Лекція "Види верстатів свердлильної та фрезерної групи та їх призначення."
Запорізький авіаційний коледж ім. О.Г.Івченка
Спеціальність 134 «Авіаційна та ракетно-космічна техніка»
Курс 4

МЕТОДИЧНА РОЗРОБКА (ЛА)
ЛЕКЦІЙНОГО ЗАНЯТТЯ № 5
Кількість учбових годин 2
Тема: Види верстатів свердлильної та фрезерної групи та їх призначення.
Дисциплина: «ПП.03.14 Технологічне обладнання і оснащення.»



Викладач Кравчук Ю.С.
Розглянуто та затверджено на засіданні предметної циклової комісії
авіа конструкторських дисциплін
Протокол_________ від______________
Голова ПЦК______________ Шкробатько О. О.
План заняття
Предмет: «Технологічне обладнання і оснащення.»
Тема заняття: Види верстатів свердлильної та фрезерної групи та їх призначення.
Тип заняття: лекція №5
|
Мета заняття: 1)розвиваюча 2)виховна 3)навчальна
|
Формування знань
Застосування матеріалу на практиці. |
|
Міжпредметні зв’язки |
Технологія машинобудування. Взаємозамінність. Складання АД.
|
Забезпечення заняття
- Наочні посібники :
Типові плакати кінематичних схем верстатів.
- Роздатковий матеріал : індивідуальні завдання, тести.
- Рекомендована література
Базова
1. Чернов Н.Н. Металлорежущие станки М. Машиностроение, 1988 г.
2. В.А. Богуслаев, В.А. Леховицер, А.С. Смирнов. Станочные приспособления З. Мотор Сич 2000 г.
3. Новиков М. П., Сиваи А. В. Монтаж авиационных двигателей.
Допоміжна
4. А.М. Кучер, М.М. Киватицкий, А.А. Покровский Л. Машиностроение, 1972г.
5. И.М.Колганов, В.В.Филиппов Проектирование сборочных приспособлений, прочностные расчеты. 2000 г.
6. Николенко Л. К. Сборка реактивних двигателей. Москва 1956г.
7. Інструкції до виконання практичних робіт.
8. Типові плакати кінематичних схем верстатів.
Зміст заняття
|
№ п/п |
План проведення заняття Складові заняття, навчальні запитання |
Кількість хвилин |
Методи навчання |
|
1 |
Організаційний момент
|
5 |
Бесіда |
|
2 |
Мотивація навчальної діяльності (ознайомлення з темою, метою, планом заняття) 2.1 Запис у зошиті теми. 2.2 Запис теми у журналі. |
5 |
Монолог |
|
3 |
Актуалізація опорних знань Закріплення попереднього матеріалу.
|
10 |
Опитування. |
|
4 |
Вивчення нового матеріалу
|
40 |
Доповідь, демонстрація |
|
5 |
Закріплення знань. Формування вмінь і навичок Опитування, картки.
|
10 |
Диф. Індивідуальна робота. |
|
6 |
Підготовка до виконання Д/З
Прочитати конспект лекції по темі.
|
5 |
Монолог |
|
7 |
Підведення підсумків заняття 7.1 Опитування. 7.2 Виставлення оцінок в журнал 7.3 Демонстрація та обговорення помилок. |
5 |
Бесіда |
Тема: Види верстатів токарної групи та їх призначення.
План:
- Свердлильні і розточувальні верстати, призначення, класифікація.
- Свердлильні верстати.
- Розточувальні верстати.
- Класифікація фрезерних верстатів.
- Горизонтально-фрезерні верстати.
- Вертикально-фрезерні верстати.
- Поздовжньо-фрезерні верстати.
- Обробка поверхонь заготовок на фрезерних верстатах безперервної дії.
- Обробка поверхонь заготовок на копіювально-фрезерних верстатах.
- Свердлильні і розточувальні верстати, призначення, класифікація.
Свердлильні і розточувальні - це друга група верстатів, яка ділиться на 9 типів:
- Вертикально-свердлильні служать для обробки деталей малих габаритів та ваги. Відмінна риса: на них поєднується вісь оброблюваної деталі і шпинделя.
- Одношпиндельні напівавтомати
- Багатошпиндельні напівавтомати представляють собою сукупність кількох (2-4) одношпиндельних верстатів з загальної станиною і столом. Такі верстати призначені для послідовної обробки отворів (свердління, зенкерування, розгортання і т. п.) постійно встановленими інструментами в заготовці, пересуваємою по площині столу від одного шпинделя до іншого.
- Координатно-розточувальні одно стійкові застосовуються, коли необхідно з високою точністю витримати взаємне розташування поверхонь. Обробка деталей йде в спеціальних пристроях, кондукторах. Координатно-розточні верстати забезпечують не тільки високу точність розташування осей оброблюваних отворів, але і високу точність їх геометричної форми (за круглості і циліндричності).
- Радіально-свердлильні служать для обробки середніх і великих деталей. Поєднання осей деталі і шпинделя здійснюється переміщенням шпинделя відносно нерухомої деталі. Принципова відмінність від вертикально-свердлильних верстатів полягає в тому, що при роботі на них доводиться переміщати оброблювану деталь щодо свердла, радіально-свердлильних верстатах, навпаки, свердло переміщують відносно оброблюваної деталі. Це зроблено не випадково, так як при обробці важких деталей на їх установку, вивірку і закріплення потрібно більше часу, ніж на підведення свердла.
- Горизонтально-розточні
- Алмазно-розточувальні. На них обробляються отвори, до яких застосовуються жорсткі вимоги до геометричній формі.
- Горизонтально-свердлильні Застосовуються для обробки отворів у корпусних деталях. Характерний вид роботи на них - розточування за допомогою різців, застосовуються борштанги. На них можна виконувати і фрезерні роботи.
- Спеціальні
І на п'ять класів точності:
нормальну - Н;
підвищену - П;
високу - В;
особливо високу - А;
особливу - С.
- Свердлильні верстати.
Вертикально-свердлильні верстати.
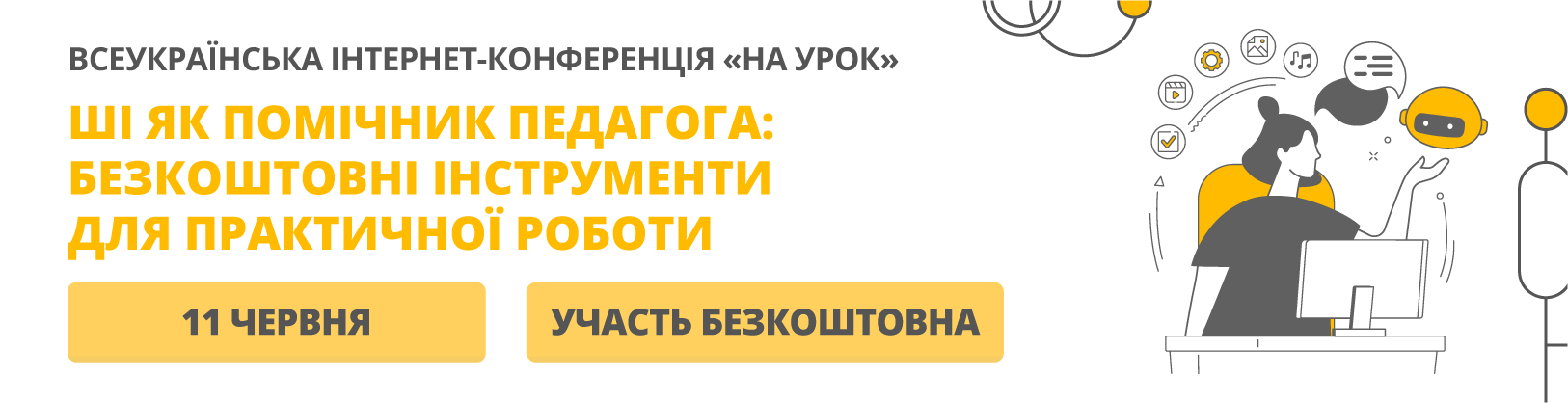
На рис. 1показаний загальний вид вертикально-свердлильного верстата. На фундаментній плиті 1 змонтована колона 2. У верхній частині колони розташована коробка швидкостей 6, через яку шпинделю з різальним інструментом повідомляють головний обертовий рух. Рух подачі (поступальний вертикальний) інструмент одержує через коробку подач 5, розташовану в кронштейні 4. Заготовку встановлюють на столі 3. Стіл і кронштейн мають установочні переміщення по вертикальним напрямним колони 2. Суміщення осі обертання інструмента із заданою віссю отвору досягається переміщенням заготовки.
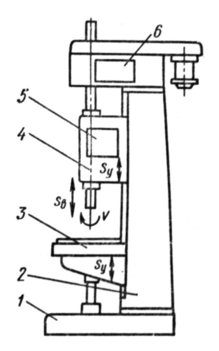
Рисунок. 1 Загальний вид вертикально-свердлильного верстата.
Радіально-свердлильні верстати.
На радіально-свердлильних верстатах обробляють кілька отворів, розташованих на значній відстані один від одного, у великогабаритних та заготовках великої маси. Ці верстати на відміну від вертикально-свердлильних забезпечують (без зміни положення заготовки) сполучення осей різального інструменту й оброблюваних отворів переміщенням шпиндельної головки. На рис. 2 наведений загальний вид радіально-свердлильного верстата. До фундаментної плити 1 кріплять нерухому колону 2, поворотною гільзою 3. На гільзі встановлена траверса 4, що може переміщатися по ній і закріплюватися за допомогою механізму 5 на певній висоті залежно від розмірів оброблюваної заготовки. Шпиндельна головка 6, усередині якої перебувають коробка швидкостей 7 і коробка подач 8, переміщається по напрямним траверси в горизонтальному напрямку та разом із траверсою повертається навколо колони. Шпиндель 9 з інструментом одержує головний обертовий рух і рух подачі (поступальний вертикальний). Заготовку закріплюють на столі 10 або безпосередньо на фундаментній плиті 1. Інструмент установлюють у робоче положення переміщенням траверси навколо колони, шпиндельної головки – по напрямним траверси та шпинделя – уздовж його осі.
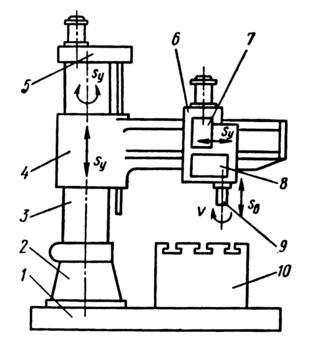
Рисунок 2. Загальний вид радіально-свердлильного верстата.
- Розточувальні верстати.
Горизонтально-розточувальні верстати.
Горизонтально-розточувальні верстати відносяться до числа найпоширеніших, на їхній базі виконані конструкції інших універсальних і спеціальних розточувальних верстатів. На рис. 3 показаний загальний вид горизонтально-розточувального верстата. На станині 1 установлена стійка 2, на вертикальних напрямних якої змонтована шпиндельна бабка 3. У шпиндельній бабці розташована коробка швидкостей і коробка подач. Шпиндель коробки швидкостей порожній, на ньому закріплена планшайба 4 з радіальним супортом 5. Усередині порожнього шпинделя змонтований розточувальний шпиндель 6. Задня стійка 7 з підшипником 8 призначена для підтримування довгих розточувальних оправок. Підшипник 8 переміщається по задній стійці 7 синхронно зі шпиндельною бабкою 3, зберігаючи співвісність зі шпинделем. Заготовку встановлюють на поворотному столі 11, що складається із двох частин: полозка 9, що переміщаються уздовж станини, і каретки 10, що має поперечне переміщення. Головним рухом є обертання розточувального шпинделя або планшайби. Рух подачі залежно від характеру оброблюваних поверхонь одержує стіл (заготовка) або інструмент за рахунок осьового переміщення розточувального шпинделя 6, радіального переміщення супорта 6 або вертикального переміщення шпиндельної бабки 3 по напрямним стійки 2. На розточувальних верстатах обробляють отвори, зовнішні циліндричні й плоскі поверхні, уступи, канавки, рідше конічні отвори й нарізають внутрішню та зовнішню різьби різцями. Найпоширенішим видом обробки на розточувальних верстатах є розточування отворів.
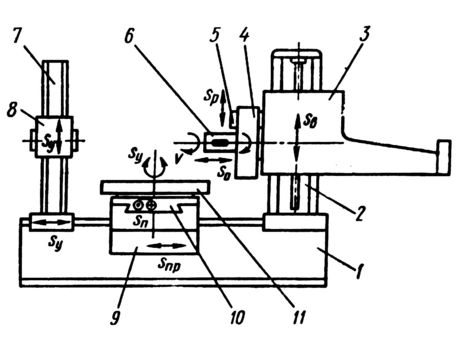
Рисунок 3. Загальний вид горизонтально-розточувального верстата
Координатно-розточувальні верстати.
На координатно-розточувальних верстатах обробляють точні отвори, при цьому забезпечується велика точність розташування їх осей. На рис. 4 показаний загальний вид одностійкового координатно-розточувального верстата. На станині 1 змонтована стійка 2. У верхній частині стійки розташована коробка швидкостей 3 і розточувальна головка 4 зі шпинделем 5. Шпинделю з інструментом повідомляють головний обертовий рух через коробку швидкостей 3. Шпиндель верстата має також вертикальне переміщення (рух подачі). Заготовку закріплюють на столі 6, який має полозки 7. Шпиндель на задані координати встановлюють переміщенням стола у двох взаємно перпендикулярних напрямках: поздовжньому по напрямним полозок 7 і поперечному по напрямним станини 1. Стіл переміщається від привода 8. Для точного відліку переміщень (координат) на верстаті є масштабні дзеркальні валики й оптичні системи. Точність установки координатних розмірів досягає 0,001 мм. Координатно-розточувальні верстати відрізняються від звичайних розточувальних верстатів підвищеною жорсткістю. Для забезпечення високої точності обробки фундамент цих верстатів ізолюють від впливу коливань сусіднього обладнання; верстати встановлюють у приміщенні з постійною температурою +20° С (±1°). На цих верстатах можна не тільки виконувати точні розточувальні роботи, але й проводити точні виміри. Координатно-розточувальні верстати застосовують головним чином для виготовлення виробів інструментального виробництва (штампів, прес-форм, шаблонів, копірів, пристроїв).
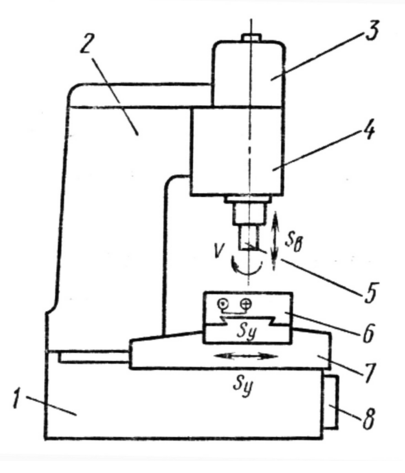
Рисунок 4. Загальний вид координатно-розточувального верстата.
Алмазно-розточувальні верстати.
На алмазно-розточувальних верстатах піддають кінцевій обробці отвори алмазними й твердосплавними різцями. На рис. 5 показаний одношпиндельний алмазно-розточувальний верстат з горизонтальним розташуванням шпинделя. На станині 1 установлена розточувальна головка 2. У головці розташований шпиндель, у якому закріплена оправка з різцем. Заготовку закріплюють на столі 3, який має переміщення по напрямним станини — поздовжню подачу, величина якої регулюється механізмом подач 4. Два співвісних отвори обробляють на алмазно-розточувальних верстатах двосторонньої дії, які мають дві розточувальні головки. Висока точність і мала шорсткість обробленої поверхні забезпечуються застосуванням високих швидкостей різання (200 — 1000 м/хв), малих подач (0,01 — 0,1 мм/об) і глибин різання (0,05 — 0,2 мм). При обробці кольорових металів застосовують алмазні, а при обробці чорних металів – твердосплавні різці. Алмазно-розточувальні верстати широко застосовують для розточування отворів у блоках циліндрів і гільзах тракторних, автомобільних і мотоциклетних двигунів.
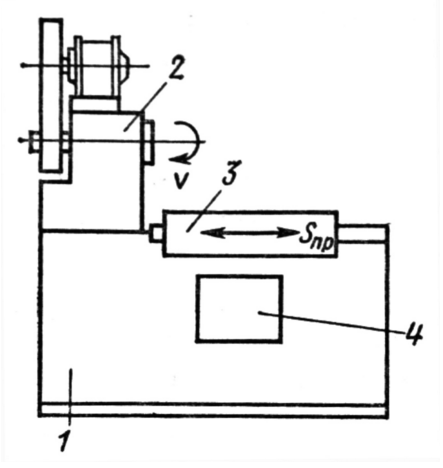
Рисунок 5. Загальний вид алмазно-розточувального верстата.
- Класифікація фрезерних верстатів.
На фрезерних верстатах можливо обробляти зовнішні та внутрішні поверхні різноманітної конфігурації, прорізувати прямі та гвинтові канавки, нарізати зовнішні та внутрішні різьби, обробляти зубчаті колеса тощо.
Розрізняють наступні види фрезерних верстатів:
- консольно-фрезерні (горизонтальні, вертикальні, універсальні та широко універсальні);
- вертикально-фрезерні без консольні;
- продольно-фрезерні;
- фрезерні безперервної дії;
- копіювально-фрезерні;
- спеціалізовані (різьбофрезерні, шпоночко-фрезерні, шлицефрезерні тощо)
- Горизонтально-фрезерні верстати.
На рис. 6 наведений загальний вид горизонтально-фрезерного верстата. У станині 1 розміщена коробка швидкостей 2. По вертикальним напрямним станини переміщається консоль 7. Заготовка, яка встановлена на столі 4 у лещатах або пристрої, одержує подачу в трьох напрямках: поздовжньому (переміщення стола по напрямним полозок 6), поперечному (переміщення полозок по напрямним консолі) і вертикальному (переміщення консолі по напрямним станини). Головним рухом є обертання шпинделя. Коробка подач 8 розміщена усередині консолі. У верхній частині станини розташований хобот 3. По його напрямним переміщається підвіска 5 з підшипником для підтримки другого кінця довгої оправки із фрезою. Горизонтально-фрезерні верстати, які мають поворотну плиту, що дозволяє повертати робочий стіл у горизонтальній площині та установлювати його на необхідний кут, називаються універсальними.
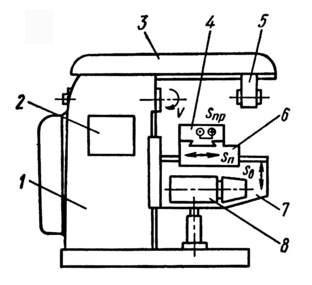
Рисунок 6. Загальний вид горизонтально-фрезерного верстата.
- Вертикально-фрезерні верстати (рис. 7).
Ці верстати мають багато загальних уніфікованих деталей і вузлів з горизонтально-фрезерними верстатами. У станині 1 розміщена коробка швидкостей 2. Шпиндельна головка 3 змонтована у верхній частині станини і може повертатися у вертикальній площині. При цьому вісь шпинделя 4 можна повертати під кутом до площини робочого стола 5. Головним рухом є обертання шпинделя. Стіл, на якому закріплюють заготовку, має поздовжнє переміщення по напрямним полозок 6. Полозки мають поперечне переміщення по напрямним консолі 7, яка переміщається по вертикальним напрямним станини. Таким чином, заготовка, яка установлена на столі 5, може одержувати подачу в трьох напрямках. У консолі змонтована коробка подач 8.
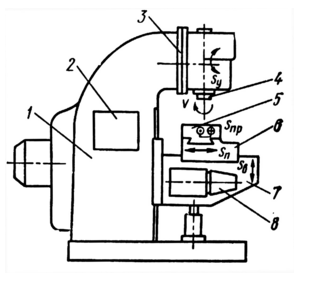
Рисунок 7. Загальний вид вертикально-фрезерного верстата.
- Поздовжньо-фрезерні верстати.
Обробка поверхонь заготовок на поздовжньо-фрезерних верстатах На поздовжньо-фрезерних верстатах фрезерують поверхні заготовок великої маси та розмірів (типу станин, корпусів, коробок передач, рамних конструкцій і т.п.) торцевими та кінцевими фрезами. Поздовжньо-фрезерні верстати будують одностійковими та двохстійковими із довжиною стола 1250 – 12 000 мм і шириною 400 – 5000 мм.
На рис. 8 наведений загальний вид поздовжньо-фрезерного двохстійкового верстата. Стіл верстата 2, на якому встановлюють заготовку, має тільки одне поздовжнє переміщення по напрямним станини 7. На кожній стійці 4 розташовані фрезерні головки 3, які можуть переміщатися по їх напрямним вгору та униз. У верхній частині стійки з'єднані поперечкою 6, що підвищує загальну жорсткість верстата. По вертикальним напрямним стійок переміщується траверса 5. Дві верхні фрезерні головки 3 переміщаються по напрямним траверси і можуть повертатися на кут до ±30°. Шпиндель кожної фрезерної головки може висуватися в осьовому напрямку на 100 – 200 мм. Внаслідок відсутності консолі верстати цього типу мають більшу жорсткість, що дозволяє працювати на підвищених режимах різання.
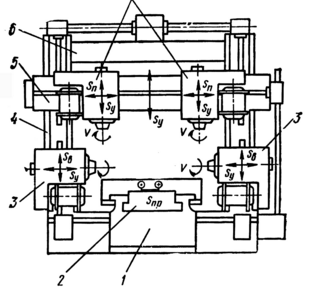
Рисунок 8. Загальний вид поздовжньо-фрезерного двох стійкового верстата.
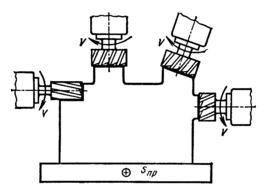
Рисунок 9. Схема обробки заготовки на поздовжньо-фрезерному верстаті.
На рис. 9 показаний приклад одночасного фрезерування декількох площин кінцевою і торцевою фрезами на двох стійковому поздовжньо-фрезерному верстаті.
- Обробка поверхонь заготовок на фрезерних верстатах безперервної дії.
На фрезерних верстатах безперервної дії фрезерують плоскі поверхні при обробці великих партій заготовок по методу безперервного торцевого фрезерування. Їх підрозділяють на карусельно-фрезерні та барабанно-фрезерні.
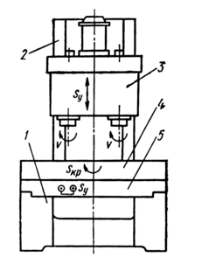
Рисунок 10. Загальний вид двошпиндельного карусельно-фрезерного верстата.
Загальний вид карусельно-фрезерного верстата показаний на рис. 10. На станині 1 змонтована стійка 2, по вертикальним напрямним якої переміщається фрезерна головка 3 із двома шпинделями, один із яких призначений для чистової обробки. Обидва шпинделя мають загальний привід, але можуть настроюватися на різні числа обертів.
На круглому столі 4 (каруселі) з вертикальною віссю обертання в пристроях установлюють заготовки. Круглий стіл має полозки 5 для установки його на напрямних станини. Заготовки встановлюють і знімають зі стола без зупинки верстата; фрезерування ведеться безупинно. Карусельно-фрезерні верстати випускають зі столами діаметром 750 — 2000 мм.
Особливістю барабанно-фрезерних верстатів є наявність барабана з горизонтальною віссю обертання. На гранях барабана в пристроях установлюють заготовки, яким повільним обертанням барабана повідомляють кругову подачу. Верстати мають одну або кілька фрезерних головок.
- Обробка поверхонь заготовок на копіювально-фрезерних верстатах.
На копіювально-фрезерних верстатах фрезерують складні контури на заготовках по копіру кінцевими фрезами. Розрізняють контурне та об'ємне копіювальне фрезерування. Контурне копіювальне фрезерування застосовують для одержання плоских фасонних поверхонь замкнутого криволінійного контуру з прямолінійною твірною (наприклад плоских кулачків, шаблонів і т.п.). Об'ємне копіювальне фрезерування застосовують для одержання об'ємних фасонних поверхонь (наприклад лопаток турбін, прес-форм і т.п.).
При контурному копіювальному фрезеруванні заготовці або фрезі одночасно повідомляють рух у двох координатних напрямках і (поздовжню та поперечну подачі) по заданій програмі — кривій копіра (рис. 11, а). Одна з подач є задавальною (на схемі — поздовжня) – яка в процесі фрезерування контуру залишається постійною; інша — слідкуюча (на схемі — поперечна) залежить від форми копіра. Профіль оброблюваної поверхні залежить від співвідношення задавальної та слідкуючої подач.

Рисунок 11. Схеми копіювального фрезерування.
Результуюча подача , іншими словами — швидкість переміщення фрези по заготовці, повинна збігатися зі швидкістю переміщення щупа по копіру та в кожний момент часу повинна бути спрямована по дотичній до профілю копіра в точці його дотику зі щупом. Об'ємні фасонні поверхні (об'ємне копіювання, рис. 11, б) фрезерують послідовно окремими фасонними рядками. Ширина рядка відповідає діаметру кінцевої фрези. Після фрезерування одного фасонного рядка за принципом контурного копіювання фрезі повідомляють подачу в напрямку осі 2 (рядкову подачу SZ), яка дорівнює ширині строчки.
Наступну фасонну строчку фрезерують у зворотному напрямку відносно вже обробленої; при цьому напрямок задавальної подачі змінюється на зворотний. Фасонні строчки розташовуються в паралельних вертикальних (у наведеній схемі) або горизонтальних площинах. У сучасних копіювально-фрезерних верстатах використовують механічні, електромеханічні та гідравлічні системи, для слідкування. У копіювально-фрезерних верстатах з механічною слідкуючою системою, зміна форми копіра (задавального пристрою) передається на щуп, який жорстко пов'язаний із фрезою.
На відміну від верстатів з механічною слідкуючою системою, у яких сила різання сприймається копіром, у верстатах з електромеханічними або гідравлічними системами для слідкування, щуп, переміщуючись по копіру, подає через підсилювальний пристрій команди виконавчим механізмам, які переміщають робочі органи верстата. Малий тиск щупа на копір дозволяють фрезерувати круті профілі, виготовляти копіри з м'яких, легко оброблюваних матеріалів, обробляти на оптимальних режимах різання та забезпечувати високу точність і малу шорсткість обробленої поверхні.
На рис. 12. показаний загальний вид копіювально-фрезерного верстата для об'ємного копіювання. По напрямним станини 1 у поздовжньому напрямку переміщається вертикальний стіл 6. На столі встановлюють пристрої для закріплення заготовки і копіра. На стійці 2 змонтована фрезерна головка 3, що переміщається по вертикальним напрямним стійки.
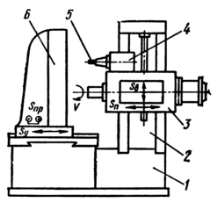
Рисунок 12. Загальний вид копіювально-фрезерного верстата.
Фрезерна головка та жорстко скріплений з нею слідкуючий пристрій 4 із щупом 5 можуть переміщатися уздовж осі шпинделя. Під час роботи верстата щуп 5 із зусиллям 1,5— 2,0 Н притискається до копіра.
При зміні зусилля в слідкуючому пристрої 4 виникають електричні сигнали, які управляють рухом фрезерної головки і забезпечують поперечну (слідкуючу) подачу фрези відповідно до профілю копіра. Об'ємні поверхні фрезерують вертикальними або горизонтальними строчками. Наприклад, при фрезеруванні вертикальними строчками задавальну подачу, (вертикальну) повідомляють фрезерній головці. Після фрезерування кожної вертикальної строчки стіл переміщають у поздовжньому напрямку на ширину строчки.
Питання для самоперевірки:
- Яка класифікація свердлильно розточної групи станків?
- Вертикально-свердлильні верстати їх характеристика та основні рухи?
- Радіально-свердлильних верстатах їх характеристика та основні рухи?
- Горизонтально-розточувальні верстати їх характеристика та основні рухи?
- Координатно-розточувальні верстати їх характеристика та основні рухи?
- Алмазно-розточувальні верстати їх характеристика та основні рухи?
- Яка класифікація фрезерних верстатів?
- Горизонтально-фрезерні верстати іх основні рухи?
- Вертикально-фрезерні верстати іх основні рухи?
- Поздовжньо-фрезерні верстати іх основні рухи?
- Обробка поверхонь заготовок на фрезерних верстатах безперервної дії, її особливість?
- Обробка поверхонь заготовок на копіювально-фрезерних верстатах іх основні рухи?
1

про публікацію авторської розробки
Додати розробку