Опорний конспект " Розточування отворів"
Розточування отворів
Призначення: Для збільшення діаметра й забезпечення високої точності заздалегідь просвердлених отворів.
Точність оброблення: до 8-10 квалітета
Ступінь шорсткості поверхні: до 6 класу
Розточування отворів
Призначення: Для збільшення діаметра й забезпечення високої точності заздалегідь просвердлених отворів.
Точність оброблення: до 8-10 квалітета
Ступінь шорсткості поверхні: до 6 класу
|
Ріжучий інструмент |
Призначення |
Схема |
Встановлення |
Різновиди |
|
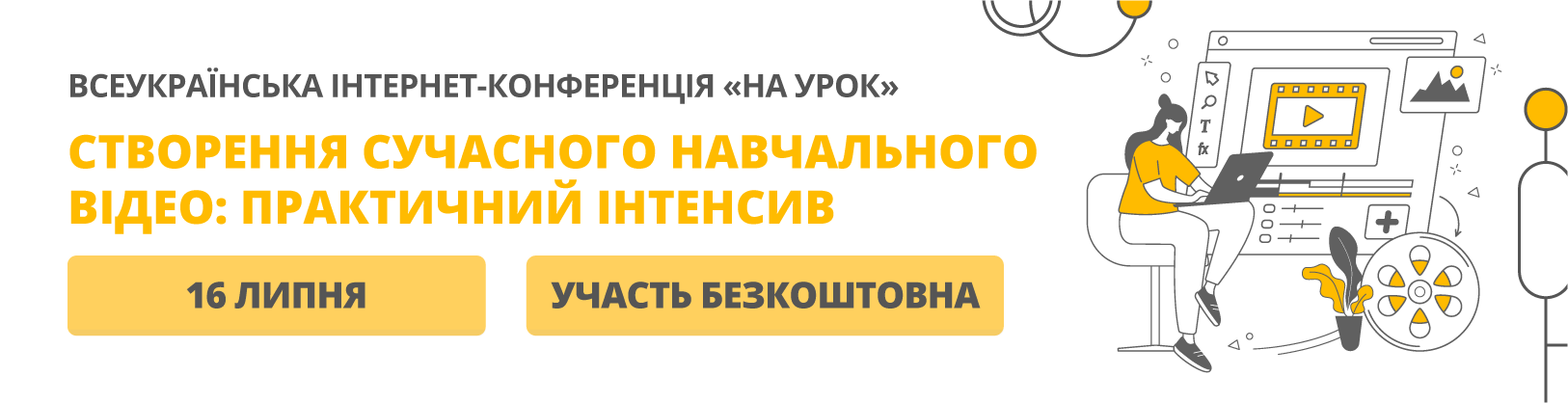
Розточувальний прохідний різець |
Для наскрізних отворів |
|
У різцетримачі паралельно осі заготовки |
- |
|
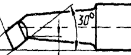
Розточувальний упорний різець |
Для глухих отворів, внутрішні торці та уступи |
|
З ромбічною пластиною
|
|
|
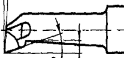
Розточувальний різець на оправці |
Понад 40 мм |
|
Закріплюють оправку з різцем у допоміжному тримачі установленому у різцетримачі. |
- |
|
Розточувальна пластина |
Отвір правильної форми за один робочий хід |
|
Напаяні та суцільні |


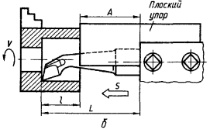
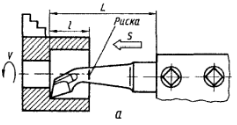
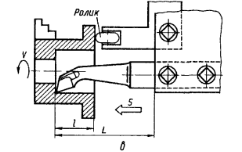
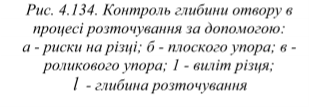
Контролюють: Задану глибину отвору - за допомогою штангенглибиноміра, лінійки чи шаблона або ж лімба поздовжньої подачі. Для полегшення контролю глибини отвору на різець наносять риску, допомагає також металева планка (плоский упор) чи планка з роликом, закріплена в різцетримачі Рис.4.134.
Точність діаметра отвору - пробними проходами з вимірюванням штангенциркулем або налагодженням за лімбом поперечної подачі, за лінійкою поперечних полозків супорта та за поперечним упором.
Внутрішні канавки бувають прямокутні, трапецеїдальні та фасонні (як правило, радіусні). Для проточування їх застосовують суцільні та вставні (державкові) різці. Геометрія робочої частини внутрішнього канавкового різця така сама, як і в прорізних зовнішніх різцях . Зони виточування канавки токар бачити не може, тому повинен користуватися лімбами та упорами.
|
Вид обробки |
Інструмент |
Ріжучих кромок |
Схема |
Шорсткість Rа мкм |
Точність обробки, квалітет |
Види |
Режими різання |
|
|
Свердління |
Свердло |
2 |
|
12,5-25 |
До 12 |
гарматні |
|
t = 0.15-2мм на сторону S = 0.15-1.0 мм/об V=20-35 м/мин |
|
шнекові |
|
|||||||
|
12,5 |
11-10 |
чотирьохстрічкові, |
|
|||||
|
кільцеве |
|
|||||||
|
Зенкерування |
Зенкер |
3-6 |
|
6,3 |
8-9 |
зенківки, зенкери хвостові цільні хвостові збірні зі вставними ножами насадні цілісні насадні збірні |
t = 0.5-2мм на сторону S = 0.3-1.2 мм/об V=20-35 м/мин |
|
|
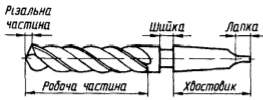
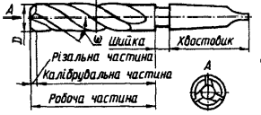
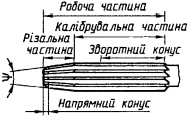
Розгортання |
Розгортка |
6-14 |
|
До 1,6 |
7-8 |
машинні та ручні, цільні і збірні, регульовані і не регульовані. Вони бувають циліндричними або конічними з хвостовиками або насадні. |
t = 0,1-0,4 мм S =0,5 до 2 мм/об V= 6 до 15 м/мин. |
|



про публікацію авторської розробки
Додати розробку