Урок 7 "Центрування"
Для опрацювання теми уроку вам необхідно:
üуважно прочитати лекційний матеріал,
üзаписати у зошити тему, план, а також короткий конспект уроку,
üвиконати тренувальні вправи за посинанням на платформу «На урок»,
üпройти тестовий контроль.
Тема уроку: «Центрування»
Цілі уроку: ‒ розуміти призначення центрових отворів;
‒ запам’ятати призначення різних видів центрових отворів;
‒ вивчити способи отримання центрових отворів;
‒ навчитися визначати за довідником режим різання при центруванні;
‒ перелічити можливі види браку та способи їх попередження.
План уроку
1. Застосування центрових отворів
2. Види центрових отворів
3. Технології центрування
4. Режим різання
5. Види браку
Конспект уроку
1. Застосування центрових отворів
Центрува́ння — технологічна операція, яка передбачає свердління центрових отворів на торцях вала. При центруванні використовується спеціальне центрувальне свердло.
Центрові отвори в деталях типу валів є базою для ряду операцій: обточування, нарізання різі, шліфування, нарізання шліців тощо, а також для правки та перевірки виготовлених деталей. По центрувальних отворах проводять ремонтні роботи.
Беручи до уваги важливість центрувальних отворів при багатократному використанні, їх виготовляють із запобіжним конусом, щоб отвір не пошкодився.
2. Види центрових отворів
Типи та розміри центрових отворів обирають за ГОСТ 14034-74 в залежності від діаметра заготовки:
|
Ескіз |
Позначення |
Призначення |
|
|
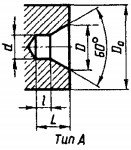
Тип А – без запобіжного конус |
Вироби, після виготовлення яких необхідність в центрових отворах відпадає |
|
|
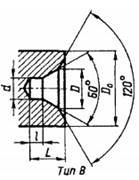
Тип В – із запобіжним конусом |
Вироби, після виготовлення яких центрові отвори являються базою для повторного або багаторазового використання, або ж зберігаються у готових виробах.
|
|
|
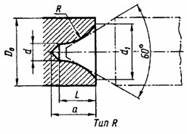
Тип R – з радіусною твірною |
Вироби підвищенної точності. |
На практиці частіше за все використовують центри верстатів, які як правило мають кут 60°, тому і отвори в заготовках роблять під 60°. При обробці великих, важких деталей цей кут збільшують до 75°, 90°. Центр верстата повинен дотикатися лише по поверхні конуса.
3. Існує дві технології центрування.
Перша технологія передбачає використання двох інструментів: спірального свердла, яким свердлиться отвір малого діаметра, та зенківки яка утворює конічну поверхню.
Друга технологія передбачає використання одного комбінованого свердла, яке називається центрувальне свердло. Центрування таким свердлом більш продуктивне, ніж спіральним свердлом і зенківкою.
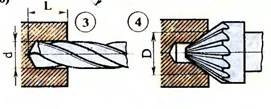

Рис. 2 – Комбіновані центрувальні свердла:
а – без запобіжного конуса;
Рис. 1 – Свердління центрового отвору б – із запобіжним конусом свердлом (а) і зенківкою (б)
Деталь кріплять у трикулачковому самоцентрованому патроні, а в пінолі задньої бабки встановлюють патрон із комбінованим свердлом (рис. 3). Подачу здійснюють вручну, рівномірно обертаючи маховичок задньої бабки.

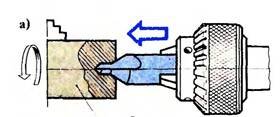
Рис. 3 – Свердління центрового отвору комбінованим центрувальним свердлом
Швидкість різання при центруванні комбінованим свердлом зі швдкорізальної сталі вибирають у залежності від оброблюваного матеріалу: для сталі – 7 – 15 м/хв, чавуну – 10 – 20 м/хв, бронзи та латуні – 18-25 м/хв та для алюмінію – 40-60 м/хв. Величина подачі при центруванні – 0,03-0,08 мм/об.
4. Види браку:
1. Не витриманий кут конуса
2. Відсутня циліндрична частина отвору
3. Не витримана глибина свердління
4. Вісь центрового отвору зміщена відносно осі заготовки
5. Вісь центрового отвору перекошена
6. Практичне завдання для самостійного виконання
Виконується центрування заготовки із сталі 40. Діаметр заготовки 40мм. Вам необхідно:
1) виконати ескіз центрового отвору типу А;
2) за допомогою довідника визначити всі розміри центрового отвору та позначити їх на ескізі;
3) визначити подачу, швидкість різання та частоту обертання шпинделя при свердлінні даного центрового отвору.
7. Контрольний тест:
https://naurok.com.ua/test/start/2164809

про публікацію авторської розробки
Додати розробку