Проведення огляду зварних швів на наявність дефектів_
«Затверджую»
Старший майстер
______________
План уроку виробничого навчання
Дата проведення уроку___________
П.І.Б. майстра виробничого навчання: Климчук В.О._
№ групи____23/21________Професія: «Електрогазозварник.»
Тема уроку: «Проведення огляду зварних швів, наплавленого металу і поверхні різу на наявність дефектів. Користування універсальним шаблоном зварника.»
Мета уроку:
Навчальна: сформувати уміння і навички, при проведенні огляду зварних швів, наплавленого металу і поверхні різу на наявність дефектів. Навчитися користуватися універсальним шаблоном зварника.
Виховна: виховувати в учнів творче ставлення до трудового процесу, акуратність в роботі, бережливе ставлення до обладнання, інструменту, навики економії матеріалів та електроенергії.
Розвиваюча: розвивати навики виконання трудових рухів (прийомів); розвивати навики самоконтролю; розвивати професійне мислення.
Тип уроку (урок формування первинних умінь; урок формування складних умінь; урок удосконалення умінь та навичок; урок комплексного застосування умінь, знань, навичок учнів; контрольно-перевірочний урок).
Принципи навчання____________________________________________________________
Методи навчання:
Словесні: навчальна лекція, розповідь.
Наочні: показ трудових прийомів ( операцій).
Практичні: вправи у виконанні трудових прийомів
Перевірка знань, вмінь, навичок___________________________________________
Навчально-методичне забезпечення_____________________________________
______________________________________________________________________
Матеріально-технічне забезпечення інструкційні картки, плакати, інструкція з охорони праці, універсальний шаблон зварника, мультимедійний проектор; металеві пластини ,зварювальні трансформатори та інвертори.
Міжпредметні зв’язки: Обладнання і технології зварювальних робіт, охорона праці, матеріалознавство.
Література:
ХІД УРОКУ
І.Організаційначастина (5 хвилин).
1.1. Перевірити готовність робочих місць учнів до началу уроку.
1.2. Перевірити зовнішній вигляд учнів.
1.3. Перевірити по журналу явку учнів на заняття.
1.4. Видати необхідні матеріали, напівфабрикати, інструменти, документацію.
ІІ. Вступнийінструктаж (45 хвилин)
2.1. Повідомлення теми та мети уроку.
2.2.Повторення та закріплення раніше вивченого матеріалу
2.3.Пояснення учням нового матеріалу
В процесі утворення зварного з'єднання в металі шва і в зоні термічного впливу можуть виникнути дефекти, тобто відхилення від встановлених норм і вимог, що приводять до зниження міцності, експлуатаційної надійності, точності, а також погіршення зовнішнього вигляду виробу.
Дефекти зварювальних з'єднань розрізняють з причин виникнення і місця їх розташування.
1. Не дивлячись на високий рівень техніки і технології сучасного зварювального виробництва, забезпечуючий можливість виготовлення зварних конструкцій високої якості, вірогідність утворення дефектів в зварних швах не виключена. Тому дуже важливо уміти виявити дефекти в готовому зварному виробі, оцінити їх вплив на працездатність зварної конструкції, встановити причину їх освіти і попередити можливість їх подальшої появи.
2. Причини дефектів:
а) порушення встановлених розмірів і форми шва – ці дефекти при ручній зварці є результатом низької кваліфікації зварювача, поганої підготовки зварюваних кромок, неправильного вибору зварювального струму, низької якості збірки під зварку;
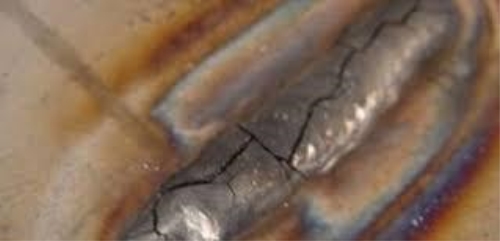
б) тріщини, зовнішні і внутрішні, є небезпечними і неприпустимими дефектами зварних швів. Вони утворюються унаслідок напруг, що виникають в металі від нерівномірного нагріву, охолоджування і усадки. Причина виникнення тріщин – підвищений вміст в сталі шкідливих домішок;
в) підріз зони (вузькі поглиблення в основному металі уздовж краю зварного шва) утворюються при зварці великим струмом або подовженою дугою, при завищеній потужності пальника, неправильному положенні пальника або електроду;
г) кратери, є слідством недостатньої кваліфікації зварювача;
д) напливи – результат натікання наплавленого металу на непрогріту поверхню основного металу, це може бути результатом низької кваліфікації зварювача, недоброякісних електродів і невідповідності швидкості зварки і зварювального струму обробленню шва;
е) пори виникають унаслідок попадання в метал шва газів, що утворилися при зварці.
Тому пористість є результатом поганої підготовки зварюваних кромок (забрудненість, іржа, замаслена), застосування електродів з сирим покриттям, вологого флюсу, недоліку розкислювачів, великих швидкостей зварки ;
ж) шлакові включення утворюються при зварці малим зварювальним струмом, при застосуванні недоброякісних електродів, зварювального дроту, флюсу, забруднених кромок. При неправильно вибраному режимі зварки шлаки і оксиди не встигають спливти на поверхню і залишаються в металі шва у вигляді неметалічних включень;
з) непровар (місцевий несплав зварюваних кромок основного і наплавленого металу) – слідство низької кваліфікації зварювача, неякісної підготовки зварюваних кромок, зсув електроду до однієї з кромок, швидкого переміщення електроду по шву.
3. Методи усунення дефектів:
а) неповномірність швів усувається наплавленням додаткового шару металу.(поверхню, що наплавляється, ретельно очищають до металевого блиску);
б) тріщини зовнішні усуваються обробленням і подальшою заваркою, для попередження розповсюдження тріщини по кінцях її свердлять отвори, місце тріщини вирубують і заварюють. Шви з внутрішніми тріщинами вирубують і заварюють наново. За наявності сітки тріщин дефектну ділянку вирізують і натомість зваркою накладають латочку.
в) підрізи заварюють тонкими валиковими швами;
г) напливи усуваються обробкою абразивним інструментом або за допомогою пневматичного зубила;
д) непровар, кратери, пористість і неметалічні включення усувають шляхом вирубки і подальшою заваркою всієї дефектної ділянки.
2.4.Показ(демонстрація)трудових прийомів (операцій)
2.5.Інструктаж з техніки безпеки.
Перед початком роботи необхідно:
- виконати всі вимоги, що пов'язані з підготовкою виготовлення
зварних швів;
- оглянути робоче місце та прибрати з нього все зайве, що
заважає роботі;
- привести в порядок робочий одяг;
- перевірити наявність і справність запобіжних і захисних
пристроїв.
Категорично забороняється пуск обладнання та пристроїв без
дозволу навчального майстра!
1. При роботі на треба обов'язково користуватися захисними
окулярами.
2. Забороняється стояти в площині обертання ріжучого
інструменту, абразивного круга, патрона.
3. Не можна торкатись руками інструмента та заготовки в процесі
обробки та проводити вимірювання під час роботи обладнання.
4. При роботі на верстатах оброблювана деталь повинна бути
надійно закріплена. Тримати деталь руками забороняється.
5. Не можна видаляти стружку руками.
6. При поразці електричним струмом необхідно негайно, не
торкаючись постраждалого, виключити рубильником струм первинної
мережі. Постраждалому зробити штучне дихання.
7. Не доторкатися голими руками до струмоведучих частин
верстатів і обладнання.
8. Одяг і взуття повинно відповідати умовам виконуваних робіт.
9. Під час зварювання металу без дозволу майстра не наближатися
до трансформатору та ацетіленових генераторів.
10. Зварювання робити тільки в спецодязі.
11. При зарюванні, усім, крім зварювальників знаходитися поза
зоною зварювання.
12. Для запобігання ударам у живіт, груди або в обличчя ручки
інструменту під час роботи повинні бути збоку, а не проти тулуба.
13. Стежити за тим, що під час зварювання металу ніхто не стояв
близько, особливо в тому місці, куди може відлетіти рідкий метал.
14. Забороняється класти на робоче місце сторонні предмети,
торкатися або прибирати виливки руками без спеціального
пристосування або інструмента.
Завдання:
Проведіть зовнішній огляд даних швів, проаналізувати які дефекти є в зварних з'єднаннях , їх причини виникнення.
Заповніть таблицю.
|
№ п/п |
Назва дефекту |
Причина виникнення дефекту |
Усунення дефекту |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Акименко В., Білаш О., Бондаренко М., Камалов А., Костенко А.
Кулик Д., Лисяк М.(№1,2)
 №1
№1
 №2
№2
Мелах Є.,Микитюк К.,Поворозник В.,Ротар В.,Хоруженко А.,Лисяк Д.,Соловей О.
Бабенко В. Петренко Я.(№3,4)
 №3
№3
 №4
№4
ІІІ. Поточний інструктаж майстра (вправи або виробничі самостійні роботи учнів).
3.1. Цільові обходи робочих місць учнів:
- прослідкувати за своєчасним початком роботи учнів і організацією робочих місць;
- перевірити правильність виконання трудових прийомів роботи;
- прослідкувати за дотриманням правил безпеки праці;
- перевірити правильність способів і прийомів самоконтролю виконання операцій (указати конкретно, в яких учнів які операції);
- перевірити вміння учнів користуватися картками письмового інструктажу, технічною документацією;
- майстру провести проміжний контроль операцій, які виконують учні (указати конкретно, в яких учнів які операції);
- звернути увагу на самостійне виконання робіт учнями;
- оказати допомогу невстигаючим учням (указати прізвища);
- видати і пояснити додатково завдання найбільш встигаючим учням (указати завдання і прізвища);
- провести приймання і оцінку робіт за урок, виставити оцінки в таблицю.
ІV. Заключний інструктаж (тривалість 30хв.)
4.1. Підвести підсумки роботи групи за день.
4.2. Відмітити позитивні сторони і найбільш характерні недоліки у роботі групи.
4.3. Майстру показати засоби виправлення помилок та дефектів.
4.4. Дати коротку характеристику роботи учнів і повідомити оцінки.
4.5. Підготувати учнів до наступного уроку, записати домашнє завдання і завдання до наступного уроку.
4.6. Прийняти робочі міста учнів і майстерню після прибирання.
Майстер виробничого навчання_____________________________

про публікацію авторської розробки
Додати розробку