Презентація "Характеристика перспективних видів зварювання"


Характеристика перспективних видів зварювання
Підвищення продуктивності дугового зварювання. Для підвищення продуктивності використовують технічні та організаційні заходи, наприклад вдосконалення обладнання та інструментів, які дозволяють зменшити час праці на 10%-15%.
Зварювання з високопродуктивними електродами Продуктивність електродів характеризують за кількістю електронного металу та покриттю:електроди: АНО-5, АНО-18, ОЗС-6, вміст залізного порошку 30%-35%.електроди: АНО-1, АНО-19, ОЗС-3, вміст залізного порошку 50%-60%. Недоліком високопродуктивних електродів є зварювання тільки в нижньому положенні,при нахилі електрода 15-20°.
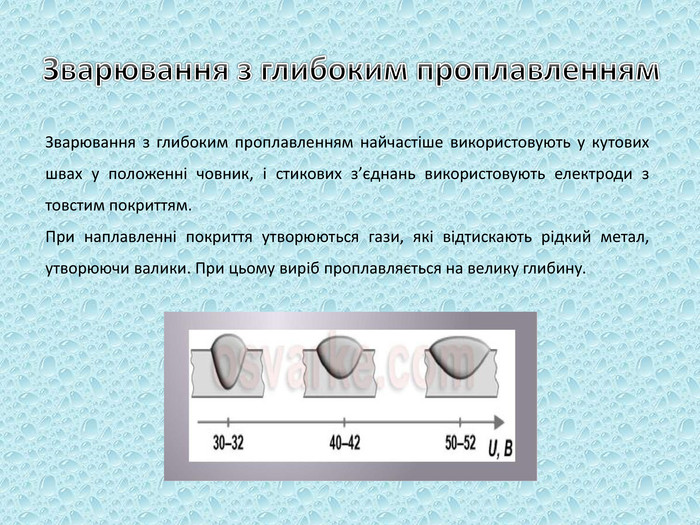
Зварювання з глибоким проплавленням. Зварювання з глибоким проплавленням найчастіше використовують у кутових швах у положенні човник, і стикових з’єднань використовують електроди з товстим покриттям. При наплавленні покриття утворюються гази, які відтискають рідкий метал, утворюючи валики. При цьому виріб проплавляється на велику глибину.
Зварювання спареним електродом. Зварювання спареним електродом виконують двома електродами з’єднаними між собою. Силу зварювального струму вибирають від 100-180 А, діаметр електрода 3+3 мм від 300-400 А діаметр 6+6мм. Продуктивність зварювання спареним електродом збільшується на 20%-40% порівняно з одним електродом.
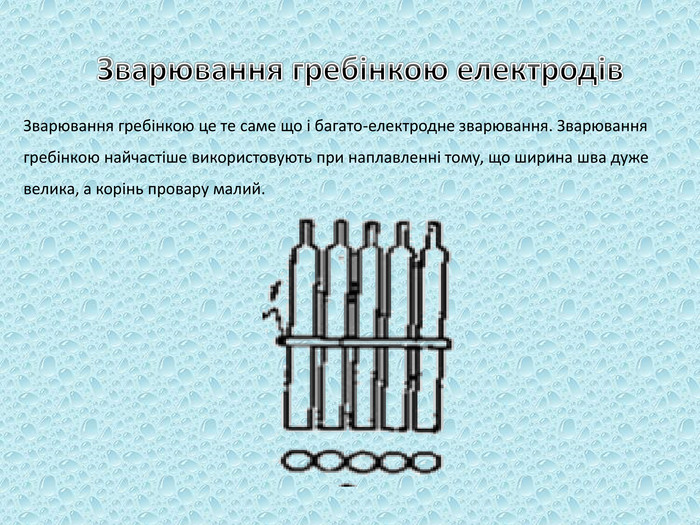
Зварювання гребінкою електродів. Зварювання гребінкою це те саме що і багато-електродне зварювання. Зварювання гребінкою найчастіше використовують при наплавленні тому, що ширина шва дуже велика, а корінь провару малий.
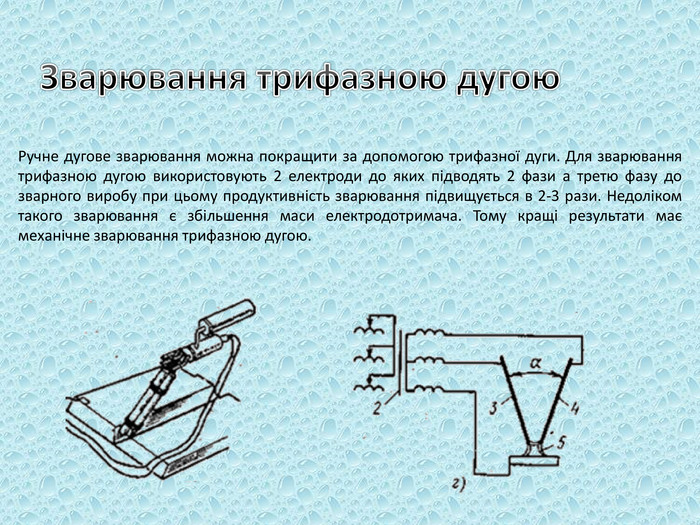
Зварювання трифазною дугою. Ручне дугове зварювання можна покращити за допомогою трифазної дуги. Для зварювання трифазною дугою використовують 2 електроди до яких підводять 2 фази а третю фазу до зварного виробу при цьому продуктивність зварювання підвищується в 2-3 рази. Недоліком такого зварювання є збільшення маси електродотримача. Тому кращі результати має механічне зварювання трифазною дугою.
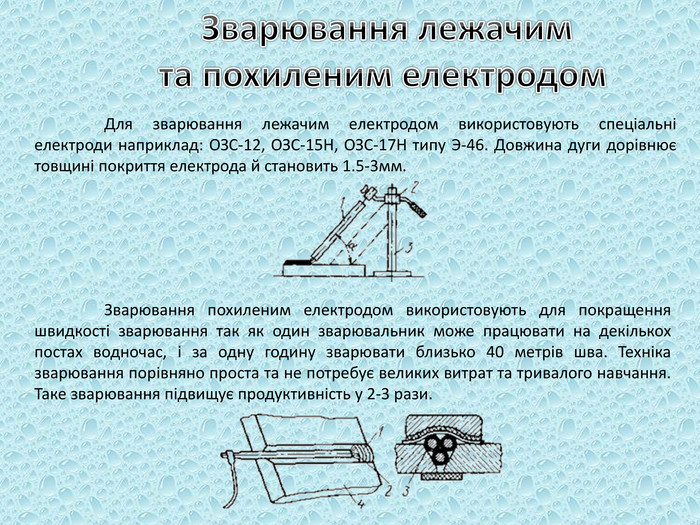
Зварювання лежачим та похиленим електродом Для зварювання лежачим електродом використовують спеціальні електроди наприклад: ОЗС-12, ОЗС-15 Н, ОЗС-17 Н типу Э-46. Довжина дуги дорівнює товщині покриття електрода й становить 1.5-3мм. Зварювання похиленим електродом використовують для покращення швидкості зварювання так як один зварювальник може працювати на декількох постах водночас, і за одну годину зварювати близько 40 метрів шва. Техніка зварювання порівняно проста та не потребує великих витрат та тривалого навчання. Таке зварювання підвищує продуктивність у 2-3 рази.
Зварювання пульсуючою дугою Продуктивність зварювання пульсуючою дугою збільшується на 10%-15% порівняно із звичайним дуговим і на 70%-80% порівняно з газовим зварюванням. Пульсуючий дуговий розряд дає можливість підібрати такий режим зварювання, який зменшує стікання рідкого металу в будь-яких просторових положеннях, збільшує провар, зменшує можливість пропалів, спрощує техніку зварювання, підвищує продуктивність, покращує якість зварювання та знижує вимоги до кваліфікації зварника.

про публікацію авторської розробки
Додати розробку