опорні конспекти з теми "Електрифіковані знаряддя праці. Токарний верстат для обробки деревини" 7 (8) клас
УРОК № __
Тема. Контрольно-вимірювальний інструмент.
Мета: виявити рівень теоретичних знань з розділу «проектування виробів»; ознайомити з контрольно-вимірювальними інструментами та навчити користуватися ними; первинний інструктаж з охорони праці під час виконання слюсарних робіт; виховувати бережливе ставлення до обладнання та інструментів; розвивати логічне мислення, моторику рухів.
Обладнання:
Структура уроку
І. Організаційний момент 5 хв
ІІ. Оцінювання навчальних досягнень учнів ………………20 хв
ІІІ. Актуалізація знань та мотивація навчальної діяльності учнів….5
ІV. Вивчення нового матеріалу 25 хв
V. Закріплення нових знань і вмінь учнів. Практична робота…25хв
VІ. Підсумки уроку. Домашнє завдання 10 хв
ХІД УРОКУ
I, ОРГАНІЗАЦІЙНИЙ МОМЕНТ
II. ОЦІНЮВАННЯ НАВЧАЛЬНИХ ДОСЯГНЕНЬ УЧНІВ
Завдання до контрольної роботи.
І варіант.
- Яку кількість виглядів необхідно мати на кресленні, щоб виготовити виріб:
а) два; б) три; в) таку кількість, яка забезпечує повне уявлення про предмет?
- На якій площині проекцій дістають головний вигляд:
а) на горизонтальній площині Н; б) на фронтальній площині V; в) на профільній площині W?
- Який вигляд предмета зверху відповідає проекціям, зображеним на малюнку праворуч?

- Якому наочному зображенню предметів, показаних зліва, відповідають проекції, зображені справа?

- На якому зображенні показано обрізну дошку?

- Який з наведених переліків містить назви тільки чистих металів:
а) мідь, бронза, латунь, силумін; б) залізо, цинк, алюміній, олово; в) вольфрам, молібден, нікель, сталь?
ІІ варіант.
-
Об'ємно-просторове відтворення якого-небудь виробу здебільшого в зменшеному розмірі, що показує форму, принцип дії, взаємне розташування його частин, називають:
- а) макетом; б) муляжем; в) проектом.
-
На якій площині проекцій дістають вигляд зліва:
- а) на горизонтальній площині Н; б) на фронтальній площині V; в) на профільній площині W?
- Яким технічним рисункам предметів, зображеним ліворуч, відповідає вигляд зверху, зображений праворуч?
 д. всім
д. всім
- Яким зображенням предмета ліворуч відповідає проекція, зображена праворуч?
 д. жодному
д. жодному
- На якому зображенні показано брусок?
- Який з наведених переліків містить назви тільки чистих металів:
а) мідь, бронза, латунь; б) залізо, сталь, чавун; в) вольфрам, залізо, мідь?
ІV. АКТУАЛЬЗАЦІЯ ОПОРНИХ ЗНАНЬ
1. Які відомі тобі інструменти застосовують для вимірювання розмірів та розмічання заготовок?
2. Від чого залежить точність вимірювання розмірів та розмічання заготовок?
3. Який технологічний прийом називають контролем розмірів?
III. ВИВЧЕННЯ НОВОГО МАТЕРІАЛУ
Правильність заданих на кресленні розмірів і форм деталей у процесі їх виготовлення перевіряють за допомогою вимірювання, яке здійснюють спеціальними вимірювальними засобами.
Вимірювальні засоби - це технічні пристрої для проведення вимірювань. До них належать уже відомі тобі інструменти: масштабна лінійка, рулетка, кутник, малка, транспортир, перевірна лінійка та ін.
Точність вимірювань залежить від правильного вибору вимірювального засобу та уміння користуватися ним. Для цього необхідно знати його технічні дані, які в техніці називають метрологічними показниками. До них належать: ціна та інтервал поділки, допустима похибка вимірювального засобу, межі вимірювань тощо.
Ціна поділки шкали - різниця значень одиниць вимірювання величин, що відповідають двом сусіднім рискам шкали. Інтервал поділки шкали - відстань між двома сусідніми її позначками. Допустима похибка вимірювального засобу - найбільша похибка, за якої можна користуватися вимірювальним засобом.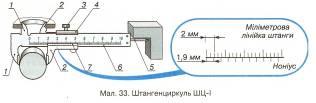
Межі вимірювань вимірювального засобу - найбільше і найменше значення величини, які можна ним виміряти.
Під точністю вимірювань розуміють якість вимірювань, тобто наближення їх результатів до дійсного значення вимірюваної величини.
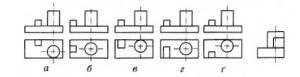
Найпоширенішим засобом для вимірювання, який використовують у шкільних майстернях, є штангенциркуль. У технічній літературі його скорочено записують ШЦ-І (мал. 33). Він призначений для вимірювання лінійних розмірів, зовнішнього і внутрішнього діаметрів, довжини, товщини, глибини тощо (мал. 34).
Штангенциркуль ШЦ-І застосовують для вимірювання розмірів у межах 0...125 мм з точністю вимірювання до 0,1 мм. Він складається із штанги 6 з масштабною лінійкою і двома нерухомими губками 1. По штанзі 6 переміщується рамка 4 з ноніусом 7 і двома рухомими губками 2. Коли губки зімкнуті, нульові поділки ноніуса й штанги збігаються.
Під час вимірювання рамку переміщують по штанзі, поки робочі поверхні губок щільно не торкатимуться деталі. Переконавшись, що губки інструмента розмістились без перекосів, гвинтом 3 закріплюють рухому рамку і читають показ розміру, що вимірюється. При цьому напрямок погляду має бути спрямований прямо (мал. 35, а). Неправильний погляд (мал. 35, б) призводить до зчитування неправильних розмірів.
Відлік цілих міліметрів виконують до нульового штриха ноніуса, а десяті частки міліметра визначають за штрихом ноніуса, який збігається зі штрихом штанги. Наприклад, нульовий штрих ноніуса пройшов 39-й штрих на штанзі і не дійшов до 40-го (мал. 36), а сьома поділка ноніуса збіглася з одним із штрихів штанги. Вимірюваний розмір буде 39 + 0,7 = 39,7 мм.
Для вимірювання зовнішніх розмірів користуються нижніми губками, а для вимірювання внутрішніх розмірів - верхніми. Глибину отворів, пазів або виступів вимірюють висувним глибиноміром 5, причому результат читають так само, як і при вимірюванні губками.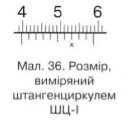
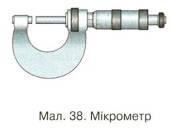
Для вимірювання розмірів з точністю до 0,05 мм на промислових підприємствах застосовують також штангенциркуль ШЦ-ІІ (мал. 37). Вимірювальний інструмент, який дає змогу здійснювати контроль розмірів з точністю від 0,001 до 0,01 мм, називається мікрометром (мал. 38). Про особливості їх будови та застосування ти дізнаєшся у старших класах.

IV. ЗАКРІПЛЕННЯ НОВИХ ЗНАНЬ І ВМІНЬ УЧНІВ
Практична робота. Вправи на вимірювання штангенциркулем.
Виставити наступні розміри штангенциркулем: 10,1 99,9 0,8 110,0 1,4
Виміряти деталі та записати їх розміри в зошиті на ескізі.
V. ПІДСУМКИ УРОКУ
Домашнє завдання: Опрацювати відповідний матеріал за конспектом.
УРОК № __
Тема. Електрифіковані знаряддя праці. Токарний верстат для обробки деревини.
Мета: ознайомити учнів з електрифікованими інструментами для обробки конструкційних матеріалів та токарним верстатом СТД 120-М, ознайомити з інструкцією з охорони праці під час роботи на верстаті;
виховувати бережливе ставлення до обладнання та інструментів;
розвивати логічне мислення, моторику рухів.
Обладнання: електрифікований інструмент, різальний інструмент для електрифікованого інструменту, плакати з верстатом СТД 120 М, верстат СТД 120-М.
Структура уроку
І. Організаційний момент 5 хв
ІІ. Актуалізація знань та мотивація навчальної діяльності учнів 10 хв
ІІІ. Вивчення нового матеріалу 30 хв
IV. Лабораторна робота………………………35 хв.
V. Підсумки уроку. Домашнє завдання 10 хв
ХІД УРОКУ
I, ОРГАНІЗАЦІЙНИЙ МОМЕНТ
II. АКТУАЛІЗАЦІЯ ЗНАНЬ ТА МОТИВАЦІЯ НАВЧАЛЬНОЇ ДІЯЛЬНОСТІ УЧНІВ
- Які відомі тобі знаряддя праці використовують під час виготовлення виробів?
- Як можна підвищити ефективність обробки конструкційних матеріалів під час виготовлення виробів?
- За допомогою якого пристрою приводиться в рух робочий орган електрифікованого інструмента?
- Який вид енергії використовують для приведення в рух робочого органу електрифікованого інструмента?
- З яких частин складається пасова передача?
- Які ти знаєш підшипники? Яке їх призначення?
III. ВИВЧЕННЯ НОВОГО МАТЕРІАЛУ
- Сучасні електроінструменти.
Щоб полегшити технологію виготовлення виробів, поліпшити їх якість та здешевити вартість, люди сконструювали різноманітні механізовані знаряддя праці. Широкого використання в побуті та на промислових підприємствах набули електрифіковані ручні технологічні машини: електричні пилки, дрилі, лобзики, шліфувальні та полірувальні машини. Завдяки тому, що електрифіковані інструменти легкі й портативні, їх часто застосовують при виконанні різноманітних технологічних операцій.
Шліфувальні машини призначені для шліфування поверхонь металу, деревини, пластичних мас.
Полірування металевих та дерев'яних поверхонь виконують полірувальними машинами.
Дисковими електропилками розпилюють заготовки з деревини, фанери, ДВП, ДСП та інших деревинних матеріалів.
Електричний лобзик слугує для випилювання складних криволінійних контурів.
За допомогою електричної свердлильної машини (дриля) свердлять отвори в деталях з деревини, металу, пластичних мас тощо.
До електрифікованих технологічних машин належить також токарний верстат з обробки деревини.
Як і будь-яка технологічна машина, електрифіковані машини мають три основні частини: електричний двигун, передавальний механізм та виконуючий (робочий) орган.
Електричний двигун призначений для перетворення електричної енергії в механічну роботу. Основними частинами електродвигуна є статор і ротор. Статор - це нерухома частина електродвигуна з великою кількістю обмоток з мідного дроту. Ротор - обертова частина електродвигуна.
Під час проходження через обмотки статора електричного струму утворюється магнітне поле, яке змушує ротор обертатися навколо своєї осі. Обертовий рух від ротора передається на робочий орган електрифікованих знарядь праці або верстатів.
Перед виконанням технологічних операцій електрифікованими знаряддями праці необхідно ознайомитися з інструкціями до інструментів, визначити їх призначення, особливості користування ними, безпечні прийоми роботи. З метою економного споживання електричної енергії не рекомендується залишати ввімкненими в електричну мережу інструменти після припинення виконання технологічних операцій.
Сучасний електроінструмент виготовляють переважно в Китаї. Він недорогий але ресурс у нього невеликий. Тому такі електроінструменти не можна довго навантажувати, а тим більше перевантажувати. Користуються ним, як правило, лише для забезпечення побутових потреб.
Більш якісні інструменти (напівпрофесійні, професійні) виготовляють в країнах Євросоюзу, Японії, Росії та України. Українські інструменти виготовляють на підприємстві «Фіолент» в місті Сімферополь.
- Шкільний токарний деревообробний верстат СТД 120-М.
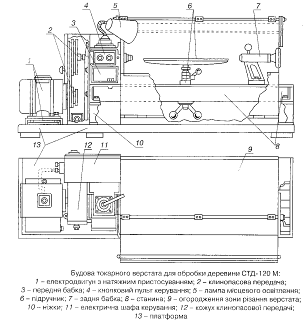
На початку XIX ст. було сконструйовано верстат, механізми якого приводилися в рух за допомогою електродвигуна. Вдосконаленим варіантом цього верстата нині є шкільний верстат з обробки деревини СТД-120М. Букви і цифри означають: С - верстат (від російського слова «станок»); Т - токарний; Д - для обробки деревини; число 120 - відстань у міліметрах від осі шпинделя до напрямних станини. Буква М означає модернізацію, зміну.

На токарних верстатах з обробки деревини виготовляють деталі та вироби, які мають циліндричну, конічну або фасонну форму оброблюваної поверхні.
Токарний верстат СТД-120 М складається з таких основних вузлів: станини 8, передньої бабки З, задньої бабки 7, підручника 6, електродвигуна 1 та клинопасової передачі 2.
Станина відлита з чавуну і є основою, на якій монтуються складальні одиниці (вузли) верстата. Вона встановлена на платформі 13. Зліва на станині закріплена передня бабка. Вздовж напрямних станини можна переміщувати і закріплювати (фіксувати) в потрібному положенні задню бабку і підручник.
Передня бабка призначена для встановлення і кріплення заготовки та передавання їй обертального руху. Вона складається з корпусу 1, в якому на двох підшипниках 7 і 9 установлено шпиндель 8. Шпиндель має вигляд фасонного вала, на правому кінці якого нарізана різьба для нагвинчування патрона, планшайби та інших спеціальних пристосувань для кріплення заготовок. На лівому кінці шпинделя кріпиться двоступінчастий шків 2, який отримує рух за допомогою клинопасової передачі від електродвигуна.

Для пуску та зупинки верстата на передній бабці розміщено кнопковий пульт керування 4.
Задня бабка слугує опорою для довгих заготовок під час обробки, підтримуючи їх заднім центром З, та для кріплення в ній свердлильного патрона, свердла й інших інструментів для обробки отворів. Корпус 1 задньої бабки пересувається вздовж напрямних станини. Залежно від довжини заготовки корпус закріплюється на станині за допомогою пластини 12 і болта з гайкою 13.
У корпус задньої бабки вмонтовано піноль 4. З одного боку піноль має конусний отвір, у який вставляється задній центр 3. З другого боку запресована втулка 7 з внутрішньою різьбою. Піноль вільно пересувається в отворі верхньої частини корпусу. Обертанню пінолю навколо своєї осі запобігає установочний гвинт 2, який входить у паз на зовнішній поверхні пінолю.
У різьбову втулку 7 входить гвинт 8 пінолю, на другому кінці якого на шпонці насаджено маховик 10, закріплений гайкою. Обертаючись за допомогою маховика навколо своєї осі, гвинт через різьбову втулку пересуває піноль.
Фіксація пінолю в потрібному положенні здійснюється рукояткою фіксатора 5. Для змащування пінолю і гвинтового механізму в корпусі бабки є маслопровідні отвори 6.
Підручник - це опора для різального інструмента під час роботи. Він складається з опорної лінійки 1, що кріпиться на сталевому циліндрі 2, каретки 4, фіксатора опорної лінійки З та фіксатора каретки 5.
Каретку підручника виставляють у потрібному положенні і закріплюють на напрямних станини за допомогою фіксатора 5. Опорну лінійку виставляють по висоті і під певним кутом та закріплюють за фіксатором лінійки 3.
Кінематична схема токарного верстата СТД 120-М.
Правила безпечної праці під час виконання робіт на токарному верстаті
1. Перед початком роботи переконатися, що підлога біля верстата чиста, а на її поверхні лежить гумовий килимок або дерев'яна підставка. Оглянути верстат і технологічні пристрої до нього. У разі виявлення несправностей обладнання повідомити вчителя.
2. Перевірити надійність заземлення верстата. Якщо провід заземлення верстата пошкоджений, вмикати верстат заборонено!
3. Працювати на верстаті необхідно у спецодязі, головному уборі та захисних окулярах.
4. Під час роботи на верстаті не тримати при собі зайвих предметів.
5. Прозорий екран захисного пристрою під час роботи має бути опущений.
6. Прозорий екран і кожух пасової передачі піднімати тільки після остаточної зупинки шпинделя.
7. Забороняється відходити або залишати без нагляду ввімкнений верстат.
8. За умови виявлення будь-яких неполадок негайно припинити роботу та повідомити вчителя.
9. Вимірювання розмірів деталей, заміну пристроїв, перевірку надійності кріплення заготовок, а також прибирання треба виконувати після зупинки верстата.
10. Після закінчення роботи верстат вимкнути, очистити від стружки, пилу і бруду; перевірити його справність і змастити мастилом; скласти інструмент у відведене місце для зберігання; показати виконану роботу вчителеві.
IV. ЛАБОРАТОРНО ПРАКТИЧНА РОБОТА
Ознайомлення з механізмами і складальними одиницями (вузлами) токарного верстата з обробки деревини
Обладнання та інструменти: токарний верстат для обробки деревини, навчальні таблиці «Елементи машинознавства», ріжкові ключі, набір викруток, киянка, лінійка.
Послідовність виконання роботи (виконує учитель, учні спостерігають):
- Огляд верстату зовні.
- Ознайомлення із розташуванням та особливостями кріплення основних вузлів верстата.
- Визначення відстані від лінії центрів до станини (окремий учень).
- Визначення максимальної відстані між центрами (окремий учень).
- Визначення допустимого значення виходу пінолю.
- Через маслоприймальний отвір у задній бабці змасти гвинтову передачу і піноль.
- Виставлення підручника.
- Перевірка справності проводу заземлення.
- Увімкнення верстата.
- Вимкнення верстата.
VІ. ПІДСУМКИ УРОКУ.
Домашнє завдання: Опрацювати відповідний матеріал за конспектом.
Урок №___
Тема. Технологічні пристрої токарного верстата з обробки деревини.
Мета: ознайомити з технологічними пристроями токарного верстата, різальними інструментами; навчити виставляти лінійку підручника токарного верстата при виготовленні виробів; дотримуватись правил безпечної праці при виконанні робіт у шкільній майстерні.
Основні поняття: трикулачковий самоцентруючий патрон, тризуб, патрон, цанга, планшайба.
Обладнання: токарний верстат з обробки деревини; чашковий, трикулачковий патрони; лінійка, кутник, олівець, пилка, кернер, молоток, рубанок, верстак столярний, набір ключів гайкових, набір викруток, саморізи по дереву.
Структура заняття
I. Організаційний момент
II. Актуалізація знань та мотивація навчальної діяльності учнів
III. Вивчення нового матеріалу
1. Призначення технологічних пристроїв токарного верстата.
2. Технологія підготовки та кріплення заготовок за допомогою технологічних пристроїв.
IV. Практична робота «Підготовка верстата до роботи»
V. Підсумки уроку
VI. Домашнє завдання
ХІД ЗАНЯТТЯ
I. ОРГАНІЗАЦІЙНИЙ МОМЕНТ
II. АКТУАЛІЗАЦІЯ ЗНАНЬ ТА МОТИВАЦІЯ НАВЧАЛЬНОЇ ДІЯЛЬНОСТІ УЧНІВ
Фронтальна бесіда.
1) Які технологічні пристрої використовують для свердлильного верстата?
2) Для чого вони призначені?
3) Для чого призначений шпиндельний механізм свердлильного та токарного по дереву верстатів?
III. ВИВЧЕННЯ НОВОГО МАТЕРІАЛУ
- Призначення технологічних пристроїв токарного верстата.
Технологічні пристрої — це конструктивні елементи, за допомогою яких на верстатах установлюють та закріплюють заготовки і різальний інструмент. Найпоширенішим пристроєм токарного верстата є тризуб. Він застосовується для кріплення довгих та порівняно важких заготовок, які під час обробки підтримуються заднім центром. Заготовка зазвичай має форму правильного паралелепіпеда.
Чашковий патрон використовують для кріплення заготовок, у яких передбачається обробка внутрішніх поверхонь. Заготовку спочатку закріплюють за допомогою тризуба або патрона з шипами і проточують до надання їй циліндричної форми. Потім один кінець циліндричної заготовки проточують, надаючи її поверхні конусної форми, подібної до форми конічного отвору патрона. Проточену таким чином заготовку вгвинчують у патрон. Залежно від конструкції патрона заготовку можна додатково фіксувати кількома шурупами або гвинтами.
Для закріплення коротких заготовок великого діаметра застосовують планшайби. Це чавунний диск з отворами, який нагвинчується на шпиндель, як і всі інші пристрої.
2. Технологія підготовки та кріплення заготовок за допомогою технологічних пристроїв.
Для кріплення на тризубі заготовку слід підготувати. Спочатку на торцях заготовки розмічають центри і накернюють їх. Потім торець, який установлюється на тризуб, пропилюють уздовж лінії розмітки на глибину 2—3 мм, щоб не розколоти заготовку під час її кріплення. Розміченій заготовці рубанком надають форми восьмигранника. Середній зуб тризуба вставляють у центр заготовки так, щоб два інші зуби розташувались уздовж пропилу. Піджимаючи заготовку заднім центром, зуби вдавлюються в деревину заготовки на глибину пропилу і міцно утримують її під час обробки.
Для кріплення заготовки за допомогою патрона з шипами в її торцях розмічають центри (як для тризуба), а потім надають їй форми - восьмигранника. Центр торця заготовки розміщують на середній шип, а по другому торцю злегка вдаряють киянкою. Закріпивши заготовку на шипи патрона, ЇЇ другий торець притискують центром задньої бабки.
Найуніверсальнішим технологічним пристроєм для кріплення заготовок на токарних верстатах є трикулачковий самоцентруючий патрон. Він має три кулачки, які одночасно сходяться до центра і розходяться від нього.
- Різальні інструменти.
Стамеска з напівкруглим лезом (рейєр) має вигляд напівкруглої і жолобчастої пластини з фаскою, що загострена з опуклого боку й | утворює лезо напівкруглої форми. Кут загострення 20—35° застосовують для грубих обдирних робіт. В основному для роботи використовують стамеску 20—25 мм завширшки.
Стамеска з прямолінійним навскісним лезом (мейсель) має вигляд столярної стамески. Її застосовують для чистової обробки прямих та опуклих поверхонь, для підрізування торців й обрізування кінців. Лезо стамески нахилене до кромки ножа під кутом 45°. Лезо заточують під кутом 70—80°. Фаску заточують з двох боків під кутом 20—30°. Косяки використовують для чистової обробки циліндричних, конічних та опуклих поверхонь після чорнової обробки напівкруглою стамескою, а також для підрізання торців і відрізання готових деталей (виробів).
Заточування леза косяка під кутом дає змогу зручно працювати серединою леза при обточуванні прямолінійних і випуклих поверхонь. Тупим кутом леза виконують закруглення, а гострим кутом підрізують торці.
Плоскі прямокутні стамески (канавочники) застосовують для точіння жолобків (канавок) у вузьких заглиблених місцях. Якщо необхідно мати канавку напівкруглої форми (галтель), лезо інструмента заточують не під прямим кутом, а по радіусу.
Відрізний різець схожий на канавочник, але завширшки 2,5— З мм і заввишки (завтовшки) 15—20 мм. Таким різцем значно швидше і легше, ніж косяком, відрізати готові деталі та підрізати торці в заготовках діаметром до 100 мм.
IV. ПРАКТИЧНА РОБОТА
«Підготовка верстата до роботи. пробне точіння»
Виготовлення виробів або елементів які мають геометричне різьблення. (проект)
Інструктаж до виконання практичної роботи.
Учитель роздає технологічні пристрої, чергові по майстерні — заготовки деталей, заздалегідь приготовлені учнями.
Інструктаж з безпеки праці.
Виконання практичної роботи: пробне точіння.
Під час виконання завдання учитель контролює роботу учнів з метою виявлення прогалин у їх знаннях та вміннях; здійснює поточний інструктаж.
V. ПІДСУМКИ УРОКУ
Учитель підводить підсумки практичної роботи.
VI. ДОМАШНЄ ЗАВДАННЯ
Опрацювати матеріал за конспектом.
Урок №_____
Тема. Заготовки до верстата. Технологія токарної обробки деревини.
Мета: ознайомити з технологією підготовки заготовок для токарної обробки деревини та технологією токарної обробки; виховувати позитивне ставлення до праці; розвивати логічне та технологічне мислення.
Основні поняття: рубанок.
Обладнання: токарний верстат для обробки деревини, набір токарних стамесок (рейєр, мейсель, канавочник, гребінка).
Структура заняття
I. Організаційний момент
II. Актуалізація знань та мотивація навчальної діяльності учнів
III. Вивчення нового матеріалу
1. Підготовка заготовок.
2. Прийоми різання деревини на токарному верстаті.
IV. Практична робота «Тренувальні вправи»
V. Підсумки уроку
VI. Домашнє завдання
ХІД ЗАНЯТТЯ
I. ОРГАНІЗАЦІЙНИЙ МОМЕНТ
II. АКТУАЛІЗАЦІЯ ЗНАНЬ ТА МОТИВАЦІЯ НАВЧАЛЬНОЇ ДІЯЛЬНОСТІ УЧНІВ
Фронтальна бесіда.
1) Чи безпечно обточувати заготовку квадратного перерізу?
2) Які технологічні пристрої використовують для кріплення заготовок на верстаті СТД 120 М?
III. ВИВЧЕННЯ НОВОГО МАТЕРІАЛУ
1. Заготовки з деревини, як правило, мають квадратний переріз, оскільки вони нарізуються з дощок на кругло пильному верстаті. Але такі заготовки небезпечні для токарної обробки, оскільки виникає велике биття кутів по різцю. Наслідком може бути виривання різця з рук. Тому кути необхідно зняти за допомогою рубанка. Із заготовки квадратного перерізу необхідно зробити заготовку восьмикутного перерізу. В цьому випадку підручник можна наблизити до заготовки на безпечну відстань – 3 мм.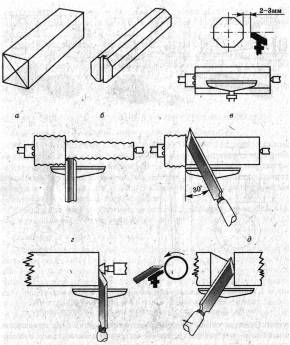
2. Прийоми різання деревини на токарному верстаті.
При роботі на токарних верстатах використовують такі прийоми, як обточування, розточування, підрізання, відрізання.
Процес точіння полягає у знятті з поверхні заготовки зайвого шару деревини у вигляді стружки. Для цього у заготовці залишають припуски. Припуск не має бути надто великим, оскільки це призводить до зайвих витрат матеріалу, енергетичних ресурсів, збільшує собівартість виробу.
Недостатній припуск призводить до браку або неякісного виготовлення виробу. (Учитель демонструє прийоми чорнового та чистового обточування, розточування, підрізання і відрізання заготовки, утримання стамесок, звертає увагу на положення тулуба під час виконання цих робіт.)
Процес точіння на токарному верстаті здійснюється внаслідок поєднання двох рухів: руху різання і руху подачі. Надаючи різальному інструменту поступального руху в повному напрямку, отримують певні форми поверхні. При його русі паралельно осі обертання заготовки утворюється циліндрична поверхня, при русі під кутом — конусна, а при перпендикулярному — канавки, уступи.
Швидкість різання залежить від ряду чинників: твердості заготовки, що обробляється, її діаметра, глибини різання. Від них залежить і швидкість обертання шпинделя. З урахуванням цих чинників перед точінням необхідно за допомогою пасової передачі установити певну швидкість. Більша швидкість встановлюється для твердих порід деревини, менша — для м'яких.
IV. ПРАКТИЧНА РОБОТА «ТРЕНУВАЛЬНІ ВПРАВИ З РЕЄРОМ І МЕЙСЕЛЕМ» Інструктаж до виконання практичної роботи.
Безпосередня робота на верстаті розпочинається з підготовки робочого місця: раціонального розташування матеріалів, інструментів, графічних документів, визначення місця складання оброблених деталей, усунення всього, що може заважати роботі або переміщенню тулуба під час точіння виробу і доступу до пускової апаратури. Потім перевіряють надійність кріплення заготовки, підручника, справність робочого інструмента. Тільки після повної підготовки робочого місця та одержання дозволу вчителя можна приступати до роботи.
Характерні помилки.
1) Неправильна робоча поза і прийоми роботи.
2) Встановлення підручника далеко від обточуваної деталі (відстань від підручника до деталі має бути 3—4 мм).
3) Підручник встановлений нижче від осі обертання (підручник завжди має бути трохи вище за вісь обертання).
4) Сильне натискування на різець, щоб зняти товсту стружку.
5) Надто міцне затискання різального інструмента в руці, від чого точність обробки зменшується, а втома збільшується.
6) Подача різця на деталь не плавна, а ривками.
7.) Слабке натискування лівою рукою на різець.
8) Неправильне встановлення леза до твірної оброблюваної заготовки (лезо різального інструмента має бути під кутом 45° до оброблюваної деталі).
9) Недбале закріплення заготовки.
Ці помилки значно погіршують якість роботи і можуть іноді призвести до травм.
Виконання практичної роботи.
V. ПІДСУМКИ УРОКУ
Учитель узагальнює відповіді учнів, аналізує виконання роботи учнями.
VI. ДОМАШНЄ ЗАВДАННЯ
За конспектом.

про публікацію авторської розробки
Додати розробку