Розробка уроку "Нарізання зовнішньої і внутрішньої різьби. Контроль якості роботи.
ТЕМА: : Нарізання зовнішньої і внутрішньої різьби.
Контроль якості роботи.
Навчальна мета: Удосконалити первісні уміння та відпрацювати прийоми нарізання різьб мітчиком та плашкою, їх контролю.
Розвиваюча мета: Розвиток логічного мислення, зіркової пам'яті, вміння аналізувати, зрівнювати, систематизувати.
Виховна мета: Виховання уважності, відповідальності, самостійності, поваги до професії, взаємоповаги до своїх одногрупників.
Тип уроку: Урок вдосконалення первісних умінь і формування навичок виконання прийомів нарізання різьби мітчиком і плашкою.
Вид уроку: інтегрований
Методи: бесіда, розповідь, пояснення, демонстрація трудових прийомів.
Матеріально-технічне забезпечення: токарні верстати 16К20, заготовки діаметром 30 мм, мітчики, плашки, калібр-кільце, калібр-пробка, різьбомір, різьбовий мікрометр, мультимедійний проектор, ноутбук.
Дидактичне забезпечення: зразки деталей з зовнішньою та внутрішньою різьбою, плакат, інструкційні картки, мультимедійна презентація, відео «Нарізання різьби», «Контроль різьб» .
Структура уроку:
- Організаційний момент
Вступний інструктаж
- Повідомлення теми, мети, плану уроку.
План уроку:
1. Нарізання різьби плашкою
2.Нарізання різьби мітчиком.
3.Контроль різьб.
4.Правила техніки безпеки при нарізанні різьб
- Мотивація:
Демонстрація деталей, які мають різьбу та проблемне запитання: Як нарізати зовнішню та внутрішню різьбу на токарному верстаті?
- Актуалізація базових знань.
Інтелектуальна розминка
1.Різьби призначені для ___________ .
2.Різьба утворюється двома рухами:______ та _________.
3.Основні елементи різьби:
 d (D) -
d (D) -
d1 (D1)-
d2 (D2)-
P-
ε-
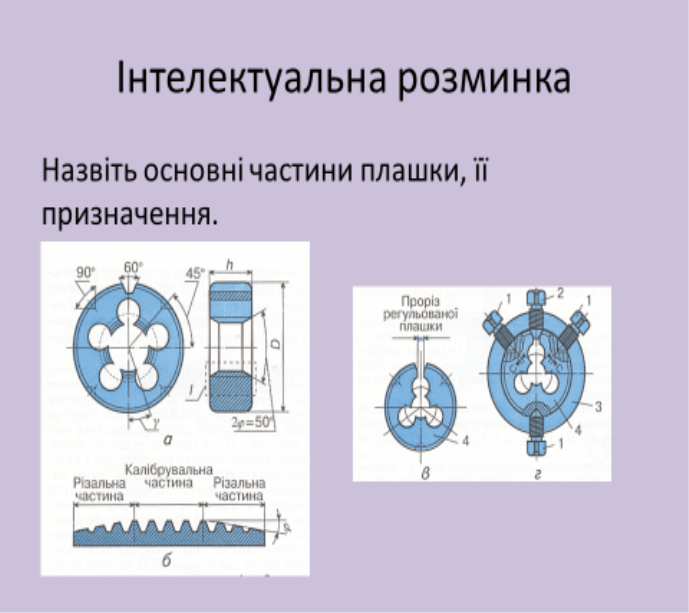
4.Назвіть основні частини мітчика. Його призначення
5. Розшифруйте умовне позначення різьб:
М 20-7h,
М 32х 0,5 – 6Н.
- Пояснення нового матеріалу.
1. Нарізання різьби плашкою.
Перед нарізанням різьби зовнішню циліндричну поверхню слід обточити так., щоб її зовнішній діаметр під метричні різьбу був
на 0,14-0,28 мм меншим зовнішнього діаметра різьби до 30 мм,
на 0,17-0,34 мм – якщо діаметр різьби до 48 мм
на 0,2-0,4 мм- якщо діаметр різьби до 80 мм.
Плашку вставляють у спеціальний плашкотримач (рис. 1.3.160) і закріплюють гвинтами, які входять у заглиблення на бічній поверхні плашки.

Рис. 1.3.160. Плашкотримач
Нарізану заготовку закріплюють у патрон: вона має бути попередньо обточена по зовнішньому діаметру різьби болта. На торці заготовки слід зняти фаску, щоб плашка легше врізувалася в метал. Якщо діаметр заготовки малий, глибина різьби виходить недостатньою, отже, різьба вийде неповного профілю. Якщо ж діаметр заготовки завеликий, плашка зрізатиме багато металу або різьба вийде нечистою.
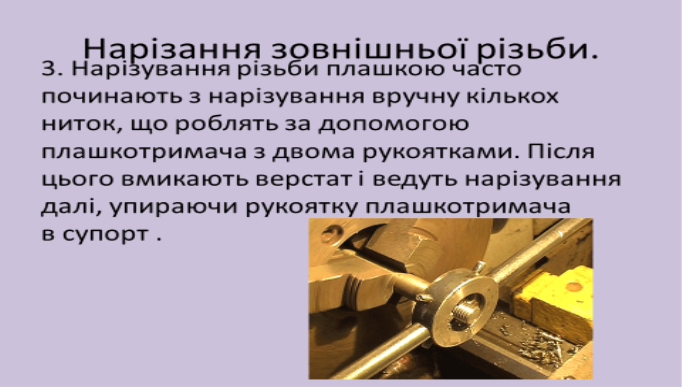
Нарізування різьби плашкою часто починають з нарізування вручну кількох ниток, що роблять за допомогою плашкотримача з двома рукоятками (рис. 1.3.161). Після цього вмикають верстат і ведуть нарізування далі, упираючи рукоятку плашкотримача в супорт (рис. 1.3.162). Під час нарізування різьби плашкою підтримування рукоятки руками після пуску верстата не дозволяється. Для того щоб надати правильного спрямування плашці, її можна притискати пінолем задньої бабки, що подається вручну.
Під час нарізування різьби плашками рекомендуються такі швидкості різання: для сталі — 3—4 м/хв, для чавуну — 2,5 м/хв, для латуні — 9—15 м/хв. Як змащувально–охолодні рідини рекомендується при нарізуванні стальних заготовок осірчені мастила та варене мастило, при нарізуванні заготовок з чавуну — гас. Охолодження має бути інтенсивним.
2.Нарізання різьби мітчиком.
Існують кілька видів мітчиків:
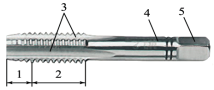
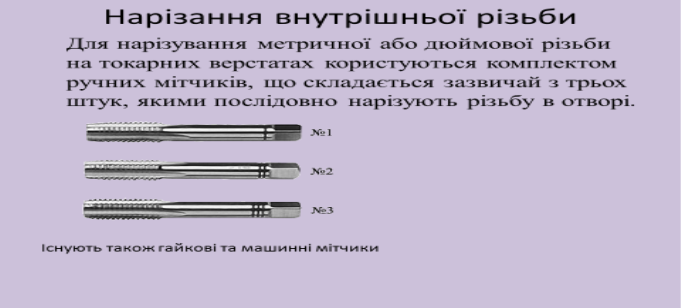
Для нарізування метричної або дюймової різьби на токарних верстатах користуються комплектом ручних мітчиків, що складається зазвичай з трьох штук, якими послідовно нарізують різьбу в отворі. Першим і другим мітчиками нарізують різьбу не на повний профіль, третім зачищають різьбу, надаючи їх остаточні розміри та форму. Номер кожного мітчика комплекту дізнаються з кількості рисок на хвостовій частині: № 1 має одну риску, № 2 — дві риски і № 3 — три риски. Іноді для нарізування дрібних різьб у наскрізних отворах застосовують комплект із двох мітчиків, з яких № 1 служить для попереднього, а № 2 — для остаточного нарізування.
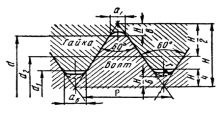
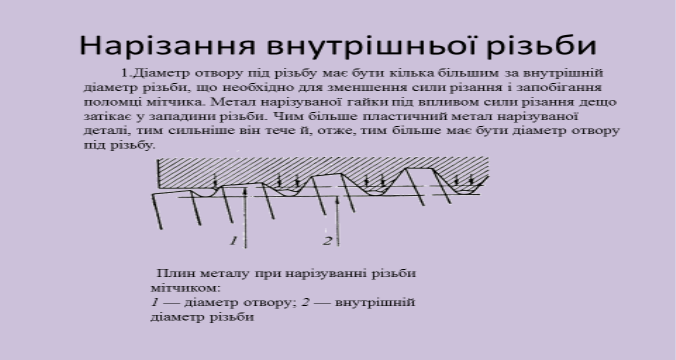
Підготовка отвору під різьбу. При нарізуванні різьби мітчиками невеликі отвори зазвичай нарізують відразу ж після свердління; великі отвори попередньо розточують. Діаметр отвору під різьбу має бути кілька більшим за внутрішній діаметр різьби, що необхідно для зменшення сили різання і запобігання поломці мітчика. Метал нарізуваної гайки під впливом сили різання дещо затікає у западини різьби (рис. 1.3.167). Чим більше пластичний метал нарізуваної деталі, тим сильніше він тече й, отже, тим більше має бути діаметр отвору під різьбу.
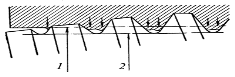
Плин металу при нарізуванні різьби мітчиком:
1 — діаметр отвору; 2 — внутрішній діаметр різьби
Якщо діаметр отвору дорівнює внутрішньому діаметру різьби, то метал підлягатиме підвищеному тиску, в результаті якого перші витки різьби зминаються і навіть зриваються; при цьому часто відбувається поломка мітчика.
Діаметри стрижнів і отворів під різьбу вибирають за таблицями довідника.
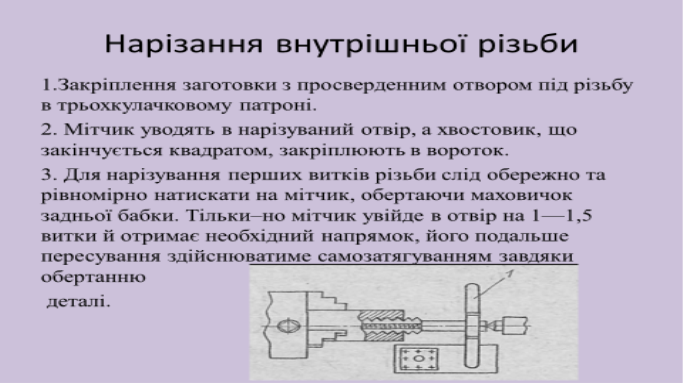
Нарізування різьби мітчиком. При нарізуванні різьби мітчиком на токарному верстаті деталь установлюють і закріплюють у патроні так, щоб вісь її отвору збігалася з віссю шпинделя. Мітчик уводять в нарізуваний отвір, а хвостовик, що закінчується квадратом, закріплюють в вороткі.
При нарізуванні різьби мітчик підводять до отвору деталі за допомогою маховичка, що пересуває піноль; забірну частину мітчика вводять у нарізуваний отвір. Для нарізування перших витків різьби слід обережно та рівномірно натискати на мітчик, обертаючи маховичок задньої бабки. Тільки–но мітчик увійде в отвір на 1—1,5 витки й отримає необхідний напрямок, його подальше пересування здійснюватиме самозатягуванням завдяки обертанню деталі.
Режими різання при нарізуванні різьби мітчиками. Швидкість різання при нарізуванні різьби мітчиками має бути невеликою; це подовжує термін служби мітчика і запобігає заклинюванню стружки. Рекомендуються такі швидкості різання: для сталі — 3—15 м/хв, для чавуну, бронзи й алюмінію — 6—22 м/хв. Охолодження має бути інтенсивним. Як змащувально–охолодні рідини рекомендуються: для нарізування деталей зі сталі — сульфофрезол; для деталей з чавуну, бронзи й алюмінію — емульсія або гас.
3.Контроль різьб.
У різьбі вимірюють і контролюють зовнішній, внутрішній і середній діаметри, крок і кут профілю: з них основними елементами різьби є: зовнішній і середній діаметри, крок і кут профілю різьби.
Вимірювання кроку різьби. Вимірювання кроку різьби вимірювальною лінійкою показано на рис. 1.3.174. Лінійкою вимірюють довжину визначеної кількості витків, наприклад, десяти; розділивши отриману довжину на заміряну кількість витків, знаходять розмір одного кроку. Вимірюючи дюймову різьбу, визначають кількість витків, яка припадає на довжину одного дюйма (приблизно дорівнює 25,4 мм). Якщо на довжині 1" налічується 4 витки, то крок дорівнює 1/4".
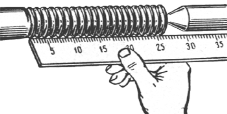
Вимірювання кроку різьби вимірювальною лінійкою
Різьбомір (рис. 1.3.175) складається з набору сталевих пластинок, кожна з яких оснащена вирізами, що точно відповідають профілю різьби певного кроку. На кожній пластинці вибиті цифри, що указують на крок різьби в міліметрах або кількість витків, нарізаних на довжині одного дюйма. При вимірюванні кроку прикладають пластинку до різьби, що перевіряється, паралельно її осі (рис. 1.3.175). Збіг пластинки різьбоміру перевіряють на просвіт.
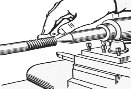
Вимірювання кроку різьби різьбоміром
Вимірювання середнього діаметра різьби. Точно виміряти середній діаметр різьби можна різальним мікрометром (рис. 1.3.176). Він відрізняється від мікрометра для гладких поверхонь деталей тільки тим, що замість постійних вимірювальних поверхонь має особливі змінні вимірювальні наконечники. Наконечник, оснащений конусом з кутом, який дорівнює куту профілю різьби, вставляють в отвір мікрометричного гвинта, наконечник, оснащений проріззю,— в п'яту
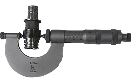
Різальний мікрометр
При вимірюванні різьбовий мікрометр установлюють так, щоб конус входив у заглиблення різьби, а вимірювальний наконечник з вирізом охоплював виступ різьби (рис. 1.3.176). Відлік за шкалою мікрометра показує розмір середнього діаметра різьби.
Різьбові калібри. Найкращим інструментом для контролю різьб є різьбові калібри — нормальні та граничні. Зовнішня різьба перевіряється різьбовим кільцем (рис. 1.3.177, рис. 1.3.178), а внутрішня — нормальною різьбовою пробкою. Правий гладкий кінець пробки служить для перевірки діаметра отвору під різьбу, а лівий різьбовий кінець — для перевірки самої різьби. Правильність різьби нормальними калібрами визначають навпомацки за відсутністю хитання і труднощів згвинчування калібру та деталі.
Значно точнішою та продуктивнішою є перевірка різьби граничними різьбовими калібрами. Зовнішню різьбу перевіряють граничними різьбовими скобами. Така скоба (рис. 1.3.179) має дві пари роликів: передня пара є прохідною, а задня — непрохідною.

Внутрішню різьбу перевіряють граничними різьбовими пробками (рис. 1.3.180). Прохідний кінець пробки має довгу різьбу повного профілю; він має повністю вгвинчуватися в різьбовий отвір по всій його довжині. Непрохідний кінець має 2—3 витки зрізаного профілю, він не має вгвинчуватися у вимірюваний отвір.
Як гладкі, так і різьбові граничні калібри застосовують зазвичай при виготовленні великої кількості однакових деталей і взагалі в тих випадках, коли деталі мають мати точні розміри з певними допусками.
4.Правила техніки безпеки при нарізанні різьб.
Кожний верстатник має суворо дотримуватися таких правил техніки безпеки при нарізуванні різьби на токарних верстатах:
- Не ставати до нової роботи до отримання інструмента.
- Надійно закріплювати оброблювану деталь і різальний інструмент.
- Під час роботи не залишати верстат без нагляду.
- Не торкатися до нарізуваної різьби руками в процесі обробки під час обертання заготовки.
- Не видаляти стружку під час роботи верстата руками.
- Не вимірювати і не контролювати якість нарізуваної різьби на ходу верстата.
- Не обтирати нарізувану різьбу дрантям в процесі обробки.
6.Показ трудових прийомів майстра виробничого навчання.
7. Закріплення матеріалу- учні повторюють трудові прийоми , продемонстровані майстром.
8. Видача завдань, вивчення інструкційних карток.
9. Повторення правил ТБ при роботі за верстатом.
Поточний інструктаж:
- Розподіл учнів по робочим містам.
- Повідомлення про критерії оцінювання робіт.
- Цільові обходи майстра робочих місць
Заключний інструктаж:
1). Індивідуальне приймання майстром виконаної роботи і її оцінка.
2). Підбиття підсумків- аналіз типових помилок учнів.
3). Видача домашніх завдань- вивчити послідовність нарізання зовнішньої та внутрішньої різьби, повторити будову мітчика та плашки.
4). Прибирання робочих місць.
Міністерство освіти і науки України
Департамент науки і освіти
Харківської обласної державної адміністрації
Лозівський професійний ліцей

Методична розробка
інтегрованого уроку
«Нарізання зовнішньої і внутрішньої різьби.
Контроль якості роботи»
Розробила:
викладач І категорії
Безпальченко Н.Є.
РОЗГЛЯНУТО:
на засіданні методкомісії
машинобудівного профілю
Протокол№__ від______
Голова комісії______Безпальченко Н.Є.
2016





про публікацію авторської розробки
Додати розробку