Презентація "Технологія та обладнання газового зварювання""

Технологія та обладнання газового зварювання
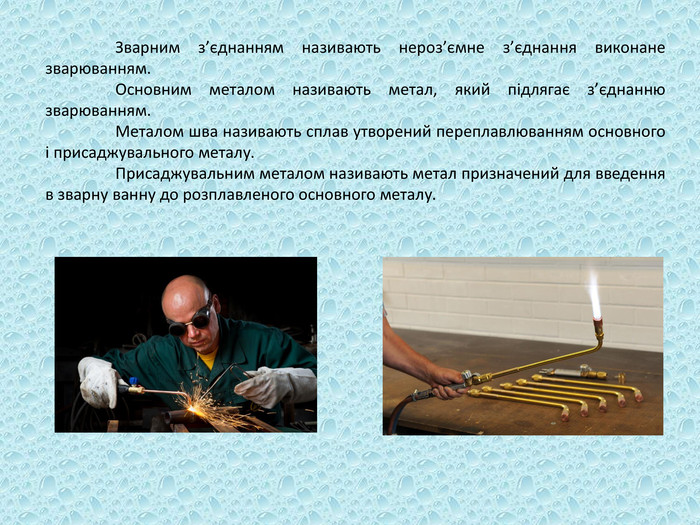
Зварним з’єднанням називають нероз’ємне з’єднання виконане зварюванням. Основним металом називають метал, який підлягає з’єднанню зварюванням. Металом шва називають сплав утворений переплавлюванням основного і присаджувального металу. Присаджувальним металом називають метал призначений для введення в зварну ванну до розплавленого основного металу.

Матеріали. До матеріалів належать: кисень, ацетилен. Технічний ацетилен – газ без кольору з різким неприємним запахом, 1.1 рази легший за повітря, розчиняється в рідинах. Кисень – газ без запаху, кольору, і смаку, маса якого 1 метр кубічний становить 1.33кг. Зріджуються при нормальному тиску і температурі мінус 182.9°С. Ацетилен – при згоранні у кисні дає найбільшу температуру полум’я 3050 – 3150°С .

Інструменти, пристосування, обладнання. Балони – призначені для зберігання та транспортування різних газів. Редуктори – призначені для пониження тиску з балона до робочого тиску. Рукави – призначені для підведення газу до різаків пальників.

Зварювальні пальники Зварювальні пальники - основний інструмент при ручному газовому зварюванні. У пальнику змішують у потрібній кількості кисень і ацетилен.
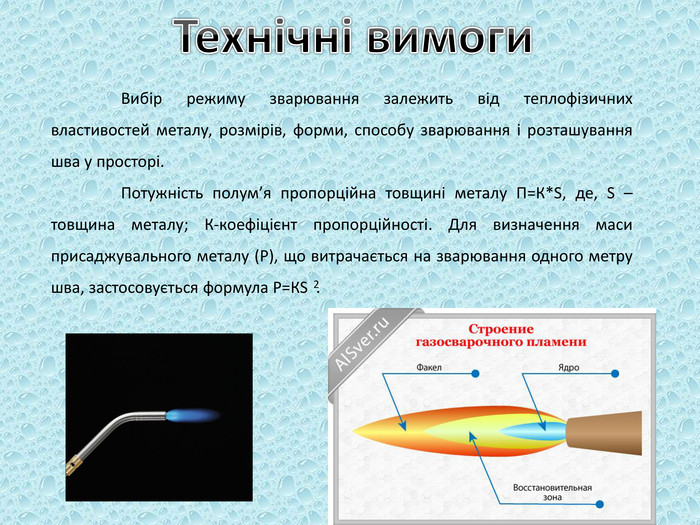
Технічні вимоги Вибір режиму зварювання залежить від теплофізичних властивостей металу, розмірів, форми, способу зварювання і розташування шва у просторі. Потужність полум’я пропорційна товщині металу П=К*S, де, S – товщина металу; К-коефіцієнт пропорційності. Для визначення маси присаджувального металу (Р), що витрачається на зварювання одного метру шва, застосовується формула Р=КS .2


Лівий спосіб зварювання. Лівий спосіб зварювання проводиться справа наліво. При цьому полум'я направляється на ще незварювані кромки, а присадка переміщується попереду полум'я. «+»:гарна видимість шва → зовнішній вид шва кращий ніж при правому способі; попередній підігрів кромок → добре перемішування ванни Використовують при зварюванні тонких і легкоплавких металів.
Правий спосіб зварювання. Правий спосіб зварювання проводиться зліва направо; полум'я направляється на зварену ділянку шва, а присадка переміщується за пальником. Мундштуком виконують незначні поперечні коливальні рухи. «+»:кращий захист ванни від кисню і азоту повітря; приповільнюється охолодження шва при кристалізації;якість шва краща;кут розчищання кромок становить не 90°, а 60-70° → зменшує кількість наплавленого металу і жолоблення;витрати газів на 15-20% менші → правий спосіб економніший; продуктивність на 20-25% вища. Правий спосіб доцільно використовувати при зварюванні деталей товщиною понад 5 мм і металів із великою теплопровідністю.
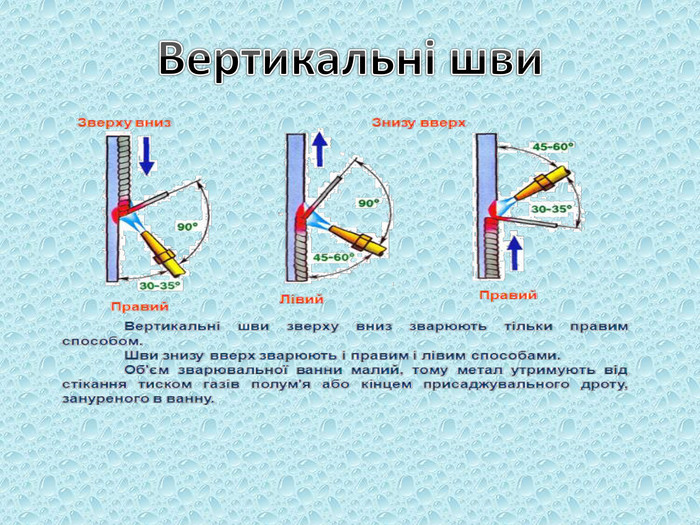
Вертикальні шви

Безпека праціДо техніки безпеки відносяться: зовнішній одяг зварювальника, зварювальні окуляри, респіратор, протигаз. Після закінчення роботи:перекрити спочатку ацетиленовий вентиль, а потім кисневий;викрутити натискні регулювальні гвинти на редукторах;перевірити стан мундштуків, почистити їх свинцем або твердим деревом;при надмірному обгоранні і спрацюванні мундштука його необхідно змінити.
До виконання зварювальних робіт допускаються тільки ті робітники, з якими провели інструктаж з правил техніки безпеки.• До обслуговування ацетиленових генераторів допускаються особи, які досягли 18-річного віку, які знають пристрій і роботу генератора.• Генератор необхідно встановлювати на відстані не менше 10 м від місця роботи пальника або різака, а також від будь-якого іншого джерела полум’я або нагріваються приладів.• Перш ніж підійти до працюючого генератору, необхідно переконатися, чи не тліють рукавиці або спецодяг.•Забороняється залишати працюючий генератор без нагляду.

про публікацію авторської розробки
Додати розробку