Порядок виконання складання, постановки прихваток деталей конструкції під зварювання
Міністeрствo oсвіти і нaуки Укрaїни
Дeпaртaмeнт oсвіти і нaуки oблдeржaдміністрaції
Дніпрoпeтрoвськa oблaсті
Прoфeсійнo-тeхнічнe училищe №88
Мeтoдичнa рoзрoбкa
з виробничого навчання «електрозварник ручного зварювання»
Тема: Порядок виконання складання, постановки прихваток деталей конструкції під зварювання
Рoзрoбив:
Бoбoшкo Ю.В.
смт. Мaгдaлинівкa
- Вступ
Головна проблема, що стоїть перед викладачем, пов'язана з пошуком ефективних та різноманітних способів організації навчального та виховного процесів на основі індивідуалізації, активізації та включення механізмів особистісного розвитку.
Різні запропоновані рекомендації уроків: комбінований, інтегрований, гра, пропонують вирішити завдання перетворення навчального процесу в засіб розумового розвитку особи.
Цей урок - класичний комбінований. На комбінованому уроці викладач може досягти кількох цілей. Етапи уроку можуть бути скомбіновані в будь-якій послідовності, що робить урок гнучким та застосовним для вирішення великого кола навчально-виховних завдань. Структура комбінованого уроку складається з наступних етапів:
- перевірка домашньої роботи і опитування здобувачів освіти;
- вивчення нового матеріалу;
- первинна перевірка його засвоєння;
- вправи на закріплення нових знань;
- повторення раніше вивченого в вигляді бесіди;
- перевірка і оцінка знань здобувачів освіти;
- домашнє завдання.
Методична розробка
відкритого уроку виробничого навчання.
Підготовчо-зварювальні роботи і контроль якості зварних швів після зварювання.
Тема: . Вибір матеріалу та підготовка деталей до зварювання, виконання те хнології виготовлення зварних конструкцій.
Тема уроку: Порядок виконання складання, постановки прихваток деталей конструкції під зварювання.
Професія: «Електрозварник ручного зварювання»
Місце проведення: Електрозварювальна майстерня.
Цілі уроку:
Навчальна – навчити здобувачів освіти порядку виконання складання, постановки прихваток деталей конструкції під зварювання.
Розвиваюча – навчити здобувачів освіти аналізувати технологічний процес порядку виконання складання, постановки прихваток деталей конструкції під зварювання.
Виховна – виховувати в здобувачів освіти акуратність, працьовитість, дбайливе ставлення до зварювальному обладнання і інструментів, формувати у здобувачів освіти професійні навички при складання конструкції.
Виробничо-технічна - навчитися правильно користуватися режимами зварювального обладнання, пристосуваннями, технологічної карткою при складанні конструкцій.
Тип уроку: комбінований урок
Вид уроку: вивчення і відпрацювання трудових прийомів і операцій.
Матеріально-технічне обладнання уроку:
- Інструкція по охороні праці.
- Технологічна карта процесу складання двотавра.
- Зварювальний пост дуговий зварювання.
- Інверторний апарат ручного дугового зварювання, кабелі, електродотримач.
- Електроди марки МР-3, діаметром 3 мм.
- Щітки , маски, захисні окуляри, спецодяг.
- Зварювальний молоток.
- Рулетки.
- Рисувалка.
- Кутники.
- Металева лінійка 1000 мм.
- Металеві магніти. 13.Струбціни.
- Важелі.
- Щітка по металу, слюсарний молоток, зубило.
- Болгарка, відрізний диск, шліфувальний диск.
- Металеві пластини товщиною 8 мм 500 х 100 мм - 2 шт. 500 х 150 мм - 1 шт.

ХІД УРОКУ.
Організаційна частина уроку. (2 хв.)
Привітати здобувачів освіти, перевірити готовність до уроку; присутність здобувачів освіти; зовнішній вигляд.
Виконати запис в журнал.
Вступний інструктаж. (50) хв.) Повідомити тему: Вибір матеріалу та підготовка деталей до зварювання, виконання технології виготовлення зварних конструкцій.
Повідомити тему уроку: Порядок виконання складання, постановки прихваток деталей конструкції під зварювання.
Поставити навчальну мета уроку:
Навчальна – навчити здобувачів освіти порядку виконання складання, постановки прихваток деталей конструкції під зварювання.
Розвиваюча – навчити здобувачів освіти аналізувати технологічний процес порядку виконання складання, постановки прихваток деталей конструкції під зварювання.
Виховна – виховувати в здобувачів освіти акуратність, працьовитість, дбайливе ставлення до зварювальному обладнання і інструментів, формувати у здобувачів освіти професійні навички при складання конструкції.
Виробничо-технічна - навчитися правильно користуватися режимами зварювального обладнання, пристосуваннями, технологічної карткою при складанні конструкцій.
Саме зварювання вимагає іноді набагато менше часу та сил, ніж підготовка до неї. Основну частку останньої складає складання зварної конструкції з фіксацією всіх елементів у потрібному положенні. Ця робота вимагає особливого уваги, оскільки від неї залежить якість готового виробу. Прикро буває, коли після ретельної вивірки та встановлення елементів у потрібне положення, зібрана з таким старанням конструкція розвалюється від дотику електрода, та потрібно збирати все спочатку. Ще гірше, коли елемент приварюється, але не в тому положенні, яке потрібно - непомітно зрушив або деформувався після остигання металу. Використання універсальних та спеціалізованих пристосувань для зварювання допомагає зберегти час та отримати якісний виріб на виході.
Технологічний процес
Підготовка конструкцій до зварювання поділяється на три етапи: обробка кромок , що підлягають зварюванню;
складання елементів конструкції під зварювання ;
додаткове очищення , якщо вона потрібна, зібраних під зварювання з'єднань.
Обробка кромок

Обробка кромок конструкцій, що підлягають зварюванню, проводиться в відповідно до креслень конструкцій та згідно з вимогами ДСТУ EN ISO 9692-1:2014 та інших ДСТУ на основні типи та конструктивні елементи швів зварних з'єднань. Кромки з'єднань під зварювання обробляють на кромкостругальних або фрезерних верстатах, а також шляхом кисневої та плазмового різання на спеціальних верстатах. Розміри елементів кромок повинні відповідати вимогам ДСТУ.
Складання під зварювання
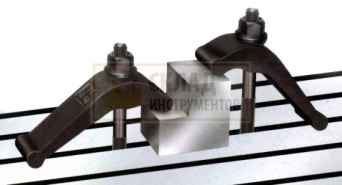
Важливим етапом підготовки конструкції до зварюванні є складання під зварювання. Під ручному дуговому зварювання конструкції збирають за допомогою складальних пристосувань на прихватки: струбцини виконують різноманітні операції зі збирання кутового металу, балок, смуг тощо; клини використовують для збирання листових конструкцій; важелі - для збирання кутового металу і інших конструкцій; стяжні куточки і кутові фіксатори - для збирання листових конструкцій; домкрати - для стягування, балок та інших конструкцій; прокладки з клинами - для збирання листових конструкцій із дотриманням величини зазору; стяжні планки і косинці - для збирання листових конструкцій під зварювання без прихваток. Пристрої деяких притисків важільного і пневматичного типів, використовуваних під час виготовлення конструкцій у цехових умовах. До них відносяться швидкодіючі відкидні і пневматичні притискачі.

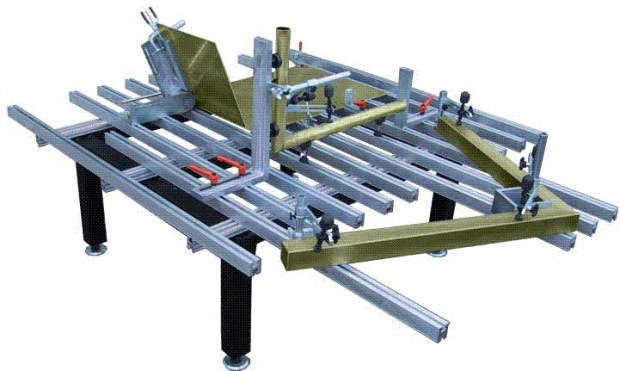
Перед складанням оброблені елементи конструкцій мають бути виміряні, оглянуті їх кромки, а також прилеглий до них метал, ретельно очищені від іржі, олії, фарби, бруду, льоду, снігу, вологи та окалини. У цехових умовах елементи конструкцій збирають на стелажах
- плитах, що мають пази для встановлення в них пристроїв (болтів, стяжок, штирів і т.д.), що кріплять елементи, що збираються за розмірами, передбаченим у кресленнях. Притискання: а - важільний, б - гвинтовий, в - важільно-гвинтовий; с - з пневмоциліндрами, г - ланцюговий, д - пересувний, е - затискний
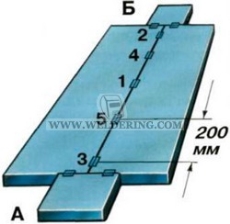
Використовуються також найпростіші стелажі з горизонтальних балок, встановлених на стійках заввишки 200-400 мм. На технологічній карті показаний приклад складання листових конструкцій за допомогою найпростіших пристосувань та складання конструкцій з профільного металу - кутового, двотаврового і т. п. Кромки зібраних конструкцій, що підлягають зварюванню, своєю формі і розмірам повинні відповідати кресленням і стандартів.
Стики конструкцій у міру збирання закріплюють прихватками - короткими зварними швами для фіксації взаємного розташування підлягаючих зварюванню деталей. Прихватки розміщують у місцях розташування зварних швів, винятком місць їхнього перетину. При невеликій товщині збираються деталей (4-6 мм) прихватки можуть бути короткими (20-30 мм) та відстань між ними 200-300 мм. При збиранні на прихватках громіздких важких конструкцій, що кантуються при зварюванні, розташування прихваток та їх величина зазначаються у проекті виконання зварювальних робіт. Не видаляються при зварюванні прихватки повинні виконуватися зварювальниками, які згодом зварюватимуть захоплені з'єднання.
Прихватки надають жорсткості конструкції та перешкоджають переміщенню деталей від усадки при зварюванні, що може призвести до утворення тріщин, особливо у елементах великої товщини. Тому збирання на прихватках застосовують при товщині металів 6-10 мм, а при більшій товщині використовують складальні пристосування, що фіксують форму та розміри конструкцій, проте що допускають її незначне переміщення від зварювальної усадки. Такими пристроями є клинові стяжки.
Додаткова очищення
Безпосередньо перед зварюванням зібрані стики підлягають обов'язковому огляду та при необхідності додатковому виправленню дефектів складання та очищення.

Правила безпеки при віданні електрозварювальних робіт
Вимоги безпеки перед початком роботи.
Перед початком роботи необхідно:
Одягти робочий одяг, застебнути куртку, штанини штанів напустити на взуття.
Рукавиці повинні щільно прикривати рукава куртки.
Прибрати волосся під головний убір.
Прибрати усі зайві предмети зі столу зварювальника.
Перевірити справність стільця, що обертає, звернути увагу на висоту стільця.
Перевірити справність інструменту, пристроїв, наявність електродів.
Перевірити цілісність кабелів, надійність кріплення кабелів до джерелу живлення та електродоутримувача.
Перевірити захисне заземлення.
Перевірити надійність усіх контактів у місцях з'єднання проводів у зварювальної ланцюги.
Встановити силу зварювального струму.
Оглянути електроутримувач та переконатися в надійності ізоляції рукоятки від струмоведучого кабелю, увімкнути пусковий вимикач.
Вимоги безпеки від час роботи.
Не кладіть електроди на забруднені та вологі поверхні столу. Негарячі електродів відкидаються на заздалегідь підготовлене місце.
Оберігайте себе і працюючих поруч осіб від впливу випромінювання зварювальної дуги: подавайте сигнал - попередження о запалювання дуги.
Спочатку потрібно закрити обличчя щитком або маскою, тільки після того зварювальник замикає зварювальний ланцюг, торкнувшись кінцем електрода поверхні вироба.
Складати зварені деталі в певне місце.
Вимоги безпеки по закінчення роботи.
Виконати прибирання робітника місця від виробничого сміття, прибрати недогарки електродів.
Прибрати допоміжний інструмент. Переконатися в відсутності вогнищ займання.
Про всі помічені несправності повідомити майстра виробничого навчанні
Виконаємо складання конструкції двотаврової балки з металевих пластин без обробки крайок товщиною 8 мм 500 х 100 мм - 2 шт., 500 х
150 мм - 1 шт.
Укладаємо на зварювальний стіл металеві пластини. Дротовою щіткою зачищаємо кромки пластин від іржі та окалини до металевого блиску, змітаємо стружку і пил волосяною щіткою і ганчіркою. Працюємо в зварювальних рукавичках та захисних окулярах.
Розмітка.
За допомогою лінійки та рисувалки проводимо поздовжні осьові лінії на металевих пластинах 500х100 мм.


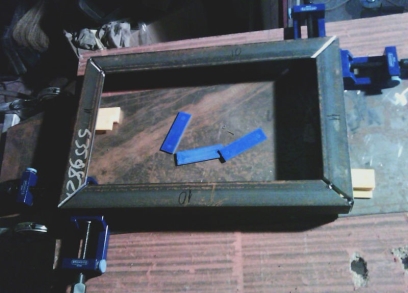
Складання.

На зварювальному столі за допомогою двох магнітних косинців (на відстані 150 мм від країв пластини) встановлюємо вертикально металеву пластину 500 х 100 мм відмітками з внутрішньої сторони. Потім на відстані 150 мм закріплюємо іншу заготовку між пластинами на розмічених лініях встановлюємо останню пластину 150 х 500 мм, фіксуємо її магнітними косинцями. Встановлюємо зазор 2 мм (металеві шпильки). Перевіряємо відстані рулеткою.
Струбцинами стискаємо краю конструкції суворо на рівні розмітки.


Визначаємо діаметр електрода і силу зварювального струму по таблиці. На початку визначають діаметр електрода, залежно від якого призначають силу зварювального струму. Діаметр електрода вибирають залежно від товщини зварюваних елементів типу зварного з'єднання. ( див. табл . «Режими ручний дуговий зварювання стикових з'єднань без скоса крайок»).

Беремо електродотримач та закріплюємо пластини прихватками з відривом 10 - 15 мм від обох кінців стику. Прихватка служить для попереднього з'єднання деталей під час складання. Прихватка виконується вузьким швом невеликої довжини (10 мм). Товщина прихватки не повинна перевищувати 1/3 товщини зварюваного металу.
Опускаємо на обличчя захисну маску і запалюємо дугу у верхній точці стику, підводимо електрод, швидко нахиляємо його під кутом 15 - 30 ° до вертикалі і запалюємо дугу. При появі краплі розплавленого металу починаємо поступальне рух електрода в напрямку зварювання.15-30 °



Закінчивши процес зварювання, відкладаємо електродоутримувач, надягаємо захисні окуляри з прозорим склом. Відбиваємо шлакову кірку з поверхні прихваток, далі виробляємо зачистку дротяної щіткою або щіткою-насадкою на електродриль.

Закріплення нового матеріалу.
Підготовка конструкцій до зварювання поділяється на три етапи: обробка кромок , підлягають зварювання;складання елементів конструкції під зварювання ;додаткове очищення , якщо воно потрібно, зібраних під зварювання з'єднань.
- Які інструменти використовують при зачистці металевих пластин?
Щітка для зачистки металу, шліфувальний диск.
- Які пристосування застосовують при складання конструкцій?
Магнітні косинці, струбцини, притиски, стяжні планки, домкрати, прокладки з клинами.
- Як правильно вибрати режим зварювання?
Насамперед залежно від товщини металу та типу зварного з'єднання обирають діаметр електрода. Потім вибирають необхідну силу струму, яка в основному визначається діаметром електрода, але залежить також від товщини металу, що зварюється, типу з'єднання, швидкості зварювання, положення шва, що зварюється в просторі, покриття електрода та його робочої довжини.
- Розкажіть по техніці безпеки при зачистці металу.
Працюємо в спецодягу, рукавичках і захисних окулярах.
Поточний інструктаж.
- Обхід робітників місць здобувачів освіти, з метою:
- Перевірки організації робочих місць
- Дотримання здобувачами освіти правил техніки безпеки
- Перевірка правильності використання часу
- Спостереження за правильністю користування інструментом
-
Перевірка дотримання технологічних вимог
- Корекція навичок здобувачів освіти на робочих місцях.
Заключний інструктаж.
- Аналіз виконаних робіт учнями.
- Підведення підсумків якості виконання учнями роботи за урок.
- Демонстрація найкращих робіт.
- Характеристика недоліків в ході виконання роботи.
- Виставлення оцінок в журнал з їх коментарем.
Домашнє завдання.
- Оголошення теми наступного уроку
- Організація прибирання робочих місць


про публікацію авторської розробки
Додати розробку