Конспект уроку на тему: "Зварювання листового металу встик без скосу і з скосом країв"
ДНЗ «Борщівський професійний ліцей»
Урок на тему:
«Зварювання листового металу
встик без скосу і
з скосом країв»

Підготував: Майстер в/н
Василик Б.І.
Тема уроку: Зварювання листового металу встик без скосу і з скосом кромок.
Навчальна мета уроку: Повторити та закріпити знання учнів з пройдених тем та сформувати уміння зварювати пластини встик скосу і з скосом кромок.
Виховна мета: Прищеплювати дбайливе відношення до обладнання, інструментів і пристосувань, виховувати у учнів почуття відповідальності за якість виконуваної роботи.
Розвиваюча мета: Розвивати у учнів увагу, спостережливість та пізнавальну активність.
Тип уроку: Формування початкових професійних умінь і навичок.
Місце проведення занять: Електрозварювальна майстерня.
Матеріально-технічне оснащення:
1.Електрозварювальний пост - 8 шт.
2.Випрямляч ВДМ-1001 – 2 шт.
3.Інвектори – 6 шт
4.Захисні щитки – 15 шт.
5.Молоток -шлаковідділяч – 8 шт.
6.Сталева щітка – 3 шт.
7.Електроди АНО -36, d=3 мм
8.Спецодяг – 30 комплектів.
Дидактичне оснащення: зразки зварних з’єднань.
Хід уроку
І.Організаційна частина: 5 хв.
- привітання
- перевірка присутності учнів на уроці
- перевірка зовнішнього вигляду і готовності учнів до занять.
ІІ. Вступний інструктаж: 10-15 хв
Майстер в/н:
Сьогодні ми будемо говорити про зварювання листового металу встик без скосу і з скосом кромок.
Пригадаємо основні способи зварювання і з'ясуємо як вони використовуються у зварюванні листового металу встик без скосу і з скосом кромок.
Сформувати мету сьогоднішнього уроку - до снаги кожному з вас. Спробуйте узагальнити, що саме нам потрібно для того, щоб виконати зварювання листового металу встик без скосу і з скосом кромок.
Давайте зараз визначимося, на вашу думку, використовуючи свої знання, а можливо і досвід:
Питання для актуалізації знань.
- Назвіть операції підготовки металу до зварювання
- Як підібрати діаметр та марку електрода
- Які види зварних з’єднань Ви знаєте
- Які види кромок Ви знаєте та коли вони потрібні
- Які існують види шва у просторі
ІІІ. Виклад нового матеріалу.
Односторонні стикові шви без скосу кромок виконують покритими електродами діаметром, рівним товщині зварювальних листів, якщо вона не перевищує 4 мм. Сила струму підбирається в залежності від діаметра електрода, виду і товщини покриття. Листи без скосу кромок товщиною від 4 до 10 мм зварюють двостороннім швом. Положення і поперечні руху електрода при зварюванні наведені на мал 1.
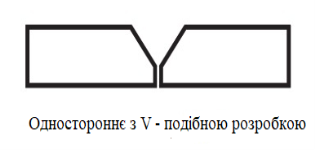
Стикові з'єднання зі скосом двох кромок (V-подібні) в залежності від товщини металу виконують одношаровими, багатошаровими або багатопрохідний швами.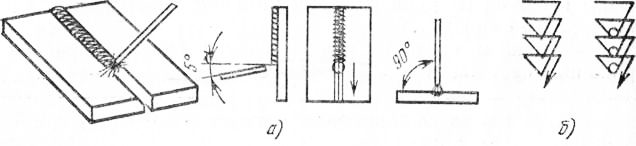
Положення (а) і руху електрода (б) при зварюванні стикових швів

Оптимальний кут розкриття шва визначається такими міркуваннями. великий кут оброблення (80-90 °) забезпечує великі зручності зварнику, зменшує небезпеку непровару кореня, але збільшує обсяг наплавленого металу, отже, зменшує продуктивність і збільшує деформації вироби. Для нормального процесу ручного дугового зварювання прийнятий кут оброблення 60 °. Він може бути збільшений на 65 ° для тонких листів і зменшений до 55 ° для листів товщиною більше 15 мм.
Зазор між стикуємими елементами і притуплення кромок становить від 15 до 40 мм в залежності від товщини листів, режиму зварювання і характеру зварювальної конструкції.
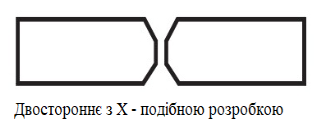
Листи товщиною 12 мм і більше з'єднуються встик з двома симетричними скосами двох кромок (з Х-подібним скосом кромок) багатошаровим або багатопрохідним швом. Багатошаровий шов виконується швидше багатопрохідного. Вибір багатошарового або багатопрохідного шва залежить від хімічного складу і товщини зварюваної сталі.
Кожен шар багатошарового шва має збільшений в кілька разів перетин у порівнянні з січенням кожного валика при багатопрохідному зварюванні; тому багатошаровий шов забезпечує підвищену продуктивність.

Іноді для забезпечення провару по всій товщині металу зварювання ведеться на мідній підкладці товщиною 4-6 мм. В цьому випадку зварювальний струм можна підвищити на 20-30%, не побоюючись наскрізного проплавлення. Якщо конструкція і призначення зварного виробу допускають наскрізне проплавлення, зварювання може вестися на сталевий підкладці.
Стикові Х-подібні шви застосовують для сталі товщиною від 12 до 40 мм. Підготовка кромок кутом скосу, величина зазору і притуплення, техніка виконання швів при цьому такі ж, як і при зварюванні листів з V-подібною обробленням. Щоб добре прогрівався і проплавлявся метал кожного нижчого шару, товщина шарів повинна бути не більше 4-5 мм і не менше 2 мм. Наприклад, для виконання Х-подібних швів при зварюванні листів товщиною 12 мм потрібно покласти 4-6 шарів, а для товщини 40 мм-10-16 шарів.
Стикові шви листів великої товщини (понад 20 мм) доцільно зварювати з криволінійним скосом двох кромок. Така підготовка дозволяє застосовувати електроди підвищеного діаметра, забезпечує надійний провар і рівномірну усадку металу шва.
Шви з двостороннім симетричним скосом двох кромок (Х-подібні) мають наступні переваги перед швами з одностороннім скосом двох кромок (V-подібні):
1. Зменшення обсягу наплавленого металу в 16-17 разів а, отже, збільшення продуктивності зварювання.
2. Зменшення деформацій від зварювання.
3. Можливий непровар в корені шва розташований в нейтральному перетині і тому менш небезпечний.
Для зменшення викривлення зварного виробу рекомендується виконувати шви поперемінно з одного і з іншого боку металевого листа. При зварюванні в нижньому положенні для цього потрібно часта кантовка виробу. Тому доцільно встановлювати виріб вертикально і зварювати його одночасно з двох сторін. Роботу в цьому випадку виконують два зварники.
Зварювання «у човник» кутових швів для листів товщиною до 14 мм можливе без скосу кромок (двостороннє зварювання) або з частковою обробкою кромок і збільшеним розміром притуплення. Зазор між зварювальними елементами не повинен перевищувати 10% товщини листа.

Однак не завжди можна встановити зварний виріб для зварювання «у човник»: тоді кутові шви виконують похилим електродом. У цьому випадку можливий непровар кореня шва і кромки нижнього листа. Ретельний прогрів кромок зварювальних частин досягається правильним рухом електрода, який слід тримати під кутом 45 ° до поверхні листів і виконувати поперечні рухи трикутником без затримок або із затримками в корені шва. У процесі зварювання електрод слід нахиляти то до однієї, то до іншої площини металевих листів.
Кутові шви в нижньому положенні з катетами до 10 мм виконують зваркою в один шар електродами діаметром до 5 мм, іноді без поперечних рухів.

Кутові шви без скосу кромок з катетами більше 10 мм можуть виконуватися в один шар, але з поперечними рухами електрода трикутником, причому кращий провар кореня шва забезпечується затримкою електрода в корені шва.
Кутові шви з одностороннім або двостороннім скосом кромок застосовують при виготовленні особливо відповідальних виробів. У таврових з'єднаннях без скосу кромок не завжди можна проплавити метал по всій зварювальній товщині і тим самим забезпечити необхідну міцність з'єднання.
Скіс кромок біля стінки тавра роблять під кутом 50 ± 5 °. При товщині стінки до 4 мм шов зі скосом кромки виконують в один шар; при більшій товщині зварювання ведеться в кілька шарів і проходів. При виконанні багатошарових таврових швів похилим електродом шви зазвичай виходять з нерівними катетами на полиці і стінці. Тому при проектуванні зварних виробів допускаються кутові шви з нерівними катетами.
IV. Поточний інструктаж.
- Розподіл учнів по групах
- Виконання учнями робіт
- Цільовий обхід робочих місць з метою контролю за:
- Дотримання правил безпеки праці
- Технологічною послідовністю виконання зварювальних робіт
- Раціональним використанням робочого часу
V.Заключний інструктаж.
- Захист учнями виконаних робіт
- Підведення підсумків
- Аналіз виконання роботи учнями
- Визначення кращих робіт
- Аналіз причин помилок учнів і способів їх усунення
- Повідомлення і обґрунтування оцінок
- Повідомлення домашнього завдання

ВИДИ ШВІВ В ПОПЕРЕЧНОМУ ПЕРЕРІЗІ

НОРМАЛЬНІ


ОПУКЛІ УВІГНУТІ
ОСНОВНІ ГЕОМЕТРИЧНІ ПАРАМЕТРИ СТИКОВОГО ШВА
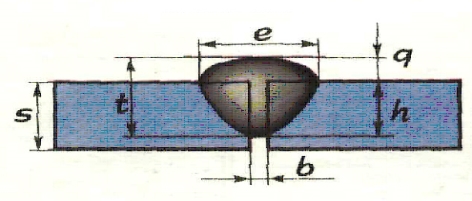
S – товщина зварювального металу h – глибина провару
ℓ – ширина шва (1 – 4) d ел t – товщина шва (t= q+ h) q - висота підсилення шва b – зазор
РЕЖИМИ РУЧНОГО ДУГОВОГО ЗВАРЮВАННЯ
ВИБІР ДІАМЕТРА ЕЛЕКТРОДА ЗАЛЕЖНО ВІД ТОВЩИНИ МЕТАЛУ
|
Товщина зварювального металу, мм |
1,5 |
2 |
3 |
4 - 5 |
6 - 8 |
9 - 12 |
13-15 |
|
Діаметр електрода, мм |
1,6 |
2 |
3 |
3 - 4 |
4 |
4 - 5 |
5
|
ОРІЄНТОВАНИЙ РОЗРАХУНОК ЗВАРЮВАЛЬНОГО СТРУМУ
|
Діаметр електрода ( d = 3 – 6 мм) |
Діаметр електрода (d ≤ 3 мм) |
|
I = (20 +6 d) dk
|
I = 30 dk |
|
k – коефіцієнт: нижній шов – 1; вертикальний шов – 0,9; стельовий шов – 0,8 |
|
I – сила зварювального струму, А; d – діаметр електрода, мм.

про публікацію авторської розробки
Додати розробку