Конкурс: «Кращий електромонтер» проводиться в училище традиційно в тиждень спецтехнології.

 Донецька обласна державна адміністрація
Донецька обласна державна адміністрація
управління освіти та науки
Маріупольське вище металургійне училище.

«Кращий за професією «Електромонтер з ремонту та обслуговування електроустаткування»».
Розробили:
майстер в/н : Слюсарев В.О.
майстер в/н : Акимченков А.В.
Маріуполь 2013 р.
Розглянуто та схвалено на засіданні методичної комісії
«Електропостачання та автоматизація»
Протокол №______ від _________ 2013 р.
Конкурс:
«Кращий електромонтер» проводиться в училище традиційно в тиждень спецтехнології.
Конкурс розраховано на учнів першого та другого курсу з професії:
«Електромонтер з ремонту та обслуговування електроустаткування».
Мета конкурсу :
- Повторення та узагальнення навчального матеріалу з електротехніки, електроматеріалознавства, спецтехнології та техніки безпеки;
- Перевірка теоретичних та практичних навичок і вмінь;
- Виховання відповідальності;
- Активізація навчальної діяльності учнів.
Конкурс проводиться в два тури.
1-й тур – теоретичний
Перевірка навчальних досягнень учнів з теоретичної підготовки з предметів:
- Електротехніка
- Електроматеріалознавство
- Спецтехнологія
- Охорона праці.
Критерії оцінювання теоретичного та практичного туру
Оцінювання теоретичного туру здійснюється за критеріями - одна правильна відповідь – один бал.
Максимальна кількість балів в теоретичному турі – 30 балів.
В практичному турі оцінюється виконання окремих завдань.
Максимальна кількість балів в практичному турі – 70 балів.
2-й тур – практичний
Перевірка навичок і вмінь.
Практичний тур складається з наступних завдань:
Завдання № 1 : Дати обґрунтовані відповіді на практичне запитання
(додаток № 2.1)
Максимальна кількість балів за всі п ´ять питань - 15 балів
Правильна відповідь на кожне питання -3 бали.
Бали знижаються за неповну відповідь та помилки.
Завдання № 2: Виконати креслення схеми згідно завдання.
(додаток № 2.2)
Максимальна кількість балів за креслення -15 балів.
Бали зніжуються:
- За принципові помилки – 5 балів;
- За дрібні не принципові помилки – до 5 балів;
- За неохайне виконання схеми – до 5 балів.
Завдання № 3: Зачистити один кінець дроту , зробити кільце і опаять його.
Вимоги к паянню:
- Паяння повинно бути без напливів;
- Паяння повинно бути без слідів каніфолі;
- Паяння повинно бути скелетним;
- Термін паяння повинен буди не більше 5 секунд.
Максимальна кількість балів за обробку - 40 балів.
Бали знижаються за порушення вимог:
- За паяння з напливом – до 10 балів;
- За сліди каніфолі – до 10 балів;
- За перевищення часу паяння - до 15 балів
Практичне завдання оцінюється за наступним критеріями:
- підготовка матеріалу,лудіння проводів - 5 балів;
- кільцювання проводів - 5 балів;
- якісна зборка проводів до клем - 5 балів;
- якість загальної збірки,дизайн складання - 5 балів;
- організація робочого місця - 5 балів;
- охорона праці - 5 бала.
Конкурс
«Кращий за професією «Електромонтер з ремонту та обслуговування електроустаткування»».
1-й тур
Теоретична частина .
Завдання теоретичного туру
Питання з відповідями:
- Яка частина асинхронного двигуна з фазним ротором підключається до джерела електричної енергії…………( обмотка статора).
- Одиниця вимірювання електричного опору…..(Ом).
- Одиниця вимірювання електрорушійної сили……(Вольт).
- З якого матеріалу не може бути виготовлена ізоляція кабелю – з паперу або свинцю?.........(зі свинцю).
- Еквівалентний опір трьох з'єднаних резисторів по 30 Ом дорівнює …(10 Ом).
- Назвіть ручний низьковольтний апарат для вмикання двигунів, в назві якого є
м´який знак ……(рубильник).
- Який матеріал має найвищий питомий опір: мідь, срібло, залізо, алюміній?..(залізо).
- Чому дорівнює опір перегорілого запобіжника? ……(прямує до нескінченності).
- Як зміниться опір провідника, якщо його довжина збільшиться в 4 рази; а переріз зменшиться в 2 рази?..(збільшиться в 8 разів).
- Яким приладом вимірюють електричну напругу?....(вольтметром).
- Який пристрій перетворює напругу з більшої на меншу та навпаки?..(трансформатор).
- Для чого плавку вставку запобіжника виконують у вигляді пластини з вирізами?
- Задля чого на плавкі вставки запобіжників інколи напаюють олов'яні кульки?
- Апарат для захисту електричних приладів від струмів короткого замкнення та перевантаження….(запобіжник, автоматичний вимикач).
- У якого електрообладнання коефіцієнт корисної дії дорівнює 125%...(ніякого).
- З скількох основних елементів умовно складаються усі електричні кола?..........................(з трьох: джерело, лінія електропередач, приймач).
- Як змінюється опір проводів зі збільшенням температури?...(збільшується).
- Зміна структури та властивостей ізоляції за часом?...(старіння).
- Елементарна негативно заряджена частина…(електрон).
- Речовина, що проводить електричний струм….(провідник).
- Прилад для вимірювання електричного струму…..(амперметр).
- Холодне зварювання на букву «О»…….. (опресування).
- Спеціальна речовина, що покриває корпус люмінесцентної лампи зсередини….(люмінофор).
- Руйнування металів від хімічних процесів…(корозія).
- Електричний апарат для захисту електроустановок від струмів короткого замкнення?...(запобіжник).
- Примішення, в якому вологость 30% ........... (сухе).
- Приміщення, в якому вологість перевищує 90%........(сире).
- Матеріали ізоляції кабелю ААБ……………..(папір).
- Назвіть вид підшипників в електричних машинах…..(кочення , ковзання).
- Захисний засіб для попередження окислення алюмінію …………………...(кварце-цинково-вазелинова паста).
2-й тур
Практична частина.
Виготовлення схематичної моделі електрифікації приміщення.
Матеріали: електричний дріт, ламповий патрон, електрична лампочка, монтажна коробочка, електрична розетка, вимикач, планшет, ізоляційна стрічка, припій, каніфоль, саморізи, кліпси, штепсель.
Інструменти: викрутка, пасатижі, бокорізи, монтажний ніж, молоток, паяльник, лінійка, олівець
Обладнання: електротехнічний стіл, витяжна вентиляція.
Завдання.
1.Накреслити монтажну схему електропроводки приміщення, яка складається з електричної розетки та освітлювача (електричної лампочки). ( додаток №1.1)
2. Підготувати робоче місце, необхідні інструменти, перевірити їх. (додаток №1.2),
3.Розмітити розташування складаючи схеми
( розетки (додаток №1.3), патрона (додаток №1.4), електричних дротів).
4. Розрахувати необхідну довжину електричних дротів згідно розмітці.
5. Очистити кінці проводки від ізоляції і підготувати до підключення до мережі.
(додаток №2)(теоретична частина)
6. Встановити на планшеті монтажну коробочку з електричною розеткою, вимикач,
електричний патрон. (додаток №1.3-1.5 ),
7. З`єднати та підключити електричні дроти. (додаток №1.6)
7.1. Підключити штепсель.
8. Пропаяти місце з`єднання дротів.
9. Перевірити з`єднання схеми.
10. Вкрутити лампочку та випробувати зібрану схему, підключивши у розетку на електротехнічному столі за допомогою штепселя після перевірки роботи майстром виробничого навчання.
11 Убрати за собою ретельно робоче місце та здати інструменти.
Інструкційно-технологічна картка
|
№ |
НАЗВА ОПЕРАЦІЇ |
ВКАЗІВКИ ТА ПОЯСНЕННЯ |
ІНСТРУМЕНТИ |
|
1 |
Заготівля електричних дротів |
Відміряти електричні дроти необхідної довжини для монтажу з невеличким запасом для гарантії достатності довжини. |
Рулетка |
|
2 |
Оздоблення кінців дротів |
Відміряти на кінці дроту відстань, для загинання кільця, необхідного для підключення під заданий діаметр винтового з’єднання |
Лінійка |
|
3 |
З'єднання жил |
Скрутити обидві жили щільним витком використовуючи пасатижами. |
Пассатижи |
|
4 |
Видалення ізоляції |
Відміряти на кінці дроту відстань 30 -40 мм від кінця жили, видалити на цьому місці ізоляцію спеціальними щипцями або монтерським ножем. |
Монтерський ніж |
|
5 |
Оформлення кільця |
Обігнути кінець жили навколо гвинтика і зробити 2 - 3 витка навколо жили, ущільнити їх пасатижами і відкусити зайві жилки дроту бокорізами. |
Пасатижи, бокорізи |
|
7 |
Пайка скрутки |
покрити скрутку шаром каніфолі та пропаяти паяльником. |
Паяльник |
|
8 |
Ізолювання скрутки |
накласти на скрутку ізоляційну стрічку таким чином, щоб оберти стрічки перекривали одне одного та захопивши заводську ізоляцію. |
Ізоляційна стрічка, ніж |
|
9 |
Підключення арматури дротами та збірка. |
Підключити оздоблені дроти гвинтами, зібрати приладдя, перевірити якість підключення. |
Викрутка |
|
10 |
Випробування роботи освітлювальної схеми. |
Випробувати роботу освітлювальної схеми короткочасним вмиканням. |
|
Організація робочого місця та техніка безпеки під час проведення практичної частини конкурсу.
1.Одягнути спецодяг.
2. Підготувати робоче місце.
3. Ретельно оглянути інструменти та матеріали.
4. Під час роботи:
- монтажний ніж тримати під кутом від себе під час зачищення ізоляції та не тримати руку на шляху руху леза;
- не тримати руку навпроти викрутки під час крутіння гвинтів;
- не доторкатись жала нагрітого паяльника та не класти його на горючі поверхні;
- не допускати попадання розплавленого припою на шкіру та до очей;
- не вдихати пари каніфолі або паяльної кислоти.
5. Після закінчення роботи:
- вимкнути паяльник та охолодити його;
- відключити електричний струм;
- здати інструменти;
- ретельно придбати робоче місце;
- передати виконану роботу журі для оцінювання.
Додаток №1.1
Схеми включення ламп розжарювання
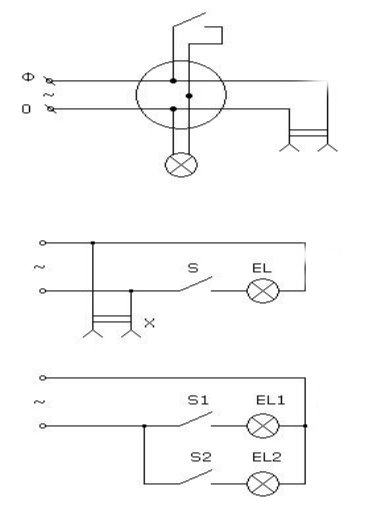
монтажна схема включення однолампового світильника з розеткою.
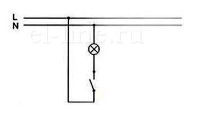
принципова схема включення однієї лампи з вимикачем і розеткою.
принципова схема включення двох ламп зі своїми вимикачами
Додаток №1.2
Інструмент, необхідний для монтажу електропроводки:
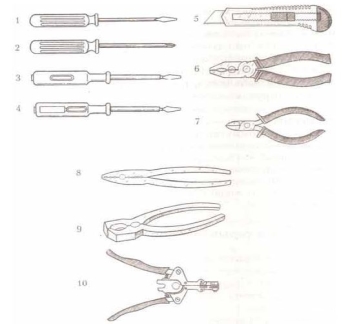
1, 2 - викрутки;
3, 4 - пасивний і активний пробники;
5 - ніж;
6 - пасатижі;
7 - гострозубці;
8 - 10 - інструменти для зняття ізоляції на кінці дроту.
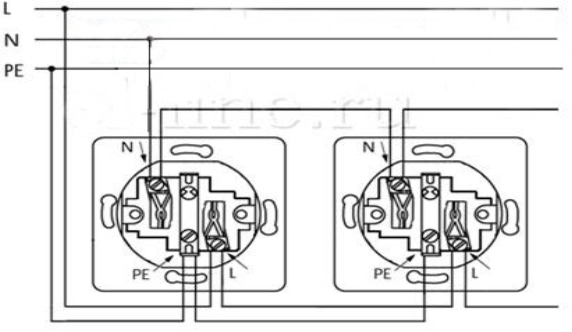
Додаток №1.3
|
|
Підключення електричної розетки живлення |
.
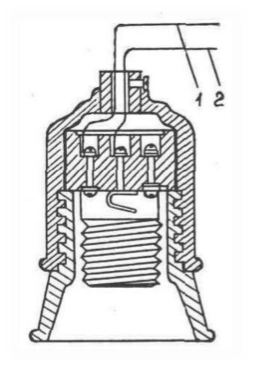
Додаток №1.4
Підключення Патрону
 У світильниках застосовують патрони різної конструкції. Для ламп розжарювання і ламп ДКЛ призначені різьбові патрони: для ламп потужністю до 60 Вт - патрони з діаметром різьби 14 27 мм (з різьбленням Ц14 - малий цоколь і Ц27 - середній цоколь), для ламп потужністю до 200 Вт - патрони з різьбленням Ц27, а для ламп потужністю від 300 до 1500 Вт-патрони з різьбленням Ц40 (великий цоколь).
У світильниках застосовують патрони різної конструкції. Для ламп розжарювання і ламп ДКЛ призначені різьбові патрони: для ламп потужністю до 60 Вт - патрони з діаметром різьби 14 27 мм (з різьбленням Ц14 - малий цоколь і Ц27 - середній цоколь), для ламп потужністю до 200 Вт - патрони з різьбленням Ц27, а для ламп потужністю від 300 до 1500 Вт-патрони з різьбленням Ц40 (великий цоколь).
За конструктивним виконанням розрізняють патрони підвісні з ніпелем, з вушком для підвішування, стельові і настінні. Найбільш поширені патрони в пластмасовому і фарфоровому корпусах. Контакти і контактні затиски для приєднання проводів змонтовані на порцелянових вкладках.
До контактних затисків патронів можна приєднати мідні дроти перетином 0, 5; 0, 75; 1;
1, 5; 2, 5 мм^2 і алюмінієві 2, 5 мм^2.
При зарядці патрона нульовий провід прикріплюють до гвинтовий гільзі патрона, а фазний - до верхнього контакту патрона
Патрони для люмінесцентних ламп випускають стоечные, круглі і накидні з корпусами з пластмаси. До контактних затисків патронів можна приєднувати мідні дроти перетином до 1, 5мм^2.
Патрон після підключення( в разрзе):
1 - нульовий привід;
2 фазний провід
Додаток №1.5
|
|
Вимикач одноклавішний |
Менш зручний для розбирання варіант, коли для фіксації кришки корпусу-і механізму, замість гвинтів використовуються різні засувки. У цьому випадку розбирання вимагає особливої обережності при необережності, засувки дуже легко пошкодити
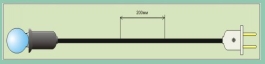 Приблизно по середині кабелю, на ділянці близько 20-ти див. необхідно видалити шар зовнішньої ізоляції.
Приблизно по середині кабелю, на ділянці близько 20-ти див. необхідно видалити шар зовнішньої ізоляції.
Робити це потрібно дуже обережно - внутрішня ізоляція не повинна бути пошкоджена.
(мал. №1.1)
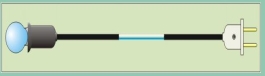 Далі, перерезаем один з проводів. Отримані 2 кінця готуємо до приєднання - знімаємо з країв ізоляцію на необхідну довжину. Як і у випадку з розеткою, оголені кінчики, або загинаються в колечко, або залишаються прямими - в залежності від виду приєднання, использоваемого в нашому вимикачі. На малюнку внизу, вони загнуті в колечко.
Далі, перерезаем один з проводів. Отримані 2 кінця готуємо до приєднання - знімаємо з країв ізоляцію на необхідну довжину. Як і у випадку з розеткою, оголені кінчики, або загинаються в колечко, або залишаються прямими - в залежності від виду приєднання, использоваемого в нашому вимикачі. На малюнку внизу, вони загнуті в колечко.
( мал. №1.2)
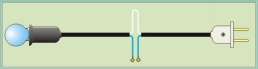 Якщо тепер, дуже обережно (у жодному разі не торкаючись до оголених проводів) увіткнути вилку в розетку - лампочка горіти не буде. Знову змусити її горіти, можна, з'єднавши назад 2 кінця розірваного дроти. Разьеденяем їх - лампочка знову гасне. Всі приєднання, пов'язані з дотиками до оголених кінців проводів необхідно робити, обов'язково висмикнувши вилку з розетки. Після цього виробляємо приєднання вимикача.
Якщо тепер, дуже обережно (у жодному разі не торкаючись до оголених проводів) увіткнути вилку в розетку - лампочка горіти не буде. Знову змусити її горіти, можна, з'єднавши назад 2 кінця розірваного дроти. Разьеденяем їх - лампочка знову гасне. Всі приєднання, пов'язані з дотиками до оголених кінців проводів необхідно робити, обов'язково висмикнувши вилку з розетки. Після цього виробляємо приєднання вимикача.
(мал. №1.3)

І закриваємо кришкою - корпус.
(рис №1.4)
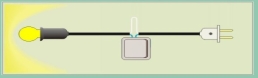 Включаємо вилку в розетку, кілька разів натискаємо клавішу вимикача в обох напрямках. Знову лампочка загоряється, знову гасне. Сам собою напрошується висновок - вимикач по своїй суті, є контрольованим розривом електричного ланцюга. (мал. №1.5)
Включаємо вилку в розетку, кілька разів натискаємо клавішу вимикача в обох напрямках. Знову лампочка загоряється, знову гасне. Сам собою напрошується висновок - вимикач по своїй суті, є контрольованим розривом електричного ланцюга. (мал. №1.5)
Додаток №1.6
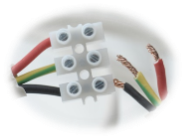
 На сучасному ринку електротоварів в наявності є велика кількість різноманітних пристосувань для з'єднання проводів - різних клемників, ковпачків. Тому при з'єднанні проводів в розподільній коробці, можна застосовувати ці досягнення цивілізації.
На сучасному ринку електротоварів в наявності є велика кількість різноманітних пристосувань для з'єднання проводів - різних клемників, ковпачків. Тому при з'єднанні проводів в розподільній коробці, можна застосовувати ці досягнення цивілізації.
Але, незважаючи на різноманітність клемників, з'єднання, яке найбільш часто використовується - це скрутка.
Вибір способу з'єднання справа суто індивідуальна, у всіх у них є певні переваги та недоліки.
Єдине, якщо Ви не впевнені в якості клемника, то краще зробіть скрутку, завдовжки не менше 4 см, добре її заізолюйте, і така скрутка забезпечить хороший, надійний контакт на довгі роки, в той час як неякісний клемник може принести масу клопоту.
Якщо Ви з'єднуєте алюмінієву проводку з мідною, то застосування клемника є обов'язковим, інакше, через кілька років, із-за окислення скрутки з даних металів, контакт може назавжди пропасти. Для перестраховки звичайну скрутку можна пропаяти припоєм, але це не є обов'язковим.
Додаток № 1.7
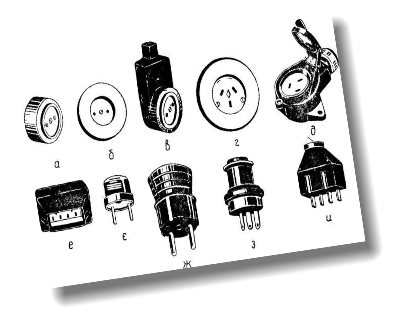
Елементи штепсельних з'єднань. а — штепсельна розетка на 6 А для відкритого встановлення,
б — штепсельна розетка на 6 А для схованого встановлення,
в — надплінтусна розетка;
г — двополюсна штепсельна розетка на 10 А з плоскими струмовими і заземлюючими контактами для схованого встановлення;
д — двополюсна штепсельна розетка на 10 А з заземлюючим контактом захищеного виконання для відкритого встановлення, є — триполюсна штепсельна розетка на 25 А і 380 В із заземлюючим контактом у захищеному виконанні для відкритого встановлення, є — вилка на 6 А; ж — вилка на 10 А з заземлюючим контактом; з — вилка двополюсна на 25 А і 380 В із заземлюючим контактом; и — вилка триполюсна на 25 А і 380 В із заземлюючим контактом.
Штепсельні з'єднання складаються з двох основних елементів: розетки і вилки
Штепсельні розетки випускають з круглими і плоскими контактами. Застосування плоских контактів дає змогу створити більш надійне контактне з'єднання, зменшити витрати міді і майже вдвічі порівняно з круглими контактами збільшити строк їх служби.
Для підключення переносних електроприймачів до електричної мережі напругою понад 36 В у приміщеннях з підвищеною небезпекою і особливо небезпечних застосовують двополюсні і триполюсні штепсельні розетки з заземлюючим контактом, до якого приєднують провідник місцевої мережі заземлення.
До контактних затискачів двополюсних штепсельних розеток на струми до 10 А можна приєднувати електричні проводи перерізом до 2,5 мм2, до триполюсних розеток на струми до 25 А — проводи перерізом до 16.
Додаток № 2.1 (теоретична частина)
Монтаж вимикачів, штепсельних розеток і світильників.
Штепсельні розетки і вимикачі мають спеціальні клеми для підключення їх до
|
мал. № 2. 1 . Види крпления кінця хіли в включтелях і штепсельних розтках: а- болтом з шайбою; б - мехдускобой та гайкою; в - гвинто збоку 1 - кінець жили; 2-шайба; 3 - болт; 4 - детль з різьбовим гніздом; 5 – скоба. |
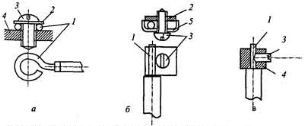 проводці. деталь с резьбовімЗустрічаються три різновиди таких клем (мал. № 2.1):
проводці. деталь с резьбовімЗустрічаються три різновиди таких клем (мал. № 2.1):
• кінець дроту скручується петлею і притискається гвинтом з шайбою;
• кінець дроту затискається між квадратної гайкою та клемної пластиною; • кінець дроту вставляється в отвір клеми і затискається гвинтом збоку.
Перший варіант дає саме надійне кріплення і має відмінну площа контакту, хоча і складний у монтажі; в конструкціях імпортного виробництва практично не зустрічається.
Третій варіант монтується найбільш просто, проте не дуже надійний: притиск не може утримати кінець дроту, необхідно стежити, щоб діаметр дроту становив не менше трьох чвертей діаметра отвору в клеми, інакше гвинт не може притиснути провід, а пройти повз нього.
Монтують названі прилади до того, як встановити їх у коробку; з цією метою і
 залишають достатньо довгі кінці кабелю, випускаючи їх через монтажні вікна коробок.
залишають достатньо довгі кінці кабелю, випускаючи їх через монтажні вікна коробок.
Особливої старанності вимагає операція зачистки (оброблення) кінця кабелю.
Спочатку потрібно гострим монтажним ножем зробити надріз уздовж зовнішньої оболонки кабелю, стежачи за тим, щоб не
|
мал. № 2. 2 Оброблення оболонки. |
пошкодити ізоляцію жив (мал. №2.2).
Довжина надрізу вибирається з того дроту, який буде підключений до найбільш віддаленого клеми. Потім надрізану частина оболонки потрібно зняти, вивільнивши жили, і обрізати. Найзручніше обробляти кабелі марки NYM - їх зовнішня оболонка являє собою трубку, не стосується жив, і відокремлена від них не передавальної горіння м'якою і неміцною прокладкою, тому небезпека прорізати ізоляцію жив при прорезке оболонки невелика.
|
рис.№2.3 Высвобождени жив кабея з оболонки. |
мал № 2.4 Зачистк кінця жили: а - непавльно; б - правильно. |
 Після звільнення жив (мал.№ 2. 3) кожну з них обрізають до потрібної довжини, виходячи з розташування клем, і зачищають ізоляцію кожної жили, залишаючи оголений кінець завдовжки 6-12 мм (щоб край ізоляції після підключення дроти прдходил як можна ближче до клеми).
Після звільнення жив (мал.№ 2. 3) кожну з них обрізають до потрібної довжини, виходячи з розташування клем, і зачищають ізоляцію кожної жили, залишаючи оголений кінець завдовжки 6-12 мм (щоб край ізоляції після підключення дроти прдходил як можна ближче до клеми).
Сама відповідальна операція - зачищення кінців жив, особливо алюмінієвих
(мал. № 2.4).
Часто роблять так: ножем в потрібному місці роблять кільцевої надріз в ізоляції проводи й стаскивают кінець ізоляційної трубки. При цьому неминуче залишається кільцева подряпина на алюмінієвій або мідної жили. Ця подряпина, як правило, призводить під час монтажу до утворення тріщини, а потім до обриву проводів у клеми.
Якщо ви зачищаєте ізоляцію ножем, робіть це так, щоб ніж стосувався жили під кутом (як при очинке олівця). Але краще скористатися спеціальним інструментом для зачистки. Існує чимало таких конструкцій машинок. Найбільш прості влаштовані подібно кліщів, але мають напівкруглі вибірки у ріжучих крайках під різні діаметри жили. Найскладніші влаштовані так, що при стисненні ручок спочатку спеціальні губки захоплюють провід далі місця зачистки, потім ріжучі кромки з виїмкою потрібного розміру прорізають ізоляцію, не торкаючись жили, і, нарешті, ці сомкнувшиеся ріжучі крайки відсуваються від губок, знімаючи прорізану частина ізоляції.
Після зачищення кінців жив їх приєднують до клем. Сучасні виробники кабельної продукції застосовують для жив кольорову ізоляцію. Наприклад, у трьохжильного дроти ізоляція може мати різний колір. Прийнято для фазного дроти використовувати коричневу жилу, для нульового - синю, а для заземлюючого - жовто-зелену. Важливо, щоб у всьому будинку від електрощитки до кінцевих електроприладів маркування була однаковою.
Якщо жили кабелю не відрізняються за кольором, краще кожен заготовлений відрізок (від коробки до коробки) після зачищення проводів прозвонить і маркувати (колечком кольоровий ізолента, шматочком хлорвінілової трубки з маркуванням (Ф - фаза, Н - нуль, 3 - земля).
Прозванивают кабель так: спочатку жили на одному кінці маркують, даючи їм мітки «Ф», «Н», «3» (або кольорові позначки) у будь-якому порядку. Потім до одного з цих мічених проводів (наприклад, «Ф») приєднують затиск або щуп пробника, а іншим зажимом шукають на іншому кінці кабелю ту жилу, дотик до якої покаже проходження струму по жилі (відхилення стрілки, світіння лампочки і т. д.). Цю жилу маркують теж як «Ф». Ту ж операцію повторюють ще з одним проводом, наприклад, «Н». Тоді залишилася жила - «3».
Одна з конструкцій зручного активного пробника показана на мал. 12 (поз. 4). Лампочка спалахне, якщо одним кінцем жили торкнутися хвостика рукоятки, а жала викрутки торкнутися її іншим кінцем. Якщо кінці кабелю віддалені один від одного, до одного кінця жили приєднують додатковий провід (гнучкий, перетином 0,35-1,0 мм, з зажимом типу «крокодил»), а інший кінець притискають до хвостику пробника.
Приєднавши кінці жив кабелю до клем штепсельної розетки (якщо розетка без заземлення - фазу і нуль, якщо з заземленням - фазу, нуль і землю), її обережно вставляють у настановну коробку, попередньо уклавши всередину петлі проводів, і закріплюють. Для кріплення до коробці розетка забезпечена розпірного лапками з зубчастими кінцями; при загвинчуванні спеціальних гвинтів ці лапки розлучаються і впираються в стінки коробки. Перш ніж затягнути гвинти наглухо, треба послати розетку в коробку, щоб два упору планки лягли на кромку коробки.
У сучасних моделей настановних коробок передбачені різьбові гнізда з гвинтами, якими фланець розетки притягається до коробці. Штепсельну розетку слід встановити так, щоб гнізда для вилки розташовувалися горизонтально.
При прокладці лінії живлення штепсельних розеток безпосередньо на висоті їх розміщення настановні коробки одночасно використовують як комутаційних: до кожної клеми кріпиться одночасно і підводить, і відвідний провід.
При монтажі вимикача слід пам'ятати, що фазний проведення повинен бути підключений до клеми рухомого контакту, а нульовий - до клеми нерухомого контакту. Якщо вимикач двох - або трьохклавішний, у нього всі рухомі контакти виведені на одну клему (до неї і підключають фазний дріт), а до клем нерухомих контактів підключають два або три нульових дроти.
Коли перемикач знаходиться у включеному положенні, нульові проводи від вимикачів підводять до світильників (або групам ламп люстри) фазу. Ці проводи повинні бути підключені до центрального електричного контакту патрона. Проводи від різьбового контакту, який угвинчується цоколь лампи, підключають до нульового проводу.
Якщо потрібно в одній точці встановити кілька розеток або блок розеток і вимикачів, можна використовувати спеціальні настановні коробки з перехідниками, що об'єднують їх в один блок. Для вимикачів і розеток також існують рамки-накладки, що поєднують два, три або чотири приладу в один блок - вертикальний або горизонтальний.
Додаток № 2.2 (теоретична частина)
Основні відомості про освітлювальні електроустановки
Освітлювальною електроустановкою називається спеціальний електротехнічний пристрій, призначений для освітлення територій, приміщень, будинків і споруд.
Освітлювальна електроустановка великого житлового будинку або промислового підприємства являє собою складний, комплекс, що складається з розподільних пристроїв, магістральних і групових електричних мереж, різних електроустановочних приладів, освітлювальної арматури (світильників) і джерел світла, а також підтримуючих конструкцій та кріпильних деталей. Характерною особливістю освітлювальних електроустановок є різноманітність схем, які застосовуються, і способів виконання електропроводок, конструкцій світильників та джерел світла. В сучасних потужних електроустановках застосовують складні пристрої автоматики і телеуправління.
Залежно від призначення світильників освітлювальної електроустановки розрізняють загальне, місцеве, комбіноване робоче і аварійне освітлення.
Загальним називають освітлення всього або частини приміщення.
Місцеве — це освітлення робочих місць, предметів або поверхонь, наприклад спеціальне освітлення оброблюваної деталі чи інструмента на токарному верстаті.
Комбіноване сполучає загальне і місцеве освітлення.
Робочим називають освітлення, призначене для забезпечення нормальної діяльності виробничих і допоміжних підрозділів підприємств.
Аварійним називається освітлення, яке при порушенні робочого освітлення тимчасово забезпечує можливість продовження роботи або евакуації людей. Аварійне освітлення обладнують у промислових приміщеннях, коридорах, проходах, проїздах і на сходових клітках.
Світильники аварійного освітлення повинні відрізнятися від інших світильників пофарбуванням і конструкцією; їх приєднують до електричної мережі, не зв'язаної з мережею робочого освітлення.
Електроживлення світильників загального, місцевого, робочого та аварійного освітлення в нормальних приміщеннях здійснюється на напругу 127 або 220 В, а в приміщеннях з підвищеною небезпекою і в особливо небезпечних приміщеннях — на напругу 12, 24 або 36 В.
Розрізнюють також освітлення переносне, охоронне і світло-огороджувальне.
Переносне (ремонтне) освітлення здійснюють переносними ручними лампами, які приєднують до мережі напругою 127 або 220 В у нормальних приміщеннях і 12 В у приміщеннях підвищеної небезпеки і на (відкритих ділянках території підприємства.
Охоронне освітлення встановлюють вздовж огорожі території, що охороняється, з таким розрахунком, щоб одночасно освітлювалися зовнішня і внутрішня зони, які прилягають безпосередньо до огорожі.
Світлоогороджувальне освітлення встановлюють на високих будинках, димових трубах та інших спорудах для забезпечення безпеки польотів літаків у темну пору доби.
Основною вимогою, що ставиться до освітлення, є забезпечення нормованих значень освітленості. Нормовані значення освітленості визначаються умовами зорової роботи, в тому числі: розмірами предметів розрізнення, їх контрастом з фоном і коефіцієнтом відбиття фону; наявністю доступних небезпечних для дотикання предметів (відкритих струмопровідних частин, не огороджених частин машин, що обертаються, тощо); наявністю в полі зору світних поверхонь значної яскравості (електро, або газозварювання, розплав металу, розжарені оброблювані деталі, що випромінюють світло, виробничі вогні тощо).
Рівень освітленості на окремих ділянках приміщень або робочих місцях збільшують локалізованим розташуванням світильників загального освітлення, обладнанням місцевого освітлення, застосуванням конструктивно більш удосконалених світильників або підвищенням потужності ламп.
Дотримування під час монтажу освітлювальних електроустановок нормованих параметрів освітленості сприяє поліпшенню умов і підвищенню продуктивності праці, зниженню втомлюваності зору робітників, підвищенню якості продукції, що виготовляється, економії електричної енергії, яка витрачається на освітлення.
Монтаж освітлювальних електроустановок здійснюють згідно з проектом, у якому наводять світлотехнічні розрахунки і дають розрахунок освітлювальної мережі. При цьому враховують характер технологічного процесу, умови експлуатації і стан навколишнього середовища. Розрахунок за втратою напруги ведуть на основі найменших витрат провідникових матеріалів (проводів, кабелів, шин тощо). Напруга найвіддаленіших ламп повинна становити не менше: 95 % номінальної — для мережі аварійного і зовнішнього освітлення, яке виконується світильниками; 97,5 % номінальної — для мережі робочого освітлення всередині приміщень промислових підприємств і прожекторних установок зовнішнього освітлення. Напруга ламп повинна становити при нормальному режимі не більше 102,5 % номінальної.
Розрахункове навантаження живильної освітлювальної мережі визначається множенням встановленої потужності ламп, виявленої в результаті світлотехнічного розрахунку, на коефіцієнт попиту, який дорівнює: 0,6 — для розподільних пристроїв, підстанцій, складських і допоміжних приміщень підприємств; 0,8 — для лабораторій і лікувальних закладів; 1 — для виробничих приміщень. Живлення освітлювальних електроустановок здійснюється від окремих освітлювальних трансформаторів або від трансформаторів, до яких одночасно приєднані й силові споживачі (електродвигуни, електрозварювальні апарати тощо).
Додаток № 2.3 (теоретична частина)
З'єднання проводів пайкою
 Пайка - процес з'єднання металів в твердому стані припоями, які при розплавлюванні затікають в зазор, змочують поверхні, що з'єднуються, а при охолодженні, застигаючи, утворюють паяний шов.
Пайка - процес з'єднання металів в твердому стані припоями, які при розплавлюванні затікають в зазор, змочують поверхні, що з'єднуються, а при охолодженні, застигаючи, утворюють паяний шов.
Пайка виконується при температурі нижче температури плавлення матеріалів деталей, що з'єднуються. Разом з тим температура припою, за допомогою якого здійснюється пайка, повинна бути вище крапки його плавлення, а температура деталей, що з'єднуються повинна бути близька до температури плавлення припою. Дотримання цієї умови необхідно для отримання такої рухливості припою, яка забезпечує заповнення прогалин у швах між контактними елементами і обтікання їх поверхонь.
Хороша якість з'єднання пайкою може бути виконано лише в тому випадку, якщо припой змочує контактні поверхні елементів, що з'єднуються, а також володіє високими капілярними властивостями і забезпечує заповнюваність зазорів між з'єднаннями елементами.
 Металургійний метод з'єднання деталей з використанням припою, що має температуру плавлення нижче 450°С, називають м'якою пайкою. Зчеплення припою з металом відбувається завдяки адгезії припою до металу. Слід зауважити, що температура плавлення припою для пайки м'яким 450°С прийнято умовно.
Металургійний метод з'єднання деталей з використанням припою, що має температуру плавлення нижче 450°С, називають м'якою пайкою. Зчеплення припою з металом відбувається завдяки адгезії припою до металу. Слід зауважити, що температура плавлення припою для пайки м'яким 450°С прийнято умовно.
Виконання контактних з'єднань з використанням припою, що має температуру плавлення вище 450°С, називають твердої пайкою. З'єднання припою з металом у цьому випадку обумовлюється як адгезією, так і дифузією припою в метал.
При пайку майже не відбувається розплавлювання елементів, що з'єднуються, тому паяні з'єднання легше ремонтувати.
Пайкою виконуються з'єднання практично між будь-якими однаковими металами або поєднання різних металів.
До числа металів, які легко паяються, відноситься мідь. Однак додавання до міді легуючих елементів ускладнює процес пайки, так як наявність у міді домішок змінює властивості окисних плівок, що є перешкодою для створення надійного з'єднання.
Поряд з цим домішки в сплавах міді реагують в процесі пайки і утворюють крихкі з'єднання. У зв'язку з цим при виконанні контактних з'єднань слід ретельно вибирати флюси і припої.
Пайка алюмінію пов'язана з двома основними труднощами. По-перше, на алюмінії є тугоплавка окісна плівка, по-друге, алюміній має високу теплопровідність при порівняно низькій теплоємності і великим коефіцієнтом лінійного розширення. Тому в процесі пайки алюмінієвих контактних елементів підігрів повинен бути локалізована, вибір флюсу слід проводити в залежності від легуючих домішок, введених в метал.
Особливості різних з'єднуються металів або їх поєднань зумовлюють як технологічний процес пайки, так і припої, флюси, обладнання, що застосовується при пайку.
З'єднання, оконцевание і відгалуження ізольованих алюмінієвих багатожильних провідників пайкою виробляють після ступінчастою оброблення контактних ділянок алюмінієвих жив і попереднього їх обслуговування. Кінці жив вставляють у спеціальні форми, розташовуючи їх у середині і по центру трубчастої частини таким чином, щоб вони стосувалися один одного. На жили надягають захисні екрани для захисту ізоляції з'єднуються жив від дії полум'я. При великих перетинах жив додатково використовують охолоджувачі. Внутрішні поверхні форм попередньо офарблюють кокильной фарбою або натирають крейдою. Місця введення жив у форму ущільнюють листовим або шнуровим азбестом для запобігання витоку припою.
Перед пайкою спрямованим полум'ям нагрівають середню частину форми, потім в полум'я через литниковое отвір вводять пруток припою, який, розтоплю, заповнює форму до верху литникового отвори.
На малюнку показано з'єднання, підготовлене до пайки. Розроблений і використовується спосіб пайки поливом припою. При цьому способі підготовлені жили з скосами під кутом 55° укладають ст. форму, залишаючи зазор між ними біля 2 мм, інші операції підготовки жив до з'єднання аналогічні виконуваних при з'єднанні сплавом.
У тиглі розплавляється і нагрівається приблизно до 600°С (щоб уникнути швидкого охолодження) 7-8 кг припою. Між тигель і місцем заливки припою встановлюють лоток для стікання припою, який кріплять до оголених частин жив. Припой заливається у форму через литниковое отвір до тих пір, поки не відбудеться сплавлення торців жив і заповнення форми. Припой рекомендується помішувати і зчищати окисну плівку з торців жив шкребком. Тривалість пайки не перевищує 1 - 1,5 хв.
Пайка мідних провідників
 Технологія з'єднання та монтажа мідних жив пайкою однакова. Пайка жив перетином 1,5 - 10 мм2 проводиться паяльником, а перетином 16 - 240 мм2 - пропан-бутанової пальником або паяльною лампою; процес пайки полягає у зануренні в розплавлений припой або поливі місця пайки розплавленим припоєм.
Технологія з'єднання та монтажа мідних жив пайкою однакова. Пайка жив перетином 1,5 - 10 мм2 проводиться паяльником, а перетином 16 - 240 мм2 - пропан-бутанової пальником або паяльною лампою; процес пайки полягає у зануренні в розплавлений припой або поливі місця пайки розплавленим припоєм.
З'єднання і відгалуження мідних жив перетином до 10 мм2 пайкою виконується після підготовки їх контактних кінців. Жили скручуються, покриваються каніфоллю, місце пайки підігрівається з паяльником за рахунок їх розплавлення припою в місці пайки або шляхом занурення з'єднання у ванночку з припоєм. Після того як місце з'єднання змочений припоєм і їм заповнені зазори між спаиваемыми кінцями, підігрів з'єднання припиняється.
З'єднання і відгалуження мідних жив перетином 4 - 240 мм2 пайкою із застосуванням арматури контактної виконується спосіб поливу. Для цього припой в графітових або сталевих тиглях розігрівають в електричної або газовій печі до температури 550-600оС.
Підготовлені до з'єднання або оконцеванию жили попередньо облуживаются, а потім вставляються у гільзу або наконечник. Стик жив проводів розташовується в середині гільзи. При оконцевании жила вставляється в наконечник таким чином, щоб її кінець перебував заподлицо з торцем трубчастої частини наконечника. Щоб уникнути витоку припою на жилу між кінцем гільзи (наконечника) і краєм ізоляції подматывают азбест. З'єднання при пайку розташований горизонтально. Полив припою продовжують до заповнення обсягу між житлової та наконечником, але не більше 1,5 хв. По закінченні пайки слід негайно (поки не охолов припой) протерти гільзу тканиною, змоченою паяльної маззю, зганяючи і розгладжуючи при цьому патьоки припою.
З'єднання провідників з різнорідних металів пайкою проводиться по тій же технології, що й з'єднання двох алюмінієвих жив. При підготовці кінців алюмінієвих жив для пайки виконується скіс їх кінців під кутом 55о або ступінчаста оброблення, після чого кінці облуживаются. Пайка ведеться безпосереднім сплавом у формі або поливом попередньо розплавленим припоєм. З'єднання і відгалуження алюмінієвих багатожильних і однопроволочных жив може виконуватися і в мідних луджених гільзах.

Додаток № 2.1 (теоретична частина)
Дати обґрунтовані відповіді на практичне запитання:
Питання №1: Які спеціальні клеми використовуються
для підключення штепсельних розеток і вимикачі до проводів.
Питання №2: Назвіть способи прокладання проводів та кабелів освітлювання в виробничому та житловому переміщенні.
Питання №3: Правила підключення вимикачей і штепсельних розеток.
Питання №4: Основні відомості про освітлювальні електроустановки
Питання №5 : Основні правила техніки безпеки при виконанні електричних робіт.
Додаток № 2.2
Виконати креслення згідно завдання:
- Накресліть монтажну схему включення однолампового світильника з розеткою.
- Накресліть принципову схему включення однієї лампи з вимикачем і розеткою.
- Накресліть принципову схему включення двох ламп зі своїми вимикачами.

ПРОТОКОЛ
Конкурсу: «Кращий електромонтер2013» МВМПУ
Від «__»_____ 2013р.
Конкурсною комісією у складі:
Голова комісії: _____________________________________
Члени комісії: _____________________________________
_____________________________________
_____________________________________
Було розглянуто ___________ конкурсних робот.
Обговоривши конкурсні роботи, комісія прийняла рішення:
- Присвоїти перше місце: __________________________________________________________
__________________________________________________________________________________
- Присвоїти друге місце : __________________________________________________________
__________________________________________ _______________________________________
- Присвоїти трете місце: ___________________________________________________________
__________________________________________________________________________________
-
Додаткові номінації:
- За краще теоретичне знання: ___________________________________________________
___________________________________________________________________________________
- За кращу практичну роботу: ___________________________________________________
___________________________________________________________________________________
- Зауваження з організації та проведення конкурсу: ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Голова конкурсної комісії: ____________________________________________________________
Члени комісії: _____________________________________________________
______________________________________________________________ ______________________________________________________________
![]()




























про публікацію авторської розробки
Додати розробку