Практична робота 10:"Табличний процесор Excel"
Практична робота, розрахована на учнів середньої школи з початковим рівнем знань, включае в зміст теоретичну частину, та практичні завдання.
ПРАКТИЧНА РОБОТА № 10.
Тема: Рішення задач про контроль якості продукції. Побудова діаграм якості продукції.
Ціль: Навчитися вирішувати задачі про контроль якості продукції і будувати діаграми якості продукції.
МЕТОДИЧНІ ВКАЗІВКИ.
10.1. Визначення рівня якості
Як відомо, один з шляхів збільшення доходу складається в підвищенні якості продукції. Якщо товари мають однакові споживчі характеристики, але один з них вироблений відомою фірмою, продаж таких товарів буде вище, ніж товарів, виготовлених менш відомими компаніями. Зрозуміло, що на продукцію високої якості надходить менше скарг споживачів, менше заявок про безкоштовне сервісне обслуговування та гарантійний ремонт. При низькій якості продукції знижується рівень прибутковості, і в результаті - зменшується прибуток.
Неможливо заперечувати й той факт, що рівень обслуговування покупців також значно впливає на коефіцієнт прибутку. Якщо співробітники відділу обслуговування клієнтів занадто багато часу приділяють одному покупцеві, це означає, що інші клієнти на час забуті й, можливо, уже планують покупку в іншого продавця. Якщо рахунок-фактура було складено недбало або ж неправильно, це звичайно приводить до затримки грошових надходжень; якщо відділ сервісного обслуговування замовляє непотрібні запасні частини, це незмінно стане причиною збільшення поточних витрат. Крім того, якщо якість закуповуваної сировини занадто висока, то й собівартість продукції, швидше за все, буде також занадто висока. Керувати процесами виробництва продукції можна за допомогою MS Excel.
10.2. Застосування статистичного методу керування
В основі СМК (статистичний метод керування) покладена ідея, зміст якої полягає в тому, що протягом певного періоду часу можна виконувати спостереження, знімати показання й на основі отриманих даних визначати, чи не вийшов даний процес з-під контролю. До таких спостережень належать наступні показники.
- Кількість бракованих одиниць продукції, виявлених протягом усього виробничого циклу.
- Середня кількість браку в партії готової продукції.
- Середня кількість запасних частин виробленого виробу, що повинне відповідати специфіці й вимогам стандартів.
- Середня кількість помилок у рахунку-фактурі.
- Середній час, протягом якого клієнти очікують обслуговування.
Фраза "протягом певного періоду часу" означає, що СМК засновано на повторюваному процесі, у ході якого показники фіксуються регулярно - щотижня, щодня, щогодини й т.д. Вибір частоти процесу спостереження залежить від того, наскільки точно ви хочете їм управляти.
Якщо даний процес статичний і дуже важливий для успішної діяльності вашого підприємства, то, швидше за все, варто зупинити свій вибір на щогодинному фіксуванні даних. Наприклад, якщо компанія виробляє керамічну плитку, то кольори глазурі при виході продукції з печі для випалу являються дуже важливим параметром для клієнтів.
Поняття "середнє" має два значення. Перше означає, що СМК найчастіше залежить від вибіркового контролю декількох одиниць продукції в будь-який момент часу. Припустимо, ви вирішили перевірити рахунки-фактури, які підготовляє відділ рахунків дебіторів, на наявність помилок. Перевірка кожного документа була б тривалим і дорогим заходом; але в той же час перевіряючи, скажемо, по одному рахунку-фактурі в день, ви, швидше за все, не одержите більш-менш точного результату.
У подібних випадках СМК має на увазі довільну контрольну перевірку, а для оцінки процесу за певний період часу використовується середній показник цієї перевірки. Можна, наприклад, робити контрольну перевірку п'яти рахунків-фактур у день і використовувати для розрахунків середню кількість помилок, виявлених у ході цієї перевірки.
Можна також виконувати 100-процентну контрольну перевірку. У цьому випадку варто перевіряти кожен елемент процесу (наприклад, здійснити тестування у виробничому циклі кожної одиниці продукції після закінчення зборки виробу).
Друге значення “середнього” СМК - це обчислення типового значення для даного процесу. Всі періодичні вимірювання показників процесу формують загальне значення. Наприклад, може виявитися, що протягом декількох тижнів середня кількість бракованої керамічної плитки становить 1 з 500. Середнє значення за тривалий період формує центральне значення, що показує середній рівень процесу, а періодичні вимірювання будуть коливатися біля цього рівня.
10.3. Використання х- і s-діаграм
Щоб представити дані в наочній формі, у статистичному методі керування звичайно використовуються діаграми.
Діаграми статичного процесу бувають двох видів: одні відображають середні показники процесу (х-діаграми), а інші – стандартне відхилення (s-діаграми). Більшість діаграм СМК має такий вигляд: на горизонтальній осі обох діаграм відкладається період часу (година, день, тиждень), протягом якого був проведений конкретний вимір результатів. На вертикальній осі х-діаграм фіксуються середні значення вибіркових вимірів у конкретний момент часу, а на вертикальній осі s-діаграм – показники стандартного відхилення контрольного виміру, зробленого в визначений момент часу. Ці діаграми називаються х- і s-діаграмами тому, що в статистиці х є символом середнього значення, a s – символом стандартного відхилення.
10.4. Побудова х- і s- діаграм за допомогою MS Excel
Щоб побудувати діаграми, потрібно створити таблицю, дані якої повинні розташовуватися в такий спосіб: у першому стовпці розмістити діапазон дат або часових інтервалів, а діапазон даних спостережень для кожної дати або часового інтервалу повинен знаходитися праворуч від них. Дані спостережень можуть бути представлені у вигляді декількох стовпців змінюваних результатів вибірки.
На діаграми наносяться три лінії, дозволяючі зрозуміти процес, що відбувається. Ці горизонтальні лінії називаються верхньою контрольною межею (ВКМ), центральною лінією (ЦЛ) і нижньою контрольною межею (НКМ). За допомогою даних ліній можна простежити наступні залежності:
- Якщо занадто велика кількість експериментальних точок знаходиться вище ВКМ (або нижче НКМ), це означає, що із процесом не все добре.
- Якщо ряд експериментальних точок знаходиться між ЦЛ і ВКМ (або ЦЛ і НКМ), це також означає, що процес вимагає втручання.
- Якщо ряд експериментальних точок має тенденцію підвищення до ВКМ, варто зробити висновок, що протікання процесу утруднене.
Розглянемо приклад: ваша компанія виробляє дискети, а ви займаєтеся контролем їхньої ємності. Щодня виробляється велика кількість одиниць продукції, і перевірка всіх дискет практично неможлива. Тому ви вирішуєте перевіряти довільну вибірку (наприклад, вісім дискет) із щоденної партії виробів. Ви вимірюєте ємність дискет у байтах і в результаті десятиденних спостережень одержуєте результати (мал. 10.2, 10.3). Перейменуємо в MS Excel три листи: перші два в x-діаграма й s-діаграма, а третій у Виміри.
За середнє значення ємності дискет візьмемо 1420000 байт. Для підрахунку середнього значення використаємо функцію СРЗНАЧ, як аргумент якої вибираємо рядок відповідної дати. Дані спостережень, які використовувалися для створення діаграми, треба внести як показане на малюнку 10.1. Четвертий результат (виділений напівжирним шрифтом) у рядку за 26.10 набагато менше інших даних спостережень, що призвело до зменшення середнього значення і збільшення стандартного відхилення в цей день. Середнє відхилення від номінального значення 1420000 визначається як модуль різниці відповідного середнього значення й значення номіналу. Для цього використаємо функцію ABS, вказуючи параметри функції, як показано в таблиці. Відхилення в 20000 байт будемо вважати критичним.
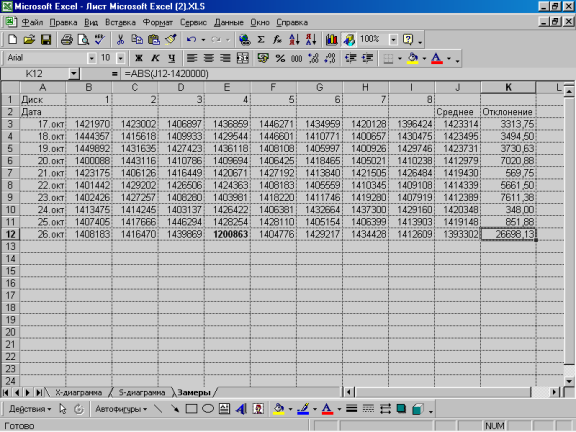
Мал. 10.1. Таблиця спостережень за якістю продукції
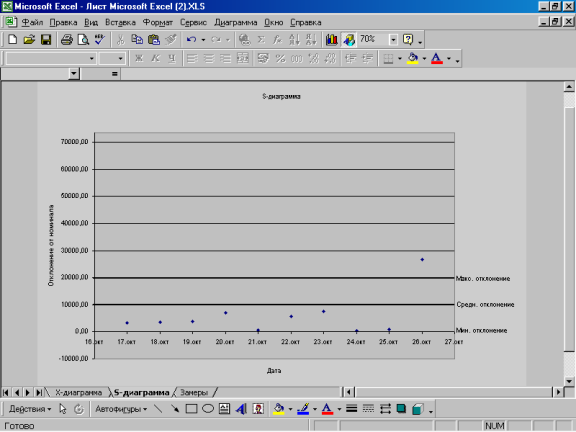
Мал. 10.2. S-діаграма, отримана на основі таблиці вимірів.
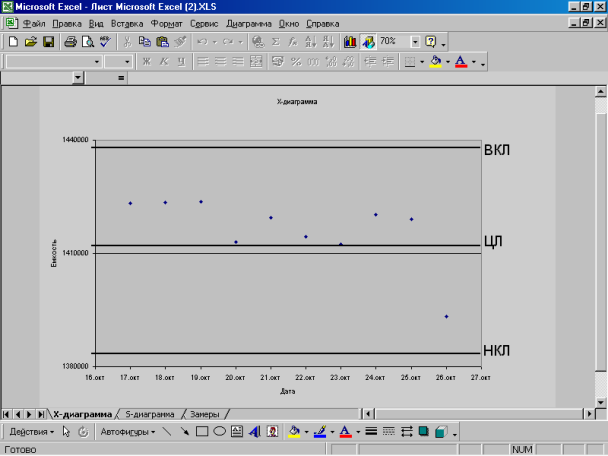
Мал. 10.3. X-діаграма, отримана на основі таблиці вимірів.
Середній показник ємності дискет, вироблених 26.10, перебуває майже на рівні НКМ х-діаграми, а стандартне відхилення для показника ємності дискет на цей же момент на s-діаграмі – набагато вище ВКМ. Ця точка називається різко відхиляючимся значенням, оскільки вона лежить за межами контрольних значень діаграми.
Оскільки в точці 26.10 середнє значення ємності дискет знизилося, логічно припустити, що одна дискета (або кілька дискет) у цей момент має відносно невелику ємність. Показник стандартного відхилення в той же момент часу відносно високий, тому що ємність щонайменш однієї дискети значно розходиться із отриманим показником середньої щоденної ємності. Причини таких значень можуть полягати в наступному:
- Звичайний хід виробничого процесу в точці 26.10 був порушений.
- Середній результат спостережень у точці 26.10 включав саме той з багатьох показників, що випадково міг сильно відрізнятися від загального середнього показника процесу.
Висновки, зроблені на основі отриманих результатів, приводять до такого рішення: варто уважно перевірити виробничі умови, а також всю партію продукції за 26.10.
ПРАКТИЧНЕ ЗАВДАННЯ.
10.1. У перебігу X днів провадилася перевірка вибірки з партії товару в кількості Y штук. Побудувати x- і s- діаграми з врахуванням нижче перерахованих умов, попередньо заповнивши таблицю значень вимірів і зробити висновки про якість продукції:
|
Варіант |
Товар |
Х |
Y |
Номінальне значення 1 од. |
Макс. відхилення |
1: Відеокасети 7 9 14400 сек 720 сек
2: Аудіокасети 9 8 90 хв 1,5 хв
3: Компакт-диски 8 7 700 Мб 15 Мб
4: Техн. резервуари 9 6 14000 л 200 л
5: Магн. котушки 8 5 19600 витків 65 витків
6: Печиво 9 10 144 кг 1,5 кг
7: Медикаменти 10 9 500 мг 20 мг
8: Дріт 9 8 0,15 мм 0,075 мм
9: Електролампи 7 7 75 Вт 3 Вт
10: Плитка кераміч. 8 6 18 см 0,8 см
КОНТРОЛЬНІ ПИТАННЯ.
- Як рівень обслуговування покупців впливає на розмір прибутку?
- У чому сутність статистичного методу керування?
- Що таке s- та x-діаграми?
- Як будувати s- та x-діаграми за допомогою MS Excel?
- Що таке ВКМ, НКМ та ЦЛ?

про публікацію авторської розробки
Додати розробку