріплюють у різцетримачі паралельно осі заготовки. Щоб головка різця «вписувалася» в оброблюваний отвір, задній кут розточувального різця беруть більшим, ніж у різця для зовнішнього точіння (α = 12...16°), щоб не було тертя задньої поверхні різця і оброблюваної деталі.
Вершину різця встановлюють на рівні осі центрів верстату або трохи вище (приблизно на 0,02 діаметра отвору), щоб компенсувати можливий прогин деталі для різців з великим вильотом.
2. Прийоми розточування
Припуск під розточування залишають в межах 1-2 мм на діаметр. Точність діаметра розточуваного отвору забезпечується пробними проходами на глибину 3-4 мм за допомогою лімба поперечної подачі. При цьому необхідно врахувати особливості користування лімбом при розточуванні.
Для вибору люфта різець спочатку подають вперед на величину більшу за необхідну, а потім рухом на себе встановлюють необхідний розмір. Механічну подачу вмикають після врізання різця в метал.
Внутрішні торці та уступи підрізають розточувальним упорним різцем при поперечній подачі (до центра). Для цього різець повинен мати головний кут у плані понад 90° (наприклад, 95°), тоді при підрізуванні торця (дна) отвору чи уступу фактичний головний кут у плані становить 5° Глибину отвору при розточуванні витримують по поздовжньому лімбу, по рисці на різці, або по упорам. Механічну подачу необхідно вимкнути за 2-3мм до кінця розточування, і довести ручною подачею.
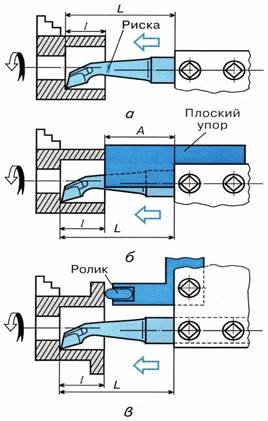
Рис. Контроль глибини отвору в процесі розточування за допомогою:
а - риски на різці; б - плоского упору; в - роликового упору;
L - виліт різця;
l - глибина розточування
3. Режими різання при розточуванні отворів
При виборі режимів різання необхідно враховувати невелику жорсткість різця з-за великого вильоту, та важких умов роботи.
Режими різання при розточуванні обирають в тій послідовності, що і при зовнішньому точінні: t → S → V → n.
t – глибина різання, мм D – розточений діаметр, мм;
d – діаметр під розточування, мм;
S – подача, мм/об;
V – швидкість різання, м/хв; n – частота обертання шпинделя, об/хв.
Режими різання можемо обирати за довідником для зовнішнього точіння, зменшивши його на 40 – 50%.
Рекомендовані режими різання:
при чорновому розточуванні сталі: при чистовому розточуванні сталі:
üглибина 3 мм ü глибина до 1 мм
üподача 0,08 – 0,2 мм/об ü подача 0,05 – 0,1 мм/об
ü швидкість різання 25 м/хв ü видкість різання 40 – 80 м/хв
4. Брак при розточуванні отворів
Причини Способи усунення
Не витриманий розмір отвору
Помилки при користуванні лімбом. Вибирати люфт при відліку по лімбу.
Віджим різця. Використовувати більш жорсткі різці
 Несвоєчасно виключена поздовжня Поздовжню подачу виключати раніше подача. до кінця розточування.
Несвоєчасно виключена поздовжня Поздовжню подачу виключати раніше подача. до кінця розточування.
Частина поверхні залишилась не обробленою
Малий припуск на обробку. Перевірити достатність припуску.
Не вірно встановлена заготовка. Вивірити положення заготовки.
Збільшена шорсткість
Не вірно обрані режими різання. Зменшити подачу, збільшити швидкість різання.
Тупий різець. Переточити різець.
Не жорстке кріплення різця і Обрати більш жорстке кріплення рі заготовки. зця і заготовки.
 отвору
отвору
Зношування переднього підшипника Відремонтувати верстат шпинделя
Сильно зажаті тонкостінні деталі в Замінити кріплення деталі
патроні (в розжимні втулки)
5. Вправи на закріплення навчального матеріалу: https://naurok.com.ua/test/roztochuvannya-2161219/match https://naurok.com.ua/test/roztochuvannya-2161219/flashcard
6. Контрольне тестування: https://naurok.com.ua/test/start/2161219

про публікацію авторської розробки
Додати розробку