Бюлетень з теми «Свердління наскрізних отворів за розміткою «Кріплення свердел та заготовок»
Бюлетень «Свердління наскрізних отворів за розміткою «Кріплення свердел та заготовок»
![]()
|
С |
вердлінням називається утворення зняттям стружки отворів у суцільному матеріалі за допомогою
різального інструмента - свердла, якому надають обертального та поступального руху відносно його осі.
Свердління застосовують:
щоб зробити невідповідальні отвори невисокого ступеня точності й значної шорсткості, наприклад під кріпильні болти, заклепки, шпильки тощо;
зробити отвори під нарізання різьби, розвертання та зенкерування.
Свердлінням можна зробити отвори з точністю до 11го, а в окремих випадках - до 10-го квалітету.
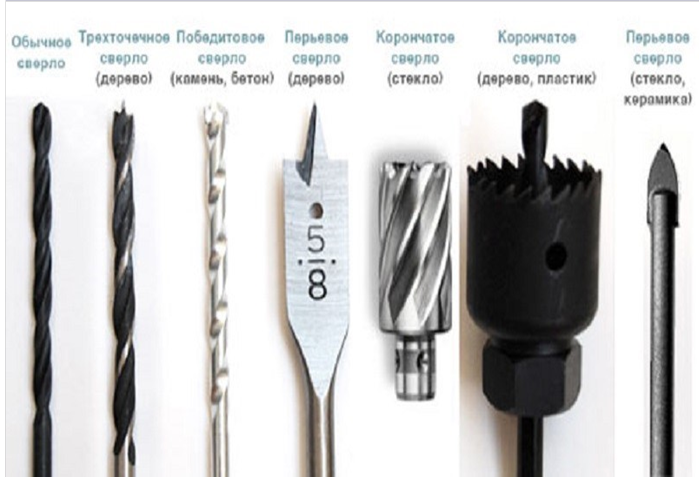
Свердла бувають різних видів, їх виготовляють з легованих та вуглецевих сталей, а також оснащують пластинками з твердих сплавів. Для свердління отворів найчастіше застосовують спіральні свердла.
 Стр.
2 Бюлетень «Свердління наскрізних отворів за розміткою «Кріплення
свердел та заготовок»
Стр.
2 Бюлетень «Свердління наскрізних отворів за розміткою «Кріплення
свердел та заготовок»
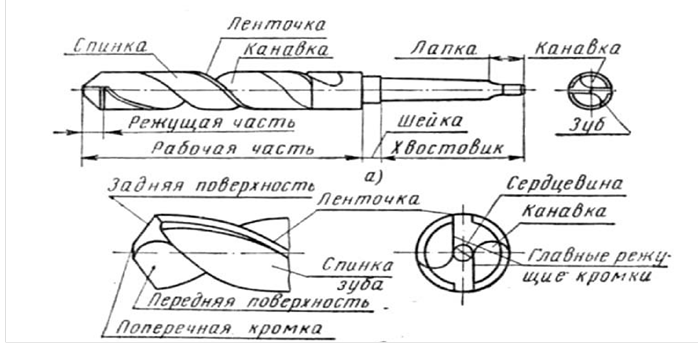
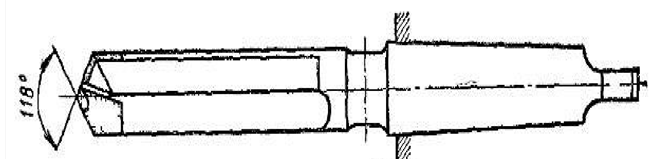
Спіральне свердло - двозубий (дволезовий) різальний інструмент. Він має дві основні частини - робочу та хвостовик. Робоча частина свердла, в свою чергу, має циліндричну (калібруючу) та різальну частини. На циліндричній частині є дві гвинтові канавки, розміщені одна проти одної. їх призначення - відводити стружку з отвору, що просвердлюється, під час роботи свердла. Канавки на свердлах мають спеціальний профіль, який забезпечує
правильне утворення різальних кромок свердла і потрібний простір для виходу стружки.
Бюлетень «Свердління наскрізних отворів за розміткою «Кріплення свердел та заготовок»
![]()
![]()
Свердла з гвинтовими канавками забезпечують значно
кращий вихід стружки з отворів, особливо при свердлінні в’язких металів. Це
досягається завдяки тому, що на довжині 1,5...2,0 діаметра свердла канавка пряма, а
далі, до хвостової частини свердла - гвинтова.
Свердла з прямими канавками застосовують при свердлінні отворів у крихких металах. Вони простіші у виготовленні, але для свердління глибоких отворів ці свердла застосовувати не можна, через поганий вихід стружки з отвору.
Центровочні свердла служать для виготовлення центрових отворів у різних заготовках. їх роблять без запобіжного конуса або з ним.

застосовують для свердління невідповідальних отворів діаметром до 25 мм (головним чином ступінчастих та фасонних отворів у твердих поковках та виливках).

Свердління, як правило, здійснюють тріскачками та

 Розміткою
називається операція нанесення на оброблювану деталь або заготовку
розмічальних рисок, що визначають контури деталі або місця, що підлягають
обробці. Основне призначення розмітки полягає у визначені меж, до яких треба
обробляти заготовку.
Розміткою
називається операція нанесення на оброблювану деталь або заготовку
розмічальних рисок, що визначають контури деталі або місця, що підлягають
обробці. Основне призначення розмітки полягає у визначені меж, до яких треба
обробляти заготовку.
Розмітка є однією з найбільш відповідальних операцій, оскільки від її якості залежить точність подальшої обробки або виготовлення деталі. Розмітка буває площинна та просторова.
Устаткування, інструмент і пристосування що використовуються при розмітці
 Розмічальні
плити, що відливают ься з сірого чавуну мають коробчасту форму; плити
оснащені усередині ребрами жорсткості. Плити виготовляють квадратної або
прямокутної форми. Звичайний розмір таких плит 750x1000, 1200х1200, 1000х1500 мм. Великі
розмічальні плити роблять складеними. Висота робочої поверхні плити
Розмічальні
плити, що відливают ься з сірого чавуну мають коробчасту форму; плити
оснащені усередині ребрами жорсткості. Плити виготовляють квадратної або
прямокутної форми. Звичайний розмір таких плит 750x1000, 1200х1200, 1000х1500 мм. Великі
розмічальні плити роблять складеними. Висота робочої поверхні плити
від підлоги 800-900 мм. Встановлюють розмічальні плити на дерев'яних столах, домкратах або на цегельному фундаменті з таким розрахунком, щоб робоча поверхня плити знаходилася строго в горизонтальному положенні.
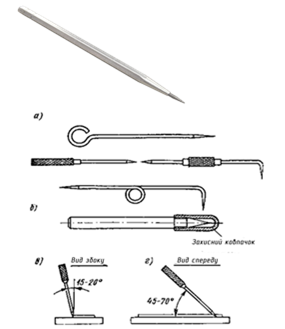
 Чертилкою
із загартованим і гостро заточеним кінцем наносят ь на
поверхні деталі розмічальні риски. При проведенні рисок чертилка повинна мати
подвійний нахил: один - убік від лінійки, інший - по напряму переміщення
чертилки. Риски, що проводяться, будуть паралельні кромці лінійки, якщо під час
їх нанесення не змінюватимуться кути нахилу Рейсмус, або
чертилка на штативі служить для нанесення горизонтальних і вертикальних
рисок (ліній), а також для перевірки заготовок, що встановлюються на розмічальній
плиті або інших пристосуваннях. Рейсмуси бувають різних конструкцій і
розмірів. Для легких робіт
Чертилкою
із загартованим і гостро заточеним кінцем наносят ь на
поверхні деталі розмічальні риски. При проведенні рисок чертилка повинна мати
подвійний нахил: один - убік від лінійки, інший - по напряму переміщення
чертилки. Риски, що проводяться, будуть паралельні кромці лінійки, якщо під час
їх нанесення не змінюватимуться кути нахилу Рейсмус, або
чертилка на штативі служить для нанесення горизонтальних і вертикальних
рисок (ліній), а також для перевірки заготовок, що встановлюються на розмічальній
плиті або інших пристосуваннях. Рейсмуси бувають різних конструкцій і
розмірів. Для легких робіт
застосовується універсальний рейсмус. Він складається з чавунної основи 1 і шарнірно закріпленої на ній стійки 2, по якій ковзає муфта 3, що утримує голку-чертилку 4. За допомогою гвинта 5 державку з голкою і муфту закріплюють на стійці в певному положенні. Остаточна установка голки на точний розмір виконується за допомогою мікрометричного гвинта 7. При проведенні паралельних рисок за схемою роль направляючої поверхні грають упорні штифти 6 і 8 чавунної основи 1, якими рейсмус упирається в край деталі, що розмічається. При розмітці за схемами , в і г направляючою поверхнею є опорна поверхня основи рейсмуса. При проведенні кругових рисок за схемою, д як направляючий використовується призматичний виріз па бічної поверхні основи, а по схемі, приведеній на - такий же виріз на
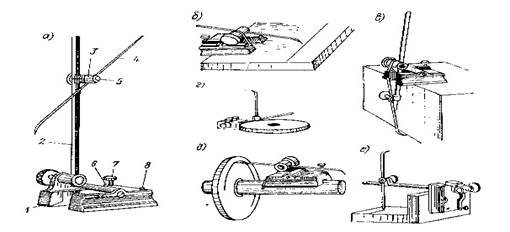 нижній
поверхні основи рейсмуса.
нижній
поверхні основи рейсмуса.
 Кернер служить
для нанесення уздовж рисок (ліній) невеликих конічних поглиблень (керн), що
позначають розмічальні риски, їх перетин і центри кіл заготовок і деталей, що
розмічаються. Кернування виконують для того, щоб розмічальні риски були
Кернер служить
для нанесення уздовж рисок (ліній) невеликих конічних поглиблень (керн), що
позначають розмічальні риски, їх перетин і центри кіл заготовок і деталей, що
розмічаються. Кернування виконують для того, щоб розмічальні риски були
добре видні. Після обробки повинні залишатися лише половини кернових поглиблень; це буде вказувати на те, що обробка виконана правильно, по розмітці.
 Для
вимірювання при розмітці довжин застосовують стальні вимірювальні
(масштабні) лінійки з міліметровими поділками.
Для креслення прямих рисок рекомендуєт ься користуватися сталевою лінійкою із
скошеною стороною; таку лінійку прикладають скошеною стороною безпосередньо до
деталі, що розмічається, і переносять з неї розміри. При вимірах великих довжин
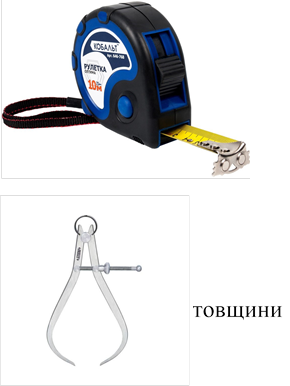
рекомендується користуватися
сталевою рулеткою.
Для
вимірювання при розмітці довжин застосовують стальні вимірювальні
(масштабні) лінійки з міліметровими поділками.
Для креслення прямих рисок рекомендуєт ься користуватися сталевою лінійкою із
скошеною стороною; таку лінійку прикладають скошеною стороною безпосередньо до
деталі, що розмічається, і переносять з неї розміри. При вимірах великих довжин
рекомендується користуватися
сталевою рулеткою.
Рулетка є сталевою стрічкою, на поверхні якої нанесена шкала з ціною поділки 1 мм. Стрічка поміщена у футляр і втягується в нього або пружиною (самозгортаючі рулетки), або обертанням рукоятки (прості рулетки),
або вручну (жолобчасті рулетки).
Кронциркуль застосовується для виміру зовнішніх розмірів деталей: діаметрів, довжин, буртиків, стінок і т. п. Він
складається з двох зігнутих по великому радіусу ніжок завдовжки 150-200 мм, сполучених шарніром. При вимірюванні
кронциркуль беруть правою рукою за шарнір і розсовують його ніжки так, щоб їх кінці торкалися деталі, що перевіряється, і переміщалися по ній з невеликим зусиллям.
 Нутромір
служить для виміру внутрішніх розмірів: діаметрів отворів, розмірів пазів,
виточок і т. п. Показані звичайний і пружинний нутроміри. На відміну від
кронциркуля він має прямі ніжки з відігнутими губками. Пристрій
Нутромір
служить для виміру внутрішніх розмірів: діаметрів отворів, розмірів пазів,
виточок і т. п. Показані звичайний і пружинний нутроміри. На відміну від
кронциркуля він має прямі ніжки з відігнутими губками. Пристрій
нутроміра аналогічний пристрою кронциркуля.
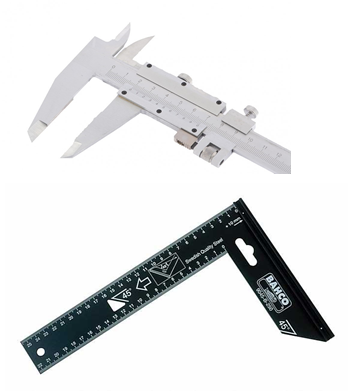 Штангенциркуль - універсальний інструмент,
призначений для високоточних вимірів зовнішніх і внутрішніх
розмірів, а також глибин отворів.
Штангенциркуль - універсальний інструмент,
призначений для високоточних вимірів зовнішніх і внутрішніх
розмірів, а також глибин отворів.
Косинці і малки - найпоширеніший інструмент для перевірки прямих кутів. Стальні косинці з кутом 90° бувають різних розмірів, цілісні або складені Косинці виготовляють чотирьох класів точності: 0; 1; 2 і 3. Найбільш точні косинці класу 0. Точні косинці з фасками називаються лекальними. Для перевірки прямих кутів косинець накладають на деталь, що перевіряється, і визначають правильність обробки кута, що
перевіряється, на просвіт. При перевірці зовнішнього кута косинець накладають на деталь його внутрішньою частиною, а при перевірці внутрішнього кута - зовнішньою частиною. Наклавши косинець однією стороною на оброблену сторону деталі, злегка притискуючи його, поєднують іншу сторону косинця з оброблюваною стороною деталі і по просвіту, що утворився, судять про точність виконання прямого кута.
 Для відшукання центру або
розмітки отворів на торцях валів застосовують центрошукач-транспортир, що
складається з лінійки 1, скріпленої з косинцем 2. За допомогою движка 5
транспортир 3 пересувається по лінійці 1 і закріплюється на ній в потрібному
положенні барашкою 4. В процесі розмітки центрошукач накладають на торець валу
так, щоб полиці При цьому лінійка 1 проходит по його центру. Користуючись лінійкою,
проводять дві взаємно перпендикулярні риски, на перетині яких
накернюють центр вала.
Для відшукання центру або
розмітки отворів на торцях валів застосовують центрошукач-транспортир, що
складається з лінійки 1, скріпленої з косинцем 2. За допомогою движка 5
транспортир 3 пересувається по лінійці 1 і закріплюється на ній в потрібному
положенні барашкою 4. В процесі розмітки центрошукач накладають на торець валу
так, щоб полиці При цьому лінійка 1 проходит по його центру. Користуючись лінійкою,
проводять дві взаємно перпендикулярні риски, на перетині яких
накернюють центр вала.
Транспортири зазвичай застосовуються для виміру і розмітки кутів на площині. Кутоміри бувають прості і універсальні. Простий кутомір складається з лінійки 1 і транспортира 2 . При вимірах кутомір накладають на деталь так, щоб лінійка 1 і нижня частина полиці транспортира 2
збігалися із сторонами вимірюваної деталі 3. Величину кута визначають по покажчику 4, що переміщається за шкалою транспортира разом з лінійкою . Простим кутоміром можна вимірювати величину кутів з точністю 0,5-1°.
Послідовність виконання розмітки
Перш ніж приступити до розмітки, ретельно перевіряють, чи нема в заготовки пороків: тріщин, раковин, газових пузирів, перекосів і інших дефектів, а також звіряють з кресленням розміри і припуски на обробку. Заготовки з листового, смугового і круглого матеріалу обов'язково мають бути відрихтовані на спеціальній плиті ударами молотка або під пресом.
До установки заготовки або деталі на розмічальну плиту та її поверхні, на яких мають бути нанесені розмічальні риски, покривають крейдою, розведеною у воді до густини молока; у цей розчин додають столярний клей (для зв'язки) і сикатив (для швидкого висихання). Поверхні чисто оброблених заготовок забарвлюють розчином мідного купоросу (25-30 г купоросу на 200 г води). Після висихання розчину на поверхні деталі залишається тонкий і дуже міцний шар міді, на якому добре видно розмічальні риски.
Алюмінієві відливки можна покривати швидковисихаючими світлими фарбами і лаками або шелаком, розчиненим в спирті з добавкою фарбника.Для забарвлення листів на робочому місці розмітчика можна рекомендувати полівінілацетатні або бутадієнстирольні водорозчинні фарби
Стр.
10
куль залишають на незабарвлених поверхнях дуже тьмяний слід. Якщо місця, що розмічаються, покрити одним з вищезгаданих розчинів, то риски на тлі фарби виразно видно і зберігаються тривалий час. Великі деталі немає сенсу забарвлювати цілком. Для економії фарби і часу досить забарвити лише ті місця, де будуть нанесені розмічальні риски. Сповна достатня ширина забарвленої смуги в межах від 20 до 50 мм. Забарвлення слід виконувати на спеціальних стелажах або на підлозі біля розмічальної плити. Фарба наноситься на поверхні, що розмічаються, звичайними малярними кистями. При розмітці крупних деталей, коли доводиться закрашувати більше поверхні, застосовується забарвлення пульверизатором.
Базою називається поверхня або спеціально підготовлені риски, від яких виконують виміри і відліки розмірів в процесі розмітки.
Риски зазвичай наносять в наступному порядку: спочатку всі горизонтальні риски, потім вертикальні, після цього похилі і в останню чергу - кола, дуги і заокруглення. Якщо базою є центрові риски, то з них починають розмітку, а потім, користуючись ними, наносять всі останні риски.
Розмітку можна вважати закінченою, якщо зображення на площині заготовки повністю відповідає кресленню.
Переконавшись в правильності виконання розмітки, всі лінії накернюють для того, щоб вони не стерлися при обробці деталі. Керни мають бути неглибокими і розділятися розмічальною рискою навпіл.
 Свердління по розмітці при
відносно точному положенні отвору виконують в два прийоми: спочатку свердлять
отвір попередньо, а потім остаточно. Попереднє свердління виконують з ручною
подачею на глибину 0,25 діаметра отвору, потім свердло піднімають, видаляють
стружку і перевіряють збіг кола надсверленного
Свердління по розмітці при
відносно точному положенні отвору виконують в два прийоми: спочатку свердлять
отвір попередньо, а потім остаточно. Попереднє свердління виконують з ручною
подачею на глибину 0,25 діаметра отвору, потім свердло піднімають, видаляють
стружку і перевіряють збіг кола надсверленного
отвору з розмічальним колом. Якщо вони збігаються, то можна продовжувати свердління, включивши механічну подачу, і довести його до кінця. Якщо ж надсверлений отвір виявився не в центрі, то його виправляють шляхом прорубування двох-трьох від центру з того боку центрального поглиблення, куди потрібно змістити свердло. Канавки направлять свердло в намічене кернером місце. Зробивши ще одне надсверлювання і переконавшись в його правильності, доводять свердління до кінця.
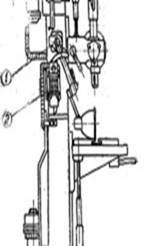
Вертикально-свердлильний верстат 2118
 За своєю конструкцією свердлильний
верстат дуже простий в управлінні. Для того щоб встановити обрану швидкість
свердління, необхідно переставити клиновидний ремінь на відповідну ступінь
шківа.
За своєю конструкцією свердлильний
верстат дуже простий в управлінні. Для того щоб встановити обрану швидкість
свердління, необхідно переставити клиновидний ремінь на відповідну ступінь
шківа.
Для того щоб перекинути ремінь з одного ступеня шківа на іншу необхідно відвернути спеціальну рукоятку на кронштейні і шляхом повороту гвинта вліво подати кронштейн спільно з електромотором
на себе. Після цього необхідно переставити ремінь, а потім (для натягу ременя) поворотом гвинта вправо пересунути кронштейн з електромотором від себе. Автоматична подача здійснюється через коробку подач, валик останньої приводиться в обертання від шпиндельного флашківа через невеликий редуктор, який з'єднаний з флашківом ременем.
Величина автоматичної подачі складає 0,2 мм. за один оборот шпинделя. Подачу більше 0,2 мм. можна здійснити тільки вручну, для чого в коробці подач Для того щоб, працювати з подачею менше 0,2 мм. (Під час свердління по сталі до діаметра 6 мм), автоматичну подачу необхідно вимкнути шляхом відведення рукоятки проти годинникової стрілки до відмови до збоку на диску загорнути наполегливий гвинт.
Для того щоб при автоматичної подачі свердлити на задану глибину, на диску втулки перемикання є пересувна завзята планка, а на нониусного кільці по колу нанесена спеціальна шкала в міліметрах, по якій відраховують задану глибину. Установка планки проводиться відповідно до необхідної глибиною свердління.
Пуск і зупинка верстата виробляються за допомогою електродвигуна, причому включення і виключення останнього виробляються від барабанного перемикача.
Автоматична подача 0,2 мм. може бути застосована для вуглецевої сталі, для діаметрів свердління від 6 мм. до 18 мм.
Для чавуну, для діаметрів свердління від 3 мм. до 18 мм.
При роботі автоматичною подачею рукоятку необхідно встановити в середнє положення.
Легкість виключення автоматичної подачі здійснюється шляхом підбору роликів в коробці подач: діам+етр 12,3 ... 12,7.
 До роботи на деревообробних верстатах повинні
допускатися тільки особи, яким виповнилось 18 років, пройшли спеціальне навчання, первинний інструктаж з техніці безпеки та
забезпеченні в повному обсязі спеціальнім одягом та взуттям, а також засобами
індивідуального захисту. Інструкція з техніки безпеки
До роботи на деревообробних верстатах повинні
допускатися тільки особи, яким виповнилось 18 років, пройшли спеціальне навчання, первинний інструктаж з техніці безпеки та
забезпеченні в повному обсязі спеціальнім одягом та взуттям, а також засобами
індивідуального захисту. Інструкція з техніки безпеки
1.ЗАГАЛЬНІ ПОЛОЖЕННЯ
1.1 До роботи на верстаті допускаються особи, що пройшли інструктажі на робочому місці про безпечні методи роботи з охорони праці.Проведення інструктажу з техніки безпеки оформляють у журналі.
1.2. Небезпечність у роботі :
- пошкодження очей стружкою, що відлітає;
- поранення рук, тіла внаслідок поганого закріплення деталей;
- доторкання до деталі, яка обробляється; - неправильне поводження із різцем.
1. 3.Виконуйте тільки ту роботу, яку доручив майстер виробничого навчання.
2. ВИМОГИ БЕЗПЕКИ ПЕРЕД ПОЧАТКОМ РОБОТИ
2.1. Одягніть спецодяг, застебніть його на всі ґудзики, сховайте волосся під головний убір
2. 2.Перевірте надійність кріплення захисного кожуха носової передачі.
2.3.Перевірте з'єднання заземлення/занулення з корпусом верстата
2.4. У становіть заготовку із зазором 2-3 мм від деталі і закріпіть його на висоті центрової лінії заготовки.
2.5.Перевірте справність різального інструменту і правильність його заточки.
2. 6.Перед початком роботи надіньте захисні окуляри.
3. ВИМОГИ БЕЗПЕКИ ПІД ЧАС РОБОТИ
3.1.Підводьте різець до заготовки після того, як вал досягне повної частоти обертання.
3.2.Подавайте інструмент плавно, без сильного натиску.
3.3.Своєчасно просувайте заготовку до оброблювальної деталі.
3.4.Щоб уникнути травм під час роботи :
- не нахиляйте голову близько до верстата;
- не заміряйте деталь, що обробляється, під час роботи верстата;
- не зупиняйте верстат, гальмуючи рукою деталь;
не відходьте від верстата, не вимкнувши його.
4.ВИМОГИ БЕЗПЕКИ ПІСЛЯ ЗАКІНЧЕННЯ РОБОТИ
4.1.Зупиніть верстат. Покладіть у відведені місця інструменти.
4.2.Приберіть з верстата стружку за допомогою щітки. Не здувайте стружку.
4.3.Здайте верстат майстру виробничого навчання.
4.4.Виходьте з майстерні тільки з дозволу майстра в/н.
5.ВИМОГИ БЕЗПЕКИ В АВАРІЙНИХ СИТУАЦІЯХ
5.1.При виявленні несправності під час роботи негайно вимкніть верстат і повідомте майстра виробничого навчання. Без його дозволу до роботи не приступайте.
5.2.У випадку травми, пожежі негайно повідомте майстра в/н.
Безпека праці при розмітці.
При виконанні розміточних операцій необхідно дотримуватись наступних правил безпеки праці:
встановлення заготовок (деталей) на плиту і зняття з плити
необхідно виконувати лише в рукавицях; заготовки (деталі), пристосування надійно встановлювати
не на краю плити, а ближче до середини; перед встановленням заготовок (деталей) на плиту слід
перевірити її на стійкість; під час роботи на вільні (не використовувані) гостро заточені кінці чертилок обов’язково надівати запобіжні пробки
або спеціальні ковпачки; мідний купорос, що використовується для фарбування, наносять лише кісточкою, дотримуючись мір безпеки (він ядовитий); слідкувати за тим, щоб проходи навколо розміточної плити
були завжди вільні; слідкувати за справністю кріплення молотка на ручці; видаляти пил і окалину з розміточної плити лише щіткою, а
з крупних плит - мітлою; промаслене дрантя і папір складають лише в спеціальні
металеві ящики.
Безпека праці при свердлінні.
При роботі на свердлильному верстаті слід дотримуватись наступних правил безпеки праці:
правильно встановлювати, надійно закріплювати заготовки
на столі верстата і не утримувати їх руками в процесі обробки; не залишати ключа в свердлильному патроні після зміни
ріжучого інструменту; пуск верстата виконувати лише тоді, коли є тверда впевненість в безпеці роботи:
![]() стежити за роботою
насоса і кількістю охолоджуючої рідини, що поступає до місць обробки; не
братися за ріжучий інструмент, що обертається, і шпиндель; не виймати рукою
зламаних ріжучих інструментів з отвору, користуватися для цього спеціальними
пристосуваннями; не натискувати сильно на важіль подачі при свердлінні
заготовок на прохід, особливо при свердлінні свердлами малого діаметра;
підкладати дерев'яну підкладку на стіл верстата під шпиндель при зміні патрона
або свердла; користуватися спеціальним ключем, клином для видалення
свердлильного патрона, свердла або перехідної втулки з шпинделя; постійно
стежити за справністю ріжучого інструменту і пристроїв кріплення заготовок і
інструменту; не передавати і не приймати якихнебудь предметів через працюючий
верстат; не працювати на верстаті в рукавицях; не спиратися на верстат під час
його роботи.
стежити за роботою
насоса і кількістю охолоджуючої рідини, що поступає до місць обробки; не
братися за ріжучий інструмент, що обертається, і шпиндель; не виймати рукою
зламаних ріжучих інструментів з отвору, користуватися для цього спеціальними
пристосуваннями; не натискувати сильно на важіль подачі при свердлінні
заготовок на прохід, особливо при свердлінні свердлами малого діаметра;
підкладати дерев'яну підкладку на стіл верстата під шпиндель при зміні патрона
або свердла; користуватися спеціальним ключем, клином для видалення
свердлильного патрона, свердла або перехідної втулки з шпинделя; постійно
стежити за справністю ріжучого інструменту і пристроїв кріплення заготовок і
інструменту; не передавати і не приймати якихнебудь предметів через працюючий
верстат; не працювати на верстаті в рукавицях; не спиратися на верстат під час
його роботи.
Обов'язково зупиняти верстат у випадку:
1) відходу від верстата навіть на короткий час; 2) припинення роботи; 3) виявлення несправностей у верстаті, приладді, пристосуваннях і ріжучому інструменті; 4) змащування верстата; 5) установки або зміни ріжучого інструменту і пристосувань, приналежностей і т. д.; 6) прибирання верстата,
робочого
місця і
стружки з
інструменту,
|
Кут заточки свердла |
Призначення |
|
|
|
патрона і заготовки.

про публікацію авторської розробки
Додати розробку