Урок виробничого навчання
Міністерство освіти і науки України
Департамент освіти і науки
Сумської облдержадміністрації
ДНЗ «Сумський хіміко-технологічний центр професійно-технічної освіти»
План- конспект
уроку виробничого навчання з теми 8 «Зварювання вуглецевих сталей», підтеми 8.8 «Вправи з ручного наплавлення і зварювання вуглецевих і легованих сталей неплавким вольфрамовим електродом у захисному газі»
у групі №38 за професією «Слюсар-ремонтник. Електрозварник ручного зварювання»
розробив
майстер виробничого навчання
___________С.В.Калін
Суми 2019
СХТЦПТО
ПЛАН
уроку виробничого навчання
Група № 38 ІІІ курс навчання
Тема № 8: зварювання вуглецевих сталей.
Підтема № 8.8: вправи з ручного наплавлення і зварювання вуглецевих і легованих сталей неплавким вольфрамовим електродом у захисному газі.
Мета:
навчальна:
- сформувати уміння з організації поста аргоно-дугового зварювання, підготовки та обслуговування апаратури, наплавлення і зварювання вуглецевих і легованих сталей неплавким електродом у захисному газі;
- закріпити уміння з формування ниткового валика та шва у нижньому положенні.
розвиваюча:
- розвинення критичності, аналітичності, логічності мислення, самостійності та творчості учнів при виконанні НВР: комплексне застосування набутих знань, умінь, навичок;
- демонстрація учням в ігровій формі принципів соціального партнерства між закладами професійно-технічної освіти і підприємствами-замовниками робочих кадрів, та користь цього партнерства для учнів ПТНЗ.
виховна:
спонукання учнів до більш сумлінного оволодіння обраною професією, культури навчального процесу, ініціативності.
Міжпредметні зв’язки: обладнання і технологія зварювальних робіт, матеріалознавство, охорона праці, електротехніка, фізика, хімія.
Матеріально-технічна база: випрямляч ВКСМ-1000 – 1 шт., баластні реостати РБ -301 – 6 шт., апаратура та інструмент для аргоно-дугового зварювання, плакати, об’ємні зразки, персональний комп’ютер, пластини зі сталі 18Х20Н10Т 100×20×2 мм.
Тип уроку: урок комплексного застосування знань, вмінь і навичок при виконанні навчально-виробничих робіт.
Вид уроку: ділова гра
Місце проведення: майстерня електрозварників сумісно з газозварювальною майстернею.
Хід уроку
1. Організаційна частина (5 хв.)
Учні шикуються в ряд, черговий учень перевіряє явку, готовність групи до уроку та доповідає майстру виробничого навчання.
2. Вступний інструктаж (30 хв.)
Майстри в/н оголошують тему і мету уроку. Мотивують поширеність і доцільність аргоно-дугового зварювання. Проводять інструктаж з техніки безпеки при аргоно-дуговому зварюванні. Оголошують вид уроку – ділова гра. Пояснюють тему і мету гри, доцільність її проведення та правила, за якими проходитиме гра.
– Як ви розумієте поняття «соціальне партнерство» між навчальним закладом професійно-технічної освіти та підприємством? У чому воно полягає?
Учні висказують свої думки з цього питання.
– Підводячи підсумок, можна визначити поняття «соціальне партнерство» у сфері професійно-технічної освіти як систему взаємозв’язків між професійно-технічними навчальними закладами, роботодавцями, органами виконавчої влади, органами служби зайнятості та іншими зацікавленими сторонами, направлену на максимальне узгодження інтересів всіх учасників.
Давайте разом визначимо мету та принципи соціального партнерства в системі професійно-технічної освіти.
Метою соціального партнерства є:
- спільна взаємовигідна діяльність, направлена на ефективний розвиток та діяльність закладів професійно-технічної освіти і роботодавців;
- формування ринку праці, забезпечення його кваліфікованими робочими кадрами;
- забезпечення робочими місцями випускників закладів ПТО.
На яких же принципах повинне ґрунтуватись соціальне партнерство між закладами ПТО і роботодавцями?
Це демократичність, законність, рівноправність сторін, взаємоповага сторін, обґрунтованість і реальність взаємних зобов’язань, відповідальність сторін за виконання домовленостей і зобов’язань.
Отже, з’ясувавши мету та принципи соціального партнерства можна визначити за якими напрямками слід проводити спільну діяльність безпосередньо між закладом професійно-технічної освіти і підприємством-роботодавцем:
- прогнозування потреби підприємств в робітничих кадрах;
- підготовка пропозицій щодо обсягів та напрямів підготовки робітників в професійно-технічних навчальних закладах;
- організація та здійснення на договірній основі професійного навчання персоналу підприємств на базі професійно-технічних навчальних закладах;
- участь підприємств у розробленні та експертизі навчальних посібників, навчальних планів та програм (держстандартів) підготовки, перепідготовки та підвищення кваліфікації робітників, інших навчальних матеріалів;
- залучення кваліфікованих працівників підприємств до участі в проведенні навчального процесу;
- надання підприємствами робочих місць для проходження виробничої практики учням професійно-технічних навчальних закладів;
- участь представників підприємств в підсумковій атестації випускників професійно-технічних навчальних закладів;
- надання підприємствами можливостей педагогічним працівникам професійно-технічних навчальних закладів ознайомлюватися з їх новими технологіями, сучасним обладнанням та технікою, а також періодично проходити стажування;
- працевлаштування випускників професійно-технічних навчальних закладів, забезпечення їх адаптації та закріплення на робочих місцях;
- фінансова підтримка розвитку професійно-технічних навчальних закладів;
- оцінка якості професійної підготовки робітничих кадрів;
- здійснення систематичного обміну інформаціями про стан та проблеми по суті питань між сторонами.
Щоб продемонструвати, на скільки соціальне партнерство між закладами ПТО і роботодавцями є корисним для учнів, давайте зіграємо у гру.
За умовами гри майстри виробничого навчання у ролі роботодавців роблять замовлення учням-членам поста якості у ролі закладу професійно-технічної освіти на підготовку спеціалістів з аргоно-дугового зварювання конструкцій з легованої листової сталі. Учням, що грають роль закладів ПТО, необхідно заздалегідь підготуватися та провести теоретичне і виробниче навчання з теми «Аргоно-дугове зварювання конструкцій з легованої листової сталі». При цьому майстри в/н у ролі роботодавців виявлятимуть підтримку учням, що грають роль навчальних закладів, у вигляді засобів навчання та контролюватимуть процес навчання.
Після проведення навчання кожен учень з команди виконує теоретичні тестові завдання та аргоно-дугове зварювання зразків. Майстри в/н оцінюють виконані роботи та визначають, на скільки ефективно учні засвоїли пройдений матеріал.
3. Поточний інструктаж і самостійна робота (5 год).
Майстри виробничого навчання здійснюють контроль над дотриманням учнями правил проведення гри, показують особистий приклад виконання вправи, здійснюють контроль над виконанням вправ, організацією робочого місця, дотриманням вимог техніки безпеки, ощадливим витрачанням матеріалів. Надають допомогу, виявляють помилки учнів, концентрують їхню увагу на правильності виконання аргоно-дугового зварювання, способах ведення самоконтролю. За необхідністю проводять груповий інструктаж з метою недопущення помилок.
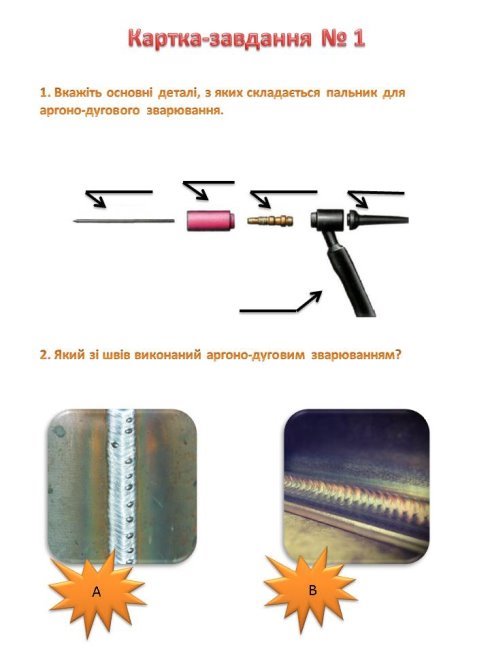
На першому етапі гри учні, що грають роль навчальних закладів, використовуючи технічну літературу, мережу Internet, плакати, об’ємні зразки, інструкційно-технологічними картки та картки завданнями (приведені у додатку), проводять вступний інструктаж для решти унів. Вони повинні пояснити:
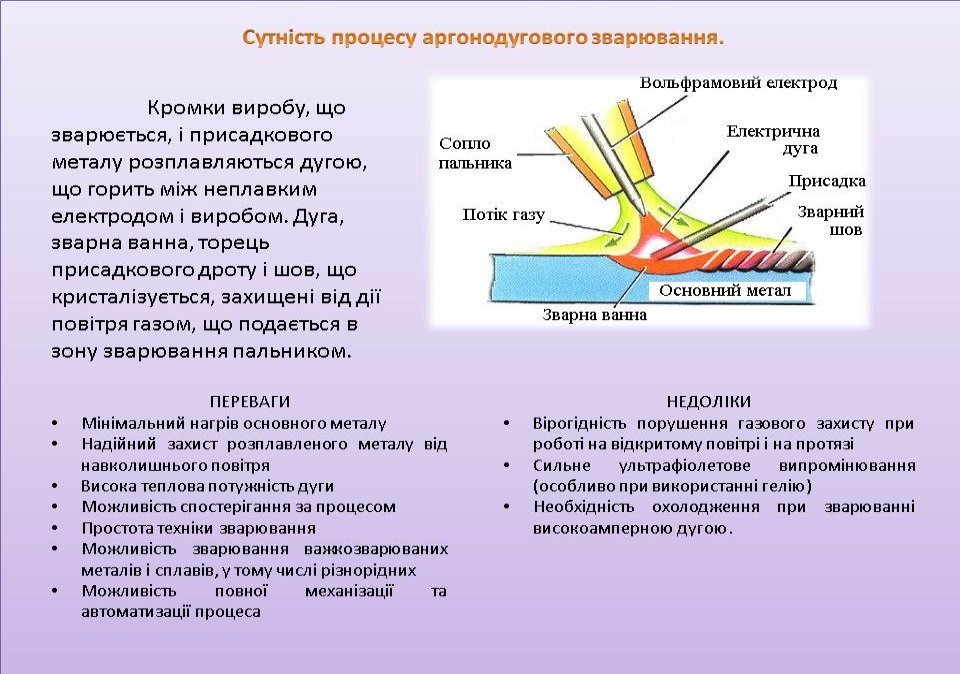
- сутність процесу аргоно-дугового зварювання;
- призначення аргоно-дугового зварювання;
- види, будову та принцип дії обладнання та інструменту, яке використовується для аргоно-дугвого зварювання;
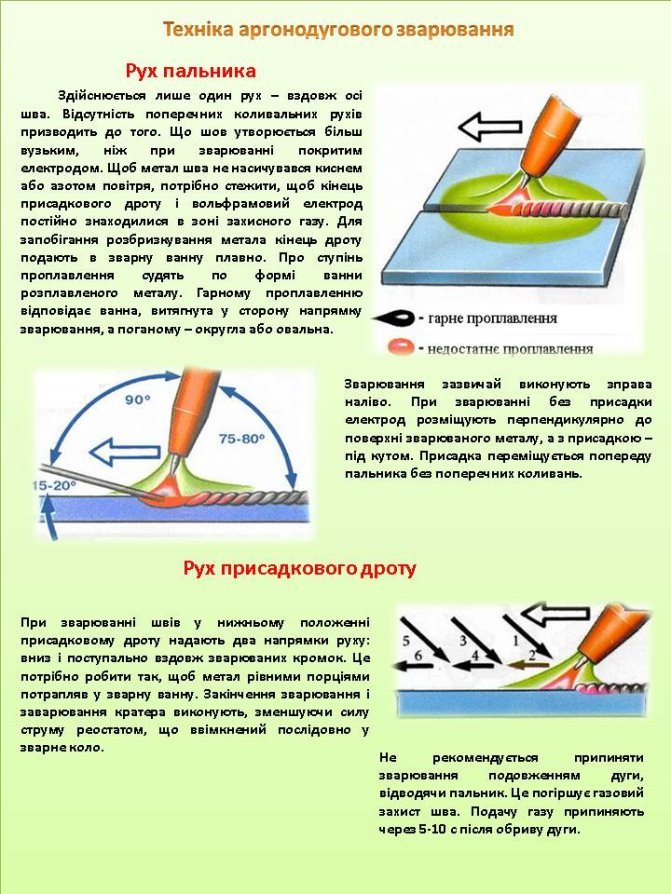
- технологію і техніку виконання;
- правила техніки безпеки при проведенні аргоно-дугового зварювання.
При цьому майстри виробничого навчання усіляко допомагають, надаючи необхідні засоби навчання, вказуючи на недоліки та допомагаючи у їх виправленні. На проведення першого етапу надається 45 хвилин.
На другому етапі гри проводиться виробниче навчання. Після практичної демонстрації майстром в/н та під його керівництвом учні, що грають роль навчальних закладів, повинні повторити та пояснити решті техніку та прийоми аргоно-дугового зварювання стикових з’єднань. Їм необхідно вказувати на недоліки у виконанні завдання, коментувати їх та допомагати у виправленні. Всі учні виконують вправи з аргоно-дугового зварювання. На проведення другого етапу надається 3 години 15 хвилин.
На третьому етапі всі учні виконують теоретичні завдання та аргоно-дугове зварювання пластин в стик у нижньому положенні. На проведення третього етапу надається 1 година.
4. Заключний інструктаж (25 хв.)
Майстри в/н аналізують якість виконаних робіт, розбирають з учнями найбільш характерні помилки у технологічному процесі, причини і способи усунення дефектів. Підбивають підсумки уроку, оцінюють роботу кожного учня, оголошують оцінки. Задають домашнє завдання.
За результатами гри роблять висновок, що навчальний заклад, у роботі якого бере активну участь роботодавець, випускає більш кваліфікованих працівників, які мають кращу перспективу на працевлаштування.
Висновок
Соціальне партнерство – найбільш ефективна форма реалізації державної політики у сфері професійно-технічної освіти. В умовах ринкової економіки тільки завдяки послідовній і постійній співпраці із соціальними партнерами можливо ефективно реалізувати основну функцію професійно-технічних навчальних закладів – забезпечення регіонального ринку праці кваліфікованими робітниками в необхідних обсягах та напрямах, а також підвищити за цей процес відповідальність всіх заінтересованих сторін.
Для подальшого вдосконалення системи соціального партнерства в Україні повинні бути представлені такі позиції як: соціальний захист; соціальні гарантії; соціальне стимулювання; соціально-нормативна база з метою приведення її у відповідність із нормами міжнародного права; мотивація роботодавців до участі в соціальному діалозі (податкові пільги та стимули); підвищення поінформованості широких мас суспільства про соціальне партнерство. Для того, щоб всі ці складові мали місце у реальній практиці необхідно державі пройти шлях від авторитарного власника до рівноправного партнера соціально-трудових відносин. З іншої сторони, всім учасникам соціального діалогу необхідно взяти на себе необхідну долю відповідальності за конкурентоспроможність системи освіти, її відповідність міжнародним стандартам і вимогам. Таким чином, соціальне партнерство на ринку освіти стане ефективним тоді, коли представники трьох секторів будуть працювати разом, усвідомлюючи її вигоду для кожного із учасників і суспільства в цілому.
Список використаної літератури:
- Створення соціального партнерства у сфері професійно-технічної освіти (методичні рекомендації ) ⁄ Щербак Л.В. – К.: Геопринт, 2008.- 45с.
- Радкевич В. Принципи модернізації професійно-технічної освіти. [Електронний ресурс] / В. Радкевич. – Режим доступу: http://www.ipto.kiev.ua/modernizaciya/2011_1_1.pdf>
- П.Б. Семенов. Особливості соціального партнерства у системі професійно-технічної освіти. [Електронний ресурс]/ П.Б. Семенов. – Режим доступу: http:// http://ipto.kiev.ua/files/ЗБІРНИКИ_НАУКОВИХ_ПРАЦЬ/На_допомогу_керівникові/Випуск_1/7.pdfnnaya-tig-svarka.php
- Т. Д. Ганзюк, М. П. Денисенко. Соціальне партнерство в системі професійної освіти. [Електронний ресурс]/ – Режим доступу: http://knutd.com.ua/publications/conference/22.11.2013/34_Denysenko_Ganziuk.pdf
- Аргонная TIG сварка. [Електронний ресурс]/ – Режим доступу: http://tool-land.ru/argo
- Технология аргонодуговой сварки. [Електронний ресурс]/ – Режим доступу: http://msd.com.ua/osnovy-svarochnogo-dela/texnologiya-argonodugovoj-svarki/


Вибір вольфрамового електрода
|
Тип вольфрамового електрода, склад, маркування |
Характеристика |
|
Вольфрамові електроди без спеціальних добавок Вольфрама не менше 99,5%, решта домішки WP (зелений) |
Чистий вольфрам характеризується дуже високою енергією, необхідною для виходу електрона з атома, внаслідок чого запалювати дугу складніше, ніж з легованими електродами. Крім того, через високу енергію виходу електрона, температура на кінчику вища, що призводить до короткого терміну служби електрода. Ці електроди використовуються тільки для зварювання змінним струмом, однак краще їх взагалі не використовувати. |
|
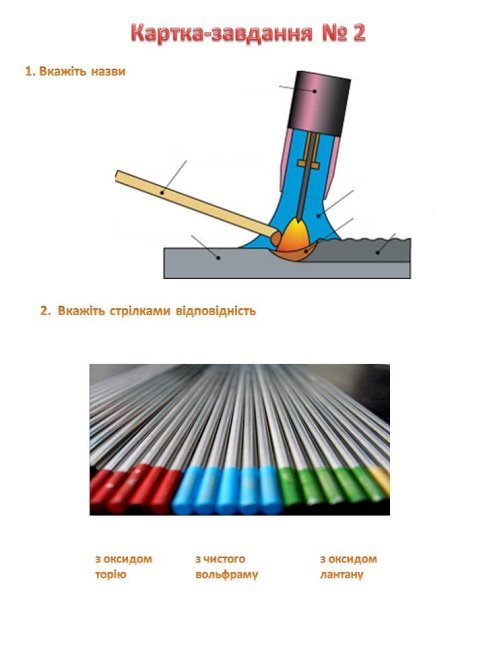
Вольфрамові електроди леговані оксидом торію 1,8-2,2% ThO 2 WT-20 * (червоний) |
Довгий час торійовані електроди були найчастіше використовуваними, і тому перетворилися на стандарт, який використовується для порівняння інших вольфрамових електродів. Однак, оскільки торій є радіоактивним, багато користувачів перейшли до інших альтернатив (коли вони з'явилися). Торій не шкодить здоров'ю перебуваючи в електроді, але небезпечний пил, що утворюється при заточуванні, який може потрапити в легені або відкриті рани. Торій виділяється в повітря і при зварюванні, але в значно меншій кількості. Тому слід вживати заходів обережності при заточуванні і зварюванні. Незважаючи на ці проблеми, торійовані електроди і зараз часто використовуються. Вони мають низьку енергію виходу електрона, і головне, добре працюють при перевантаженості по струму. Ці електроди використовуються для зварювання постійним струмом, і не повинні використовуватися зі змінним струмом. |
|
Вольфрамові електроди леговані оксидом церію 1,8-2,2% CeO 2 WC-20 * (сірий) |
Ці електроди найкраще підходять для зварювання постійним струмом з низькою силою струму, тому що вони дуже легко запалюють дугу і, як правило, не можуть працювати за таких же високих струмах як торійовані електроди. Гарні для коротких циклів зварювання. Зокрема, вони широко використовується для зварювання дуже дрібних деталей. Використовуються для зварювання постійним струмом, і не повинні використовуватися зі змінним струмом. |
|
Вольфрамові електроди леговані оксидом лантану 1,8-2,2 La 2 O 3 WL-20 * (синій) |
Мають низьку енергію виходу електрона і найнижчу температуру на кінчику, що сприяє збільшенню терміну служби. Якщо не перевантажувати електрод по струму, він може прослужити довше, ніж торійований електрод. Але не може працювати при таких же високих струмах як торійований електрод. Використовується для зварювання постійним струмом, а також буде показувати хороші результати зі змінним струмом. |
|
Вольфрамові електроди леговані оксидом цирконію 0,7-0,9% ZrO 2 WZ-8 (білий) |
Цей матеріал є найбільш часто використовуваним при зварюванні змінним струмом, тому що має більш стабільну дугу, ніж чистий вольфрам. Добре запобігають забрудненню ванни при змінному струмі. Ні за яких обставин не рекомендуються для зварювання постійним струмом. |
|
Вольфрамові електроди леговані оксидом ітрію 1,8-2,2% Y 2 O 3 WY-20 * (темно-синій) |
Стійко витримують великі струми не забруднюючи метал шва вольфрамом. Використовуються для зварювання особливо відповідальних з'єднань постійним струмом. |
|
Інші варіанти |
Існують і інші, менш поширені електроди, наприклад з сумішшю різних оксидів. |
* - Цифра в маркуванні позначає концентрацію оксиду, є електроди з меншими концентраціями, наприклад WL-15 (золотистий), що містить близько 1,5% оксиду лантану. Вони мають і інший колірний код.


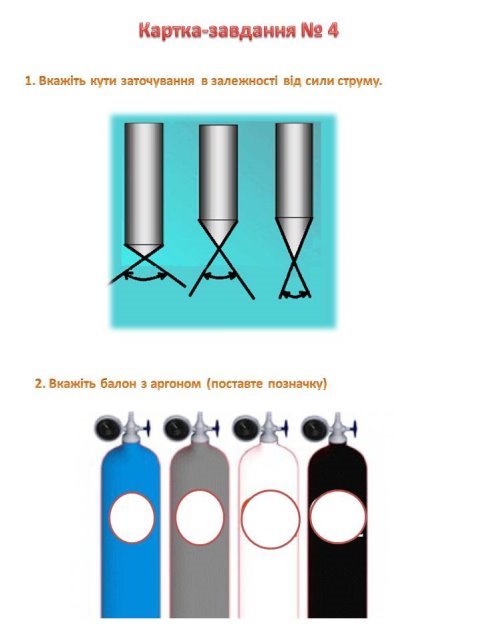
Картки –завдання
до уроку з підтеми 8.8
«Вправи з ручного наплавлення і зварювання вуглецевих і легованих сталей неплавким вольфрамовим електродом у захисному газі»
Тестові питання з теми «Аргоно-дугове зварювання»
(потрібно поставити позначку у квадратик навпроти варіанта відповіді)
І - варіант
1. При зварюванні яких металів використовується аргоно-дугове зварювання?
□ низьковуглецевих сталей;
□ легованих сталей та кольорових металів.
2. Газ аргон є :
□ інертним;
□ горючим;
□ активним.
3. З якого матеріалу виготовляють електроди для аргоно-дугового зварювання?
□ сталь;
□ нікель;
□ вольфрам.
4. Яким родом струму та на якій полярності виконують зварювання легованих сталей?
□ на змінному струмі;
□ на постійному струмі прямої полярності;
□ на постійному струмі зворотної полярності.
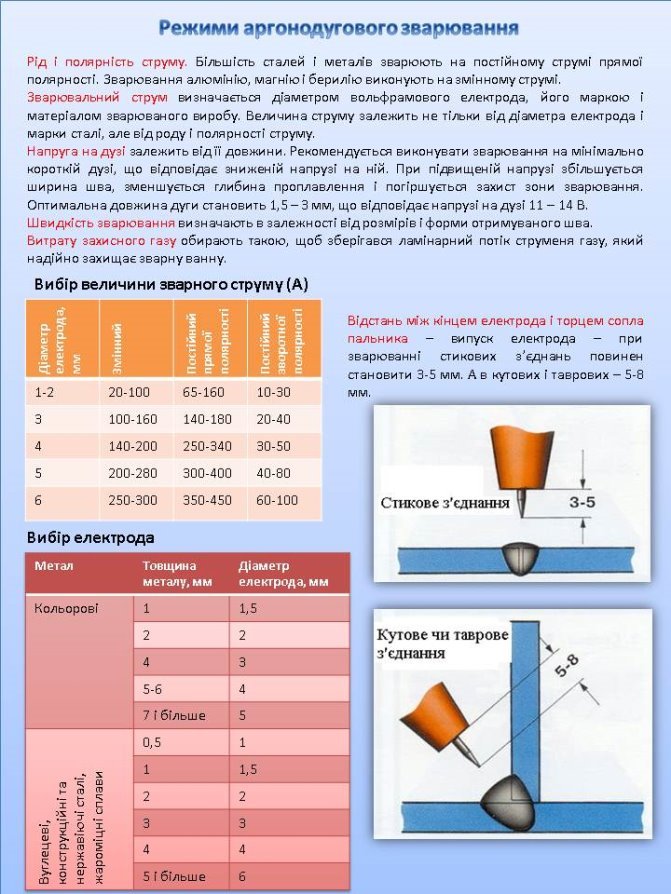
5. На якій відстані повинен знаходитися кінець вольфрамового електрода від краю сопла при зварюванні стикового з’єднання?
□ 1-2 мм;
□ 3-5 мм;
□ 5-8 мм.
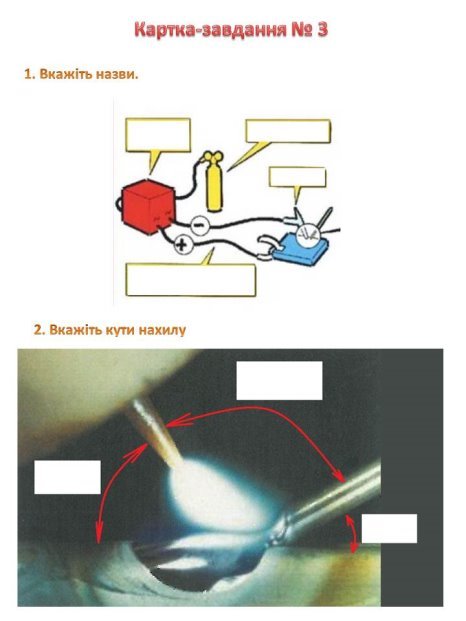
6. В залежності від чого обирають кут нахилу пальника відносно до виробу, що зварюється?
□ товщини зварюваного металу;
□ діаметра електрода;
□ від сили струму.
7. Яку активуючу присадку мають електроди марки EWLa?
□ оксид торія;
□ оксид селена;
□ оксид лантана.
8. Яким способом зварюють тонколистовий метал?
□ правим;
□ лівим;
□ і правим і лівим.
9. Яка кількість тепла виділяється на вольфрамовому електроді при зворотній полярності?
□ 70%;
□ 60%;
□ 50%.
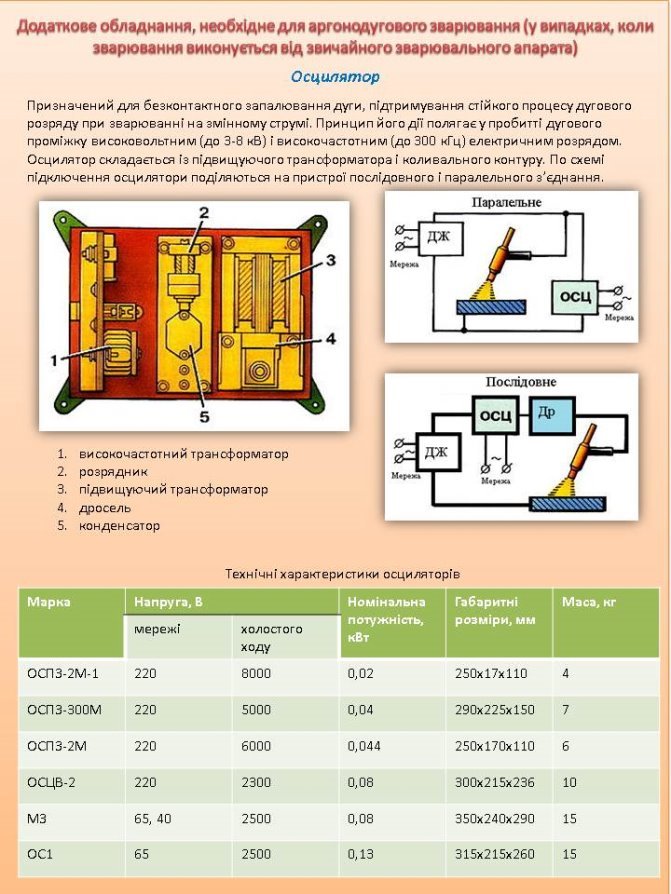
10. Яке обладнання призначене для легкого запалювання дуги без контакту електрода і метала?
□ баластний реостат;
□ інверторний випрямляч;
□ осцилятор.
Тестові питання з теми «Аргоно-дугове зварювання»
(потрібно поставити позначку у квадратик навпроти варіанта відповіді)
ІІ - варіант
1. Чи використовують аргоно-дугове зварювання для зварювання низьковуглецевих конструкційних сталей?
□ так;
□ ні.
2. Що важче: аргон чи повітря?
□ повітря;
□ вага однакова;
□ аргон.
3. Яка температура плавлення вольфраму?
□ 3410 С;
□ 2410 С;
□ 1410 С.
4. Яким родом струму та на якій полярності виконують зварювання алюмінію?
□ на змінному струмі;
□ на постійному струмі прямої полярності;
□ на постійному струмі зворотної полярності.
5. На якій відстані повинен знаходитися кінець вольфрамового електрода від краю сопла при зварюванні кутового з’єднання?
□ 1-2 мм;
□ 3-5 мм;
□ 5-8 мм.
6. Під яким кутом необхідно подавати присадковий матеріал у зварну ванну?
□ 15-20;
□ 25-30;
□ 35-40.
7. Яку активуючу присадку мають електроди марки EWСе?
□ оксид торія;
□ оксид селена;
□ оксид лантана.
8. Яким способом зварюють товстолистовий метал?
□ правим;
□ лівим;
□ і правим і лівим.
9. Яка кількість тепла виділяється на вольфрамовому електроді при прямій полярності?
□ 50%;
□ 40%;
□ 30%.
10. Яка деталь пальника утримує вольфрамовий електрод?
□ сопло;
□ цанга;
□ корпус.


про публікацію авторської розробки
Додати розробку