Опорний конспект "Обробка зовнішніх поверхонь тіл обертання"
Деталі, що мають форму тіл обертання, можна розбити на три класи:
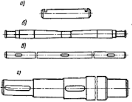
‑ клас валів (вали, осі, пальці), тобто ті що мають зовнішні циліндричні поверхні;
‑ клас втулок (втулки, вкладки, гільзи), що мають ще і внутрішні поверхні;
‑ клас плоских деталей, в яких діаметр D значно більший за довжину l (шківи, маховики, диски, кільця, фланці).
Обробка зовнішніх поверхонь тіл обертання. Класифікація зовнішніх поверхонь тіл обертання. Методи обробки.
Деталі, що мають форму тіл обертання, можна розбити на три класи:
Вали 

Втулки
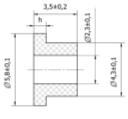

Диски 

‑ клас валів (вали, осі, пальці), тобто ті що мають зовнішні циліндричні поверхні;
‑ клас втулок (втулки, вкладки, гільзи), що мають ще і внутрішні поверхні;
‑ клас плоских деталей, в яких діаметр D значно більший за довжину l (шківи, маховики, диски, кільця, фланці).
Заготовки (залежно від типу виробництва):
‑ одиничне та дрібносерійне виробництво – прокат;
‑ крупносерійне і масове виробництво – поковки, штамповки, литво (відцентрове).
Наступна обробка валів здійснюється точінням (точіння шийок, канавок, фасок, нарізання різей), фрезеруванням (виготовлення шпонкових рівчаків, шліцевих пазів), фінішна обробка.
Токарна обробка
Обточування заготовок для валів і інших деталей, що мають форму тіл обертання, буває наступних видів:
- чорнове (або обдирне) - з точністю обробки до 5-го класу і з шорсткістю поверхні до 3-го класу включно;
- чистове - з точністю обробки до 4-го класу і з шорсткістю поверхні до 6-го класу включно;
- чистове точне і тонке - з точністю обробки до 2-го класу і з шорсткістю поверхні до 9-го класу включно.
Верстати.
Обробку зазначених деталей виробляють на різних верстатах: токарно-гвинторізних, токарно-револьверних, багаторізцевих, токарно-карусельних, одно- і багатошпиндельних токарних напівавтоматах і автоматах.
Обробку проводять: в центрах, на оправках, в патронах.
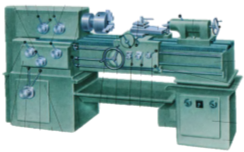
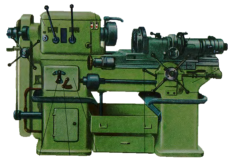
: токарно-гвинторізний токарно-револьверний
Фінішна обробка: шліфування, притирання, доводка, суперфінішування, полірування, обробка тиском.
Шліфування, як основний метод чистової обробки, проводиться з використанням шліфувальних кругів різної конструкції.
- Обдирочне шліфування може виконуватись для заготовок, де нема попередньої обробки (для точних відливок) Ra 2,5…1,25.
- Точне шліфування (найбільш розповсюджене) дає 3…4 клас точності і Ra 1,25…0,32.
- попереднє – 4 клас, Ra 1,25…0,63;
- чистове – 3 клас, Ra 0,63…0,32.
Рідше використовують тонке шліфування, яке дає 2а, 2 клас точності та Ra 0,32…0,08.
 Деталі на шліфувальному верстаті можуть встановлювати: в центрах, цангах, патронах і спеціальних пристроях.
Деталі на шліфувальному верстаті можуть встановлювати: в центрах, цангах, патронах і спеціальних пристроях.
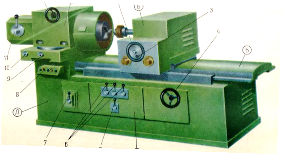
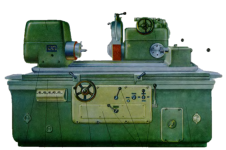
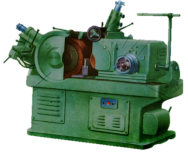
круглошліфувальний внутрішньо-шліфувальний безцентрово-шліфувальний
Верстати:
круглошліфувальні – М150, М153;
універсально-шліфувальні – ЗТ153Е, ЗУ12В;
безцентрово-шліфувальні – ЗД180, ЗШ182D.
Притирання відноситься хіміко-механічної обробки. Для цього використовується спеціальний інструмент – притир з чавуну, бронзи або міді
На поверхню притиру (2) наносять суспензію (суміш абразивного порошку зернистістю 3…20 мкм з кислотою). Абразивний матеріал – окис хрому, корунд, алмазний порошок (найкращий). Кислоти – олеїнова, стеаринова (паста ГОІ – окис хрому, олеїнова кислота).
Притирання:
- попереднє – припуск 0,005…0,015 мм
- остаточне – до 0,005 мм
Притирання використовують для деталей з точністю 2…3 класу і шорсткістю Ra 1,25…0,32. Після притирання Rа 0,32…0,05, точність – 2клас.
1. Дайте класифікацію деталей форми тіл обертання.
2. Дайте класифікацію валів.
3. Охарактеризуйте види заготовок для валів.
4. Опишіть порядок побудови технологічних процесів обробки валів.
5. Охарактеризуйте обладнання для точіння і способи обробки на ньому.
6. Які види шліфування ви знаєте і коли вони використовуються?
8. Опишіть методи круглого шліфування зовнішніх циліндричних поверхонь та приведіть їхні схеми.
9. Опишіть та дайте схему безцентрового шліфування зовнішніх циліндричних поверхонь.
10. Які переваги має безцентрове шліфування?
12. Охарактеризуйте процес притирання зовнішніх циліндричних поверхонь.

про публікацію авторської розробки
Додати розробку