Прийоми з’єднання деталей виробу однофальцьовим швом та заклепками
ТЕМА: ПРИЙОМИ З’ЄДНАННЯ ДЕТАЛЕЙ
ВИРОБУ ОДНОФАЛЬЦЬОВИМ ШВОМ ТА
ЗАКЛЕПКАМИ
![]()
ДО ПІДРУЧНИКА ТРУДОВЕ НАВЧАННЯ 6 КЛАС (ДЛЯ ХЛОПЦІВ)
ЗА РЕДАКЦІЄЮ В.К. СИДОРЕНКО
ПРЕЗЕНТАЦІЮ ПІДГОТУВАВ СЛОБОДЯНЮК ОЛЕКСАНДР ВОЛОДИМИРОВИЧ
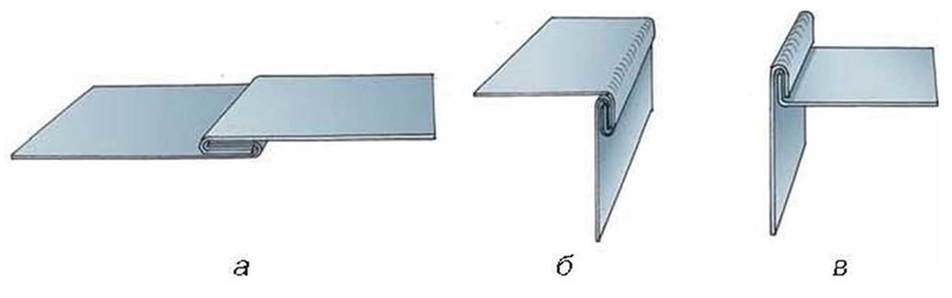
Види фальцьових швів
Однофальцьові шви за своїм зовнішнім виглядом бувають: (а) — одинарний лежачий фальцьовий шов (замок) без підсічки (без опресування замка),
(б) — кутовий одинарний загнутий фальц, (в) — одинарний кутовий стоячий фальц.
Обладнання
Для виготовлення фальцьових швів використовують звичайні слюсарні інструменти (слюсарну лінійку, рисувалку, циркуль, ножиці по металу, молотки слюсарні та різні оправки).

Розмітка
Перед початком роботи проводять розмітку кожної із з’єднуваних деталей. При цьому слід пам’ятати, що ширина, на яку розмічають відгин, повинна становити розмір, у 10 разів більший за товщину матеріалу, який ми хочемо з’єднати. Отже, якщо ми працюємо, наприклад, із тонколистовим металом завтовшки 0,75 мм, то ширина фальца повинна становити 7,5—8,0 мм.
Розмітку проводять за допомогою лінійки та рисувалки.

Згинання країв заготовки для фальцювання
Виготовлення одинарного замка починають із відгинання під кутом 90° країв обох з’єднуваних деталей, а відгинання можна робити як у лещатах, так і на краю верстака або на оправці. Якщо деталі при з’єднанні не можна довільно
 повертати (лицьовим або зворотним боком до нас), то край однієї з деталей відгинається в один бік, а іншої — у другий. Відгинання починають з того, що декількома легкими ударами киянки згинають кромку спочатку по краях заготовки, а потім в середині (якщо довжина кромки, що підлягає згинанню, є достатньо великою). Після чого рівномірними ударами киянки згин роблять однаковим по всій довжині заготовки.
повертати (лицьовим або зворотним боком до нас), то край однієї з деталей відгинається в один бік, а іншої — у другий. Відгинання починають з того, що декількома легкими ударами киянки згинають кромку спочатку по краях заготовки, а потім в середині (якщо довжина кромки, що підлягає згинанню, є достатньо великою). Після чого рівномірними ударами киянки згин роблять однаковим по всій довжині заготовки.
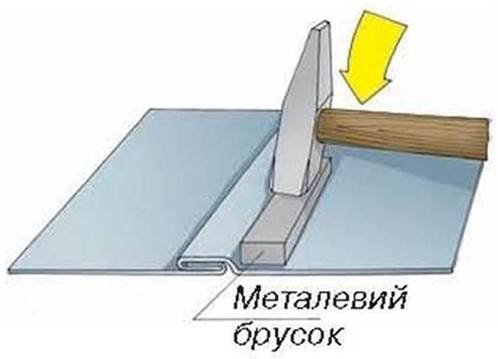
"Завалювання" фальца
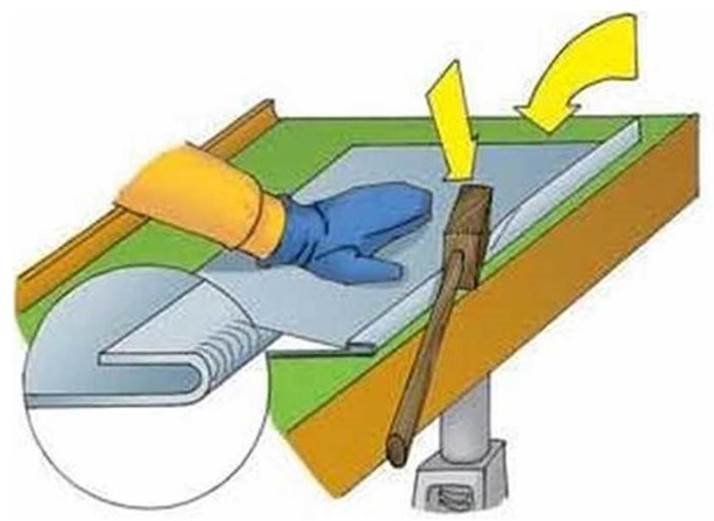 Наступною операцією є «завалювання» фальца за допомогою киянки.
Наступною операцією є «завалювання» фальца за допомогою киянки.
Площина фальца має бути паралельною площині всієї заготовки, а відстань між ними — не менша за величину, що дорівнює 1,5 товщини заготовки.
З’єднання фальців у замок та ущільнення фальців
Далі обидві ці операції повторюємо з другою заготовкою. Після цього треба завести зігнуті краї заготовки в замок
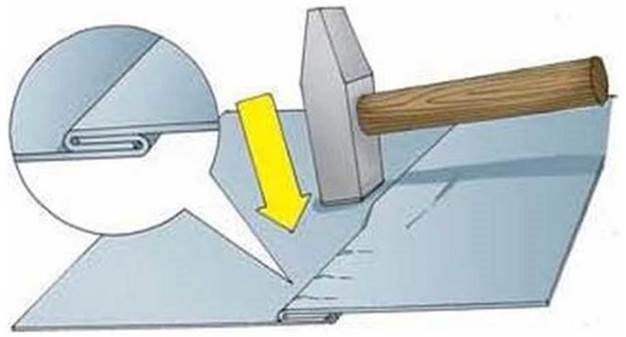
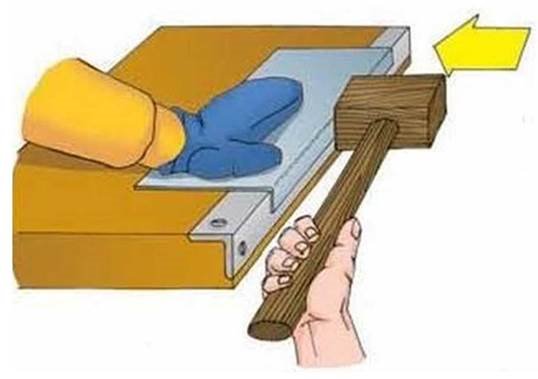
Підсічка фальца
Цю операцію ще називають з’єднанням фальців («утворенням замка»). Після неї слід провести ущільнення місць з’єднання фальців. Завершальною операцією є підсічка фальца.
 Для виконання цієї операції на площину заготовки, підняту над плитою, одразу за фальцем кладеться сталева смуга або брусок й осаджується молотком до рівня поверхні, на якій виконуються роботи. Після виконання підсічки виконане з’єднання вже не може розімкнутися під впливом зовнішніх сил.
Для виконання цієї операції на площину заготовки, підняту над плитою, одразу за фальцем кладеться сталева смуга або брусок й осаджується молотком до рівня поверхні, на якій виконуються роботи. Після виконання підсічки виконане з’єднання вже не може розімкнутися під впливом зовнішніх сил.
Тепер залишається тільки проконтролювати якість виконання з’єднання, за наявності дефектів треба їх усунути.
З’єднання за допомогою заклепок
Заклепками з’єднують зазвичай дві плоскі деталі. Отримані при цьому з’єднання бувають, як правило, нерухомими. Нерухомість з’єднання забезпечує використання як мінімум двох заклепок(деталі, з’єднані однією заклепкою, можуть повертатися одна відносно іншої, а заклепка є віссю повороту). Заклепкові з’єднання є нерознімними.
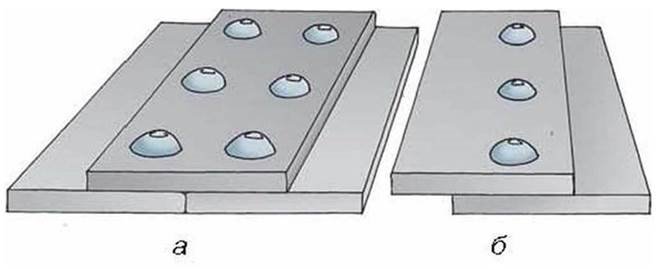 Заклепкове з’єднання плоских деталей можна здійснити у стик з накладкою (а) та накладанням країв деталей (б).
Заклепкове з’єднання плоских деталей можна здійснити у стик з накладкою (а) та накладанням країв деталей (б).
Вибір заклепки
Крок розташування заклепок на деталях визначають залежно від того, наскільки надійним має бути з’єднання. Від діаметра заклепок також залежить, які навантаження зможе витримувати з’єднання, він має бути не меншим за сумарну товщину склепуваних деталей.

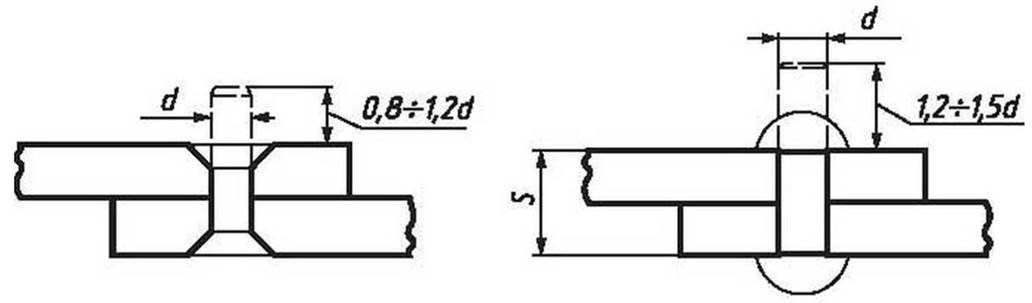
Вибір довжини заклепки залежно від виду утворюваної замикальної головки та товщини з’єднуваних деталей
Стандартними діаметрами заклепок, є такі значення в міліметрах: 2,0; 2,3; 2,6; 3,0; 3,5; 4,0. Для встановлення стандартних заклепок ще більших діаметрів уже потрібне спеціальне механізоване обладнання.
Довжина стрижня заклепки залежить від сумарної товщини склепуваних деталей і від типу (форми) замикальної головки, яку бажано отримати в результаті роботи.
Формула для визначення довжини стрижня
|
L = S + (0,8…1,2)d |
|
L = S + (1,2…1,5)d |
Довжину стрижня для утворення потайної замикальної головки можна обчислити за формулою 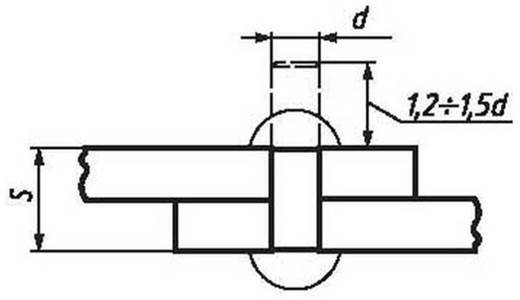
У цій формулі L — довжина стрижня заклепки в міліметрах; S — сумарна товщина склепуваних деталей у міліметрах; d — діаметр стрижня заклепки в міліметрах. Для визначення довжини стрижня заклепки, що матиме напівкруглу замикальну головку, у формулі змінюються тільки числові значення в дужках на величини 1,2… 1,5.
Обладнання
Для виконання заклепкових з’єднань, окрім слюсарних молотків, використовують такий спеціальний інструмент: натяжки, підтримки, обтискачі (обжимки).

Спочатку розмічають місця для отворів під встановлення заклепок. При цьому слід дотримуватися таких умов:
• відстань від краю деталі до ряду заклепок (до центра отвору першої) має бути не менше 1,5 діаметра стрижня заклепки;
• відстань між заклепками в ряді (для однорядної клепки) — не менше трьох діаметрів заклепки.
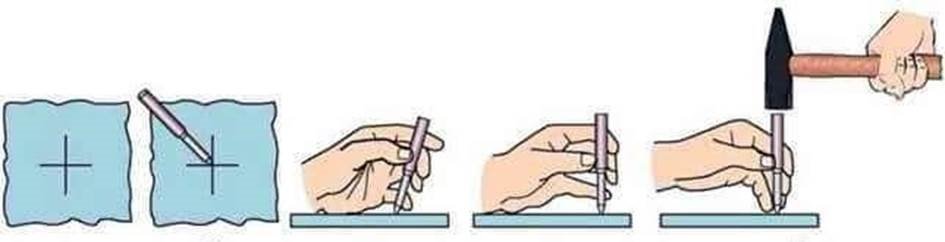
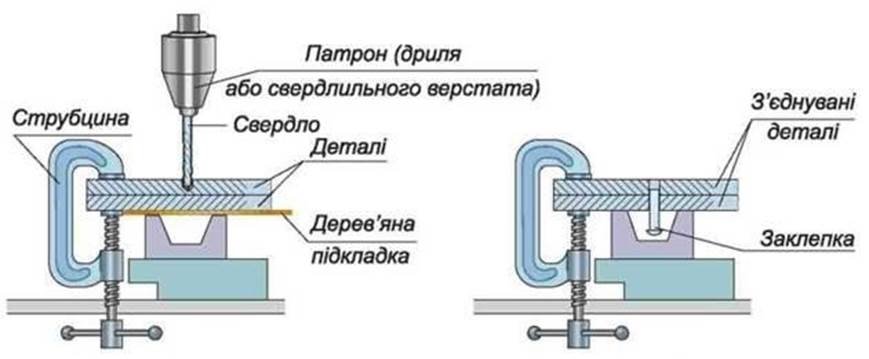
 Якщо отвори виконують за допомогою спіральних свердл і ручного дриля, то їх центри обов’язково треба накернити, щоб свердло на початку роботи не ковзало по поверхні заготовки. У тонколистовому металі отвори також можна робити за допомогою такого слюсарного інструмента, як пробійник.
Якщо отвори виконують за допомогою спіральних свердл і ручного дриля, то їх центри обов’язково треба накернити, щоб свердло на початку роботи не ковзало по поверхні заготовки. У тонколистовому металі отвори також можна робити за допомогою такого слюсарного інструмента, як пробійник.
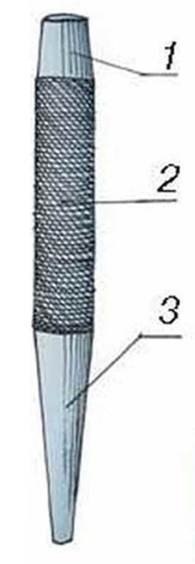
Будова пробійника: 1 — бойок;
2 — стрижень; З — робоча частина
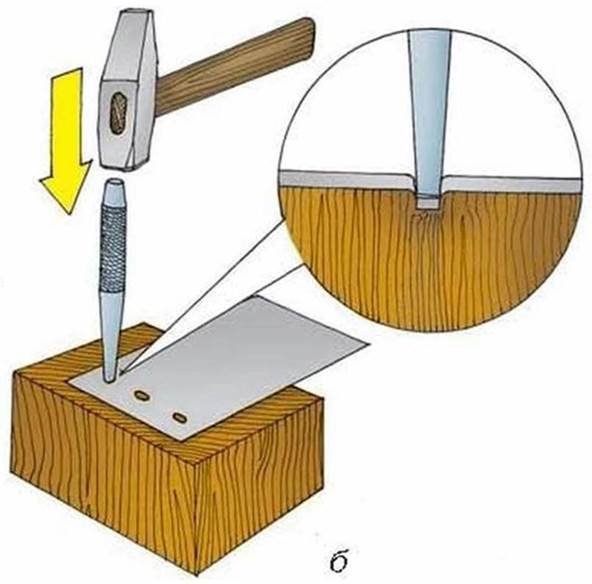 Під час пробивання отворів лист жерсті кладуть на торець дерев’яного бруска (бажано з твердих порід деревини), установлюють пробійник на намічене місце й ударом молотка по бойку пробивають отвір.
Під час пробивання отворів лист жерсті кладуть на торець дерев’яного бруска (бажано з твердих порід деревини), установлюють пробійник на намічене місце й ударом молотка по бойку пробивають отвір.
Бажано виконати цю операцію за один удар, інакше при повторних спробах пробійник може зміститися з місця розмітки.
Отвори під заклепкове з’єднання краще робити, виконуючи операцію свердління, оскільки свердло можна точно підібрати відповідно до діаметра заклепок. Також воно буде забезпечувати умову збільшення отвору на 0,1 мм відносно діаметра заклепки.
Застосування натяжки та підтримки
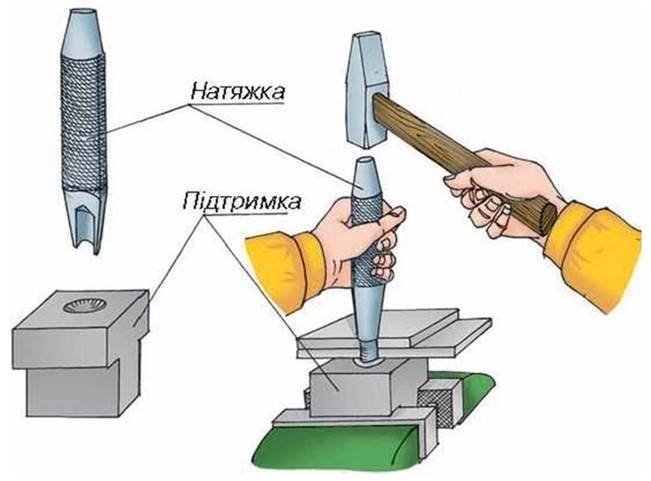 Для обтискування склепуваних деталей треба вставити заклепку в підготовлені отвори складених деталей, затиснути в лещатах металеву підтримку із заглибленням, яке формою та розміром відповідає формі й розміру закладної головки заклепки. На стрижень заклепки, що виступає, установити натяжку й ударами молотка по ній виконати обтискування склепуваних деталей.
Для обтискування склепуваних деталей треба вставити заклепку в підготовлені отвори складених деталей, затиснути в лещатах металеву підтримку із заглибленням, яке формою та розміром відповідає формі й розміру закладної головки заклепки. На стрижень заклепки, що виступає, установити натяжку й ударами молотка по ній виконати обтискування склепуваних деталей.
Попереднє формування замикальної головки за допомогою слюсарного молотка
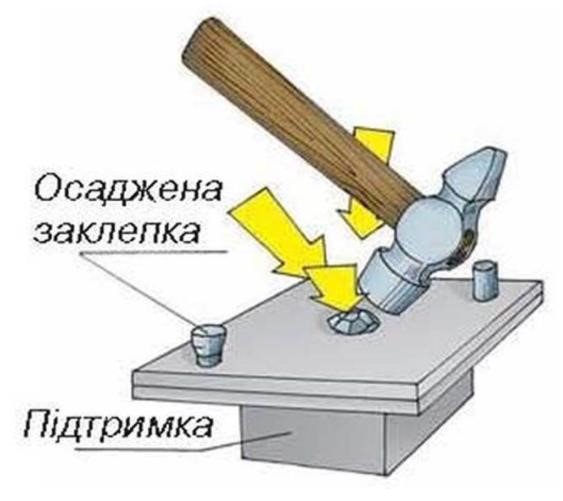 Кількома ударами молотка по виступаючій частині стрижня заклепки осаджуємо замикальну частину головки, а потім концентричними бічними ударами попередньо формуємо замикальну головку, якщо для неї обрано напівкруглу форму.
Кількома ударами молотка по виступаючій частині стрижня заклепки осаджуємо замикальну частину головки, а потім концентричними бічними ударами попередньо формуємо замикальну головку, якщо для неї обрано напівкруглу форму.
Остаточне формування замикальної головки заклепки обтискачем
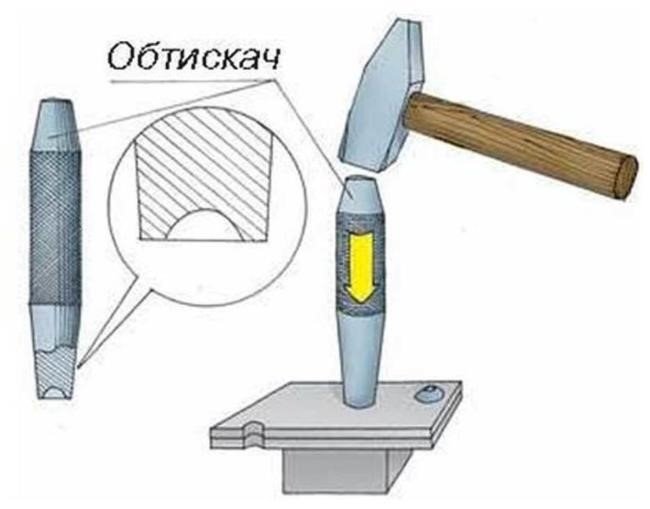 Остаточно напівкруглої форми замикальній головці надають таким інструментом, як обтискач. Він має на своїй робочій поверхні напівкругле заглиблення, яке надає попередньо сформованій головці заклепки остаточної форми
Остаточно напівкруглої форми замикальній головці надають таким інструментом, як обтискач. Він має на своїй робочій поверхні напівкругле заглиблення, яке надає попередньо сформованій головці заклепки остаточної форми
|
ДЯКУЮ ЗА УВАГУ! |

про публікацію авторської розробки
Додати розробку