Урок "Технологія ручної обробки металу. Розмічання. Технологія роботи слюсарною ножівкою"
Урок технічної праці 9 кл.
ТЕМА: Технологія ручної обробки металу.
Розмічання. Технологія роботи слюсарною ножівкою.
Мета: розширити поняття про розмічання; навчити прийомам вимірювання та розмічання виробів плоскої форми; закріпити вміння та навички виконання ескізів; навчити планувати роботу, виконувати підготовчі технологічні операції до розмічання заготовок; виховувати вимогливість до точності вимірювання, організованість, уважність, старанність, бережливе ставлення до інструментів і матеріалів, культуру праці; розвивати технічне мислення та творчі здібності учнів.
Ключові поняття: вимірювання, розмічання, базове ребро, базова лінія.
Очікувані результати навчальної діяльності: знання учнями технології
виконання підготовчих робіт до розмічання; уміння виконувати ескізи; знання будови, призначення і застосування вимірювальних та розмічальних інструментів; уміння переносити ескізи виробу на заготовку, планувати технологічну послідовність виконання розмітки.
Обладнання: слюсарний або комбінований верстак, розмічальна плита, молоток слюсарний, розмічальний інструмент (слюсарна лінійка, рисувалка, кутник, циркуль розмічальний), слюсарна ножівка.
Тип уроку: комбінований з використанням комп’ютерних технологій.
Хід уроку
- Організаційний момент
ІІ. Актуалізація знань учнів
Фронтальне опитування. Метод «Мозковий штурм»
1.У чому сутність розмічання конструкційних матеріалів?
Розмічання - перенесення ліній і точок, які вказують межі та місця обробки, на поверхню заготовки з креслення.
2. З чого починають розмічання заготовки?
З аналізу форми країв заготовки. Визначають найрівніше ребро (базове), а проведену поблизу базового ребра лінію, від якої виконують розмічання заготовки, називають базовою лінією.
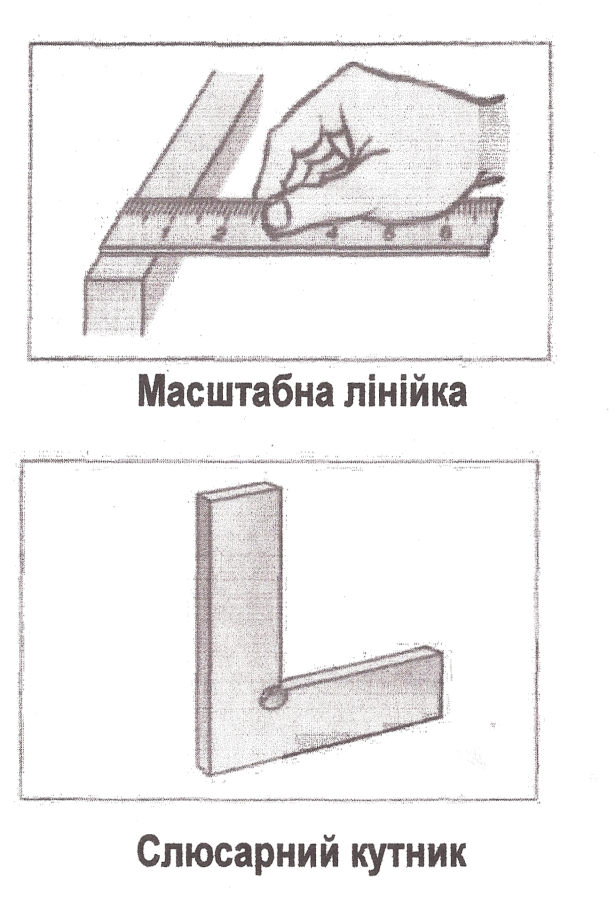
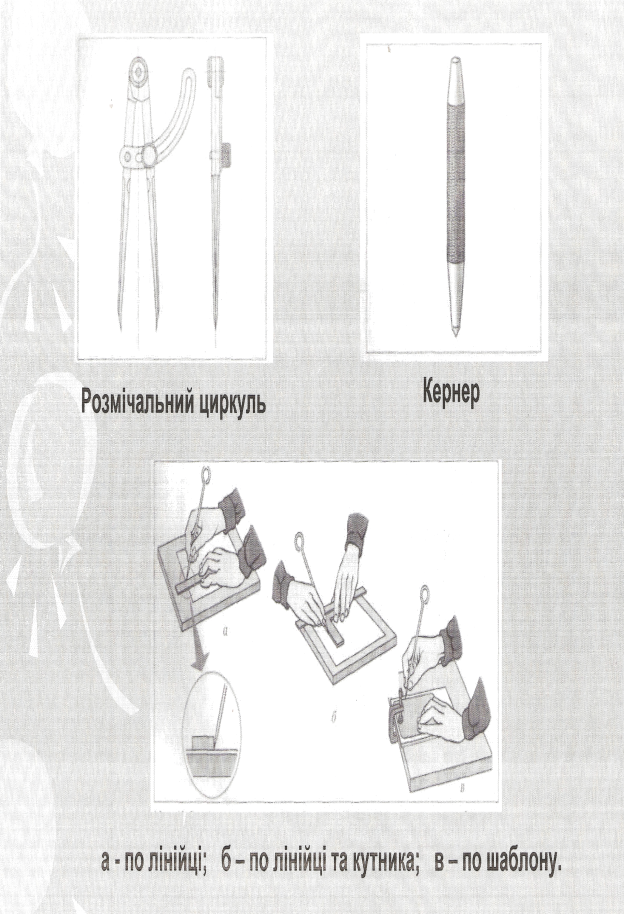
3. Які інструменти використовують для розмічання заготовок із металу?
Рисувалка, слюсарна лінійка, розмічальний циркуль, кернер, слюсарний молоток.
4.Як перенести ескіз деталі на заготовку з металу?
За допомогою олівця, рисувалки, кернера, шаблона.
4.Що таке шаблон?
Шаблон - пристрій з тонколистого матеріалу, форма і розміри якого відповідають кресленику з припуском на обробку.
5.Що називають припуском на обробку?
Припуск – надлишок матеріалу на кінцеву обробку деталей.
6.--- Міні –гра ---.
Клас об’єднується у дві або три ланки. Учням пропонується назвати відомі їм метали, які використовують для виготовлення будь-яких виробів. Та ланка, яка запропонувала більшу кількість назв перемогла.
ІІІ. Вивчення нового матеріалу
1. Повідомлення теми та мотивація навчальної діяльності учнів
Девіз уроку: « Сім раз відмір, один раз відріж».
2. Технологія розмічання заготовок на металі.
Розмічання заготовок виконують на ретельно підготовленій поверхні. Якщо заготовка має нерівності, її випрямляють і вирівнюють.
Розмітка – перенесення ліній і точок, на поверхню заготовки деталі. Лінії розмітки називаються –рисками.
Розрізняють плоску і просторову розмітку. Плоска розмітка використовується при розмічанні плоских деталей. Її прийоми подібні до тих, що застосовуються в технічному кресленні. Плоску розмітку виконують інструментами, подібними до креслярських. Просторова розмітка виконується для об’ємних виробів.
Проблемне питання
- Для чого, на вашу думку, необхідно робити припуск на обробку?
- Якою має бути величина припуску на металевій заготовці?
Під час розмічання виробу необхідно передбачити припуск, тобто надлишок у розмірі заготовки проти заданого на кресленні. Він призначений для кінцевої обробки заготовки різальним інструментом.
2.Етапи розмічання заготовки
Учні виконують розмічання в такій послідовності.
1.Вивчити особливості конструкції майбутнього виробу.
2. Вибрати заготовку.
3. Визначити на заготовці базову лінію, за її відсутності – накреслити біля краю заготовки.
4. За допомогою розмічальних інструментів перенести всі розміри на заготовку:
а) накреслити всі лінії та окружності ;
б) накренити всі центри отворів;
- нагадати основні правила безпечної роботи при розмічанні, обпилюванні металу і дати завдання для практичних робіт.
ІV. Технологія роботи слюсарною ножівкою.
Різанням називається технологічний процес розділення матеріалу на частини різальним інструментом. Для різання профільного матеріалу використовують слюсарну ножівку.
Прийоми роботи. Під час різання металу слюсарною ножівкою її утримують двома руками. Корпус працюючого має бути прямим і повернутим до осі губок лещат під кутом 45 градусів, відстань між корпусом працюючого і лещатами – 150 – 200мм. Ліву ногу виставляють дещо в перед і на неї спирають корпус. Ступня правої ноги відносно лівої повинна бути під кутом 60 – 70 градусів. Відстань між п’ятками ніг повинна дорівнювати 200 – 300мм.
Перед різанням заготовку закріплюють у лещатах або інших пристроях відповідно до форми і розмірів заготовки. Потім на заготовці роблять тригранним напилком надріз, щоб ножівкове полотно зразу спрямувалося в потрібному напрямі, а не ковзало по поверхні.
Починаючи різання ребристого матеріалу, ножівку потрібно нахиляти в перед від себе, а потім поступово випрямляти її до горизонтального положення; нахиляти ножівку до себе не слід, бо зубці ударяючи по ребру, виламуються.
Особливим є різання листового металу завтовшки до 8 – 10мм., коли ножівку треба нахиляти не від себе, а назад (різати з верху в низ), щоб зменшити дрижання заготовки.
Під час різання ножівці надають поступального – зворотно руху. Рух від працюючого – робочий, до працюючого – холостий. Тому на ножівку слід натискати тільки під час руху в перед. Сила натиску визначається практично залежно від твердості металу та ширини поверхні різання. Рухи мають бути ритмічними і за кількістю досягати 30 – 60 подвійних ходів на хвилину. Для твердого металу їх буде менше, а для м’якого – більше.
Під час різання металу за розміткою треба стежити, щоб ножівкове полотно рухалось по (пересувалося) по рисці, а при необхідності припуску – паралельно їй. При цьому треба уважно стежити, щоб ножівкове полотно не відходило вбік. У разі потреби слід підправляти ножівку. Коли від листа відрізуються штаби, або робляться глибокі пропили, чи відбувається різання по кривій лінії, то ножівкове полотно повертають відносно рамки ножівки на 90 градусів. При різанні тонкого металу та труб малих діаметрів їх треба затискати між дерев’яними брусками і різати заготовку разом з ними.
В усіх випадках роботи ножівкою важливо, щоб ножівкове полотно було достатньо витягнуте і мало гострі зубці. В кінці різання натиск на ножівку має бути зменшений. При різанні труб їх потрібно поступово повертати від себе, щоб не поламати зубців об ребро протилежної сторони труби. Треба також стежити за тим, щоб під час різання не було перекосу рамки, бо від нього може зламатися полотно.
Техніка безпеки під час різання.
- При роботі слюсарною ножівкою слід перевірити якість ножівкового полотна та його кріплення.
- Ручка має бути цілою і не спадати з стержня хвостовика.
- Заготовку потрібно міцно затискати в лещатах.
- Підтримувати відрізувані важкі заготовки рукою або використовувати підставки.
- Міцно кріпити і туго затягувати полотно у рамці
- Не допускати, щоб з головок затяжного гвинта і хвостовика виступали шплінти, що з’єднують ці головки з полотном.
- У процесі роботи на ножівку не натискати сильно, а переміщати її прямолінійно і без ривків.
- Щоб запобігати нагріванню полотна ножівки при різанні, треба змащувати його машинним мастилом.
V. Практична робота «Отримання виробу заданої форми і розмірів».
«Гачок».
- Інструктаж до виконання розмічання заготовки:
Необхідно чітко уявити та спланувати технологію виконання розмічання.
Щоб розмічені лінії було чітко видно, на поверхню заготовки слід нанести крейдяний або інший кольоровий розчин, який легко змивається.
Під час розмічання заготовки не забути про припуски. Припуск на обробку потрібен для того, щоб із заготовки, яка має різні нерівності та ін., одержати виріб правильної форми. Припуск слід вибирати такий, щоб можна було одержати готовий виріб, який при зніманні зі всієї поверхні мінімального шару металу відповідав би високим технічним вимогам. Збільшення величини припуску призводить до збільшення трудомісткості роботи, збільшення витрати енергії, металу, зношення робочого інструменту і, як результат, до збільшення собівартості продукції, що виготовляється.
Крім припуску на обробку роблять ще припуск на з'єднання частин деталі. Такий припуск необхідно передбачати при виготовленні виробів із листового металу.
- Виконання практичної роботи учнями.
VI. Підсумки уроку
Проаналізувати результати виконання практичної роботи, помилки, допущені при розмічанні заготовок, обговорити методи їх усунення та чи досягнули мети навчальної діяльності уроку.
VI. Прибирання робочих місць і приміщення майстерні
Кожний учень починає прибирати своє робоче місце за 5 хвилин до закінчення заняття.
Вимірювальні та розмічальні інструменти


про публікацію авторської розробки
Додати розробку