СОРТУВАННЯ ПЛИТКИ. УКЛАДАННЯ ПЛИТОК У ШТАБЕЛІ; ПІДБИРАННЯ ПЛИТОК ЗА РОЗМІРОМ, МАРКУВАННЯ. РІЗАННЯ ПЛИТКИ.
Лицювальник плиточник-3 (2-3)
ИНСТРУКЦійНО-ТЕХНОЛОГічна КАРТа №1
ТЕМА :СОРТУВАННЯ ПЛИТКИ. УКЛАДАННЯ ПЛИТОК У ШТАБЕЛІ; ПІДБИРАННЯ ПЛИТОК ЗА РОЗМІРОМ, МАРКУВАННЯ. РІЗАННЯ ПЛИТКИ.
СОРТУВАННЯ ПЛИТКИ. УКЛАДАННЯ ПЛИТОК У ШТАБЕЛІ; ПІДБИРАННЯ ПЛИТОК ЗА РОЗМІРОМ, МАРКУВАННЯ.
Пристосування, інвентар. Шаблони і пристосування для сортування плиток. Контейнери або ящики-касети для складування плиток. Гумові рукавички або напальчники.
Матеріали. Керамічні плитки, призначені для сортування (Табл 1 - 6).
Організація робочого місця. Сортування плиток виконують на столі-верстаті, в приміщенні з достатнім освітленням.
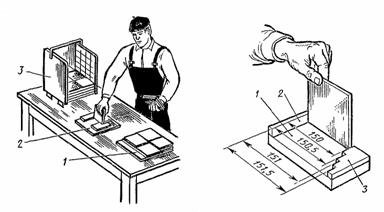
На столі-верстаті з одного боку розміщують контейнер 3 (рис. 1) або ящик-касету для відсортованих плиток, а з іншого - невідсортовані плитки 1. Посередині столу розташовують шаблон 2 або пристосування для сортування плиток.
Таблиця 1 - Характеристика основних видів керамічних плиток для підлог
|
Тип |
Довжина |
Розміри, мм |
Кількість плиток на 1 м2 |
Примітки |
|
|
ширина |
товщіна |
||||
|
Квадратні плитки |
|||||
|
1 |
300 |
300 |
13; 15 |
11 |
Типи 5, 11, 13, 15 використовують добоірними; типи 6…10 добірними до восьмигранних |
|
2 |
200 |
200 |
11; 13; 15 |
25 |
|
|
3 |
170 |
170 |
11;13;15 |
35 |
|
|
4 |
150 |
150 |
11;13;15 |
45 |
|
|
5 |
100 |
100 |
10; 13; 15; 11 |
100 |
|
|
6 |
85 |
85 |
11; 13;15 |
140 |
|
|
7 |
80 |
80 |
11; 13;15 |
157 |
|
|
8 |
70 |
70 |
11;13;15 |
205 |
|
|
9 |
60 |
60 |
11;13;15 |
278 |
|
|
10 |
50 |
50 |
11;13;15 |
400 |
|
|
11 |
48 |
48 |
4; 6 |
435 |
|
|
Прямокутні плитки |
|||||
|
12 |
300 |
150 |
11; 13; 15 |
23 |
- |
|
13 |
200 |
100 |
11; 13; 15 |
50 |
|
|
14 |
170 |
100 |
11; 13; 15 |
60 |
|
|
15 |
150 |
74 |
11; 13; 15 |
90 |
|
|
16 |
48 |
22 |
4; 6 |
905 |
|
|
Трикутні плитки |
|||||
|
17 |
98 |
139 |
11; 13; 15 |
209 |
Типи 17, 22, застосовують добірними до восьмигранних |
|
18 |
83 |
118 |
11; 13; 15 |
291 |
|
|
19 |
78 |
111 |
11; 13; 15 |
325 |
|
|
20 |
68 |
97 |
11; 13; 15 |
433 |
|
|
21 |
58 |
83 |
11; 13; 15 |
595 |
|
|
22 |
48 |
69 |
11; 13; 15 |
869 |
|
|
Шестигранні плитки |
|||||
|
23 |
200 |
230 |
11; 13; 15 |
30 |
- |
|
24 |
170 |
196 |
11; 13; 15 |
41 |
|
|
25 |
150 |
173 |
11; 13; 15 |
52 |
|
|
26 |
100 |
115 |
10 |
117 |
|
|
Четехгранні плитки |
|||||
|
27 |
100 |
230 |
11; 13; 15 |
60 |
Типи 27, 30, використовують добірними до шестигранних |
|
28 |
85 |
196 |
11; 13; 15 |
82 |
|
|
29 |
75 |
173 |
11; 13; 15 |
103 |
|
|
30 |
50 |
115 |
10 |
234 |
|
|
Пя’тигранні плитки |
|||||
|
31 |
200 |
115 |
11; 13; 15 |
58 |
Типи 31, 34 застосовують добірними до шестигранних |
|
32 |
170 |
98 |
11; 13; 15 |
81 |
|
|
33 |
150 |
86,5 |
11; 13; 15 |
107 |
|
|
34 |
100 |
57,5 |
10 |
232 |
|
|
Восьмигранні плитки |
|||||
|
35 |
200 |
70 (100) |
11; 13; 15 |
29 |
- |
|
36 |
170 |
60 (85) |
11; 13; 15 |
40 |
|
|
37 |
150 |
50 (80) |
11; 13; 15 |
50 |
|
Таблиця 2. - Допустимі відхилення керамічних плиток для підлог від номінальних розмірів
|
Довжина плиток, мм |
Відхилення, мм |
||||
|
по довжині і ширині |
по товщині |
по косокутності |
по викривленню поверхні |
по викривленню кутів |
|
|
До 48 включно |
±1(±0,8) |
±0,5 |
0,5 |
0,5 |
- |
|
43…100 |
±2 (±1,5) |
±1(±0,8) |
0,5 |
0,75 (0,5) |
1,5 (0,9) |
|
Більше 100 |
±2 (±1,5) |
±1(±0,8) |
0,5 |
1,5 (0,75) |
2(1) |
|
до 150 включно |
- |
- |
- |
- |
- |
|
Більше 150 |
±2,5 (±2) |
±1(±0,8) |
1 |
1,8 (1) |
2,5 (1,5) |
Примітка. У дужках відхилення для плиток вищої категорії якості.
Таблиця 3. - Допустимі дефекти лицьової поверхні керамічних плиток для підлог, що визначаються за зовнішнім виглядом
|
Тріщини загальної довжини , мм, |
|
|
для плиток довжиною, мм: |
|
|
до 48 |
5 |
|
більше 48 до 50 |
10 |
|
більше 150 |
15 |
|
Відбиті кути |
не допускаються довжиною більше 3 мм в кількості більше 2 шт. |
|
Кольорові відтінки та плями, видимі на відстані 1,7 м |
до 10 % в партії |
|
Мушки (окремо рідко розкидані темні та білі точки) діаметром більше 2 мм |
не допускаються |
|
Відбитості, щербини і тріщини на ребрах лицьової поверхні довжиною до 6 мм і глибиною до |
2 мм до 20 % в партії |
Примітка. У партії допускаються до 10% плиток з відбитими кутами довжиною до 3 мм.
Таблиця 4. - Характеристика керамічних глазурованих плиток для внутрішнього облицювання стін
|
Назва та форма плиток |
Тип |
Розмари, мм |
|
|
довжина |
ширина |
||
|
Квадратні: без завала |
|
|
|
|
1 |
200 |
200 |
|
|
2 |
150 |
150 |
|
|
3 |
100 |
100 |
|
|
4 |
200 |
200 |
|
|
с завалом однієї сторони |
5 |
150 |
150 |
|
6 |
100 |
100 |
|
|
с завалом двох суміжних сторін (ліва та права) |
7 |
200 |
200 |
|
8 |
150 |
150 |
|
|
9 |
100 |
100 |
|
|
с завалом чотирьох сторін |
13 |
200 |
200 |
|
14 |
150 |
150 |
|
|
15 |
100 |
100 |
|
|
Прямокутні: |
|
|
|
|
без завала |
16 |
200 |
150 |
|
17 |
200 |
100 |
|
|
18 |
150 |
100 |
|
|
19 |
150 |
75 |
|
|
20 |
150 |
25 |
|
|
с завалом однієї сторони |
21 |
200 |
150 |
|
22 |
200 |
100 |
|
|
23 |
150 |
100 |
|
|
24 |
150 |
75 |
|
|
с завалом двох сумежних сторін (ліва та права) |
25 |
200 |
150 |
|
26 |
200 |
100 |
|
|
27 |
150 |
100 |
|
|
28 |
150 |
75 |
|
|
Фасонні углові плитки: |
|
|
|
|
усеночні для заокругленя зовнішніх кутів |
37 |
- |
150 |
|
лузгові для заокругленя внутрішнніх кутів |
38 |
- |
150 |
|
Корнизні прямі |
39 |
150 |
50 |
|
Плинтусні прямі |
43 |
150 |
80 |
|
44 |
150 |
50 |
|
Таблиця 5. - Допустимі дефекти лицьової поверхні керамічних глазурованих плиток за зовнішнім виглядом
|
Дефекти |
Сорта плиток |
||
|
1-й |
2-й |
3-й |
|
|
Відбиті кути |
Не допускаються |
Не більше одного при довжині більшої сторони відбитого кута до 2 мм |
Не більше двох при довжині більшої сторони відбитого кута до 3 мм |
|
Напливи та хвилястість глазурі |
Те ж |
Допускається хвилястість глазурі, а також напливи вздовж країв плитки шириною не більше, мм: |
|
|
1,2 |
1,5 |
||
|
Щербини на кромках глазурованої поверхні |
» |
Не допускаються шириною більше 1 мм і загальною довжиною більше, мм: |
|
|
10 |
12 |
||
|
Цек глазурі (поверхнісні волосні тріщини) |
- |
Не допускається |
|
|
Галявини і зашліфований сліпиш (не покриті глазур'ю місця) |
Не допускається |
Не допускаються загальною площею більше, мм2 |
|
|
5 |
10 |
||
|
Засмічення глазурованою і нецарапающімися частинками шамоту або піску, пріплавленнимі до виробу |
Те ж |
Не регламентується діаметром до 0,2 мм; допускається: до 1,5 мм |
|
|
не більше трьох діаметром от 0,2 до 1 мм |
не більше п’яти діаметром от 0,2 до 1,5 мм |
||
|
Наколи (поглиблення в глазурі) |
Діаметром от 0,4 до 1 мм не має бути більше |
||
|
двох |
трьох |
П’яти |
|
|
Мушка (темні точки) |
Діаметром більше 0,2 мм не допускаються |
Діаметром от 0,2 до 1 мм допускаються в кількості не більше двох |
Допускаються не більше трьох діаметром от 0,2 до 1,5 мм |
|
Зачищені сліди від гребенок вздовж країв плитки |
Допускаються довжиною, мм, не більше: |
||
|
1,5 |
2 |
2,5 |
|
|
В кількості (шт.) не більше: |
|||
|
двох |
трьох |
чотирьох |
|
|
Пофарбовані плями, на глазурованій поверхні |
Не допускаються |
Не допускаються діаметром більше 5 мм |
|
|
Сухість глазурі |
Те ж |
Допускається вздовж краю плитки шириною, мм, не більше: |
|
|
1 |
2 |
||
Примітка. Кількість відхилень по зовнішньому вигляду, перерахованих в таблиці, допускається на одній плитці 1-го сорту не більше двох, 2-го сорту - не більше трьох, 3-го сорту - не більше чотирьох.
Приклад розрахунку нормативної потреби плиток для настилання підлоги з поштучного укладання плиток пакетним способом відповідно до заданого малюнка .
Спочатку визначають витрати плиток на 1 м2 підлоги і на 1 м фриза. Плитки, що примикають до фриза (трикутні, чотиригранні - половина шестигранних, п'ятигранні - половина шестигранних), враховують разом з фризом.
Довжина фриза дорівнює периметру статі. Площа плиток, м2, необхідних для фриза, вираховують із загальної площі підлоги, а на решту основну площу підлоги роблять розрахунок окремо, після чого підсумовують площу плиток для фриза і для основного фону.
У приміщенні площею 100 м2 (довжина фриза 50 м) потрібно настелити підлогу з квадратних плиток 100 × 100 (тип 5) рожевого і жовтого кольору і трикутних плиток (тип 17) жовтого кольору.
1. На 1 м фриза потрібно: 10 шт. плиток квадратних - 0,1 м2, а на весь фриз - 0,1 ∙ 50 = 5 м2 плиток рожевого кольору; трикутних плиток, що примикають до фриза: 0,035 × 50 = 1,75 м2 плиток жовтого кольору.
Всього для пристрою 50 м фриза необхідно 6,75 м, тобто 500 шт. квадратних плиток рожевого кольору і 350 шт. трикутних плиток жовтого кольору.
2. Загальна площа основного фону без фриза: 100 м2 - 6,75 м2 = 93,25 м2. З них половина квадратних плиток рожевого кольору 93,25 - 0,5 = 46,625 м2 та стільки ж квадратних плиток жовтого кольору.
Потреба в плитках:
квадратних плиток рожевого кольору - 5 м2 для фриза і 46,625 м2 - для основного статі;
квадратних плиток жовтого кольору - 46,625 м2;
трикутних плиток жовтого кольору - 1,75 м2.
Отже, загальна витрата плиток складає: 46,625 ∙ 2 + 5 + 1,75 = 100 м2.
|
Рис. 1. Організація робочого місця при сортуванні плиток: 1 - невідсортовані плитки, 2 - шаблон для сортування плиток, 3 - контейнер з відсортованими плитками |
Рис. 2. Прийоми сортування плиток за допомогою шаблону: 1 - підстава, 2 - обмежувальний брусок-лінійка, 3 - калібрувальна планка
|
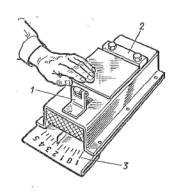
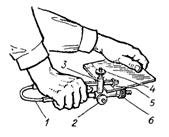
Мал. 3. Сортування плиток за допомогою пристосування: 1, 2 - рухомий і нерухомий обмежувальні упори ; 3 – шкала.
Послідовність виконання технологічних операцій. До початку облицювальних робіт керамічні плитки, доставлені на об'єкт, сортують.
Сортування (калібрування) плиток за допомогою шаблонів (рис. 2). Плитку вставляють в шаблон ребром впритул до обмежувального бруска-лінійці 2 так, щоб протилежне ребро зайняло в калібрувальної планці 3 виступ, відповідний ширині плитки. Потім калібрують іншу сторону плитки. При рівних розмірах боку плитки (квадратної) займають одне і те ж положення в шаблоні. У міру накопичення відсортовані плитки укладають в контейнер.
Сортування плиток за допомогою пристосування (рис. 3). Плитку вкладають між нерухомим 2 і рухомим 1 упорами. Стрілка, пов'язана з рухомим упором, фіксує на шкалі 3 відхилення розміру плитки в мм.
За кольором, тону і малюнку плитки сортують одночасно з калібруванням. Для цього їх порівнюють із зразком, прийнятим за еталон.
Відсортовані плитки укладають в переносні контейнери або ящики-касети відповідно до розмірів, кольором і малюнком.
Оцінка якості. Вибраковують плитки, що мають такі дефекти: відбиті кути; щербини на кромках лицьової поверхні глибиною 1 ... 2 мм; нечіткий малюнок; напливи глазурі, хвилястість, посічки і інші дефекти лицьової поверхні, видимі з відстані 1,7 м.
Техніка безпеки. Плитку сортують в гумових рукавичках або напальчниках. Приміщення повинно бути добре освітленим і провітрюватися.
Контрольні питання.
1. В якій послідовності сортують плитки? 2. Скільки сторін керамічної плитки контролюють при сортуванні (калібрування)? 3. Як сортують плитки за допомогою пристосування? 4. За якими ознаками виконують сортування керамічних глазурованих плиток? 5. Перерахуйте дефекти лицьової поверхні плиток, за якими плитки вибраковують. Де можна використовувати браковані плитки?
Пристосування, інвентар. Роликовий і важільний плиткорізи; пристосування для різання плиток по прямій і під кутом; різець; захватное пристосування (плітколом); рейсмус; молоточок плиточника або кирочка; складаний метр або лінійка з міліметровими розподілами; олівець; контейнери або касети; захисні окуляри, рукавиці.
Матеріали. Відсортовані керамічні плитки, призначені для різання.
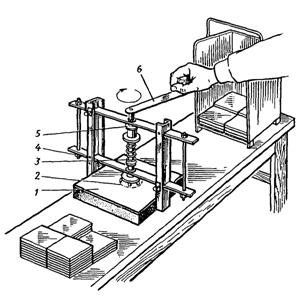
Організація робочого місця. Різання керамічних плиток виконують на столі-верстаті в добре освітленому приміщенні. У центрі верстата розміщують плиткорез (рис. 6). З одного боку від плиткореза розміщують контейнер або касети для заготовлених плиток, з іншого - плитки, що підлягають обробці.
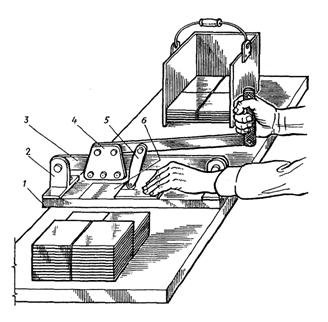
Мал. 6. Схема організації робочого місця при різанні керамічних плиток за допомогою важеля плиткореза: 1 - дерев'яна підстава плиткореза, 2 - металеві стійки, 3 - напрямна планка-траверса, 4 - каретка, 5 - притискна важіль з роликовим ножем, 6 - мірна лінійка з наполегливої планкою
Послідовність виконання технологічних операцій. Розмітка плиток. Заданий розмір визначають складним метром або лінійкою з міліметровими розподілами. До ризику наносять олівцем або рейсмусом (рис. 7, а).
Після розмітки плитки ріжуть різними способами.
Різка плиток різцем. Сильно натискаючи на плитку різцем з роликом з твердого сплаву (рис. 7, б), прорізають глазур і частину черепка (при необхідності рез роблять двічі). Потім нижньою стороною плитки вдаряють об ребро дошки або кришки верстата так, щоб лінія надрізу потрапила на ребро дошки (рис. 7, в). При цьому плитка розколюється точно по надрізу. Для відламування вузьких надрізаних смуг керамічної плитки використовують плітколом (рис. 7, г).
Розрізання неглазурованих плиток відрізняється лише способом їх розламування. За надрізаної плитці постукують молоточком з торців, перпендикулярних лінії надрізу, після чого плитка при натисненні легко розламується по лінії надрізу.
Різка плиток з використанням пристосувань (рис. 8). При прямий і діагональної різання плитку 1 вставляють в зазор пристосування. Лівою рукою підтримують плитки, а різцем 3, який тримають в правій руці, виконують надріз уздовж направляючої планки. Потім плитку простукують молоточком вздовж лінії надрізу з нелицьової боку і розламують за допомогою захоплення.
Різка плиток роликовим плиткорезом (рис. 9). Для розрізання плитки движок на стрижнях різця 5 закріплюють так, щоб відстань від різця до направляючого куточка 3 відповідало ширині відрізуваної смуги. Затискним гвинтом 2 зближують стрижні різця, щоб зазор між різцем і гумовим роликом 6 був на 1 мм менше товщини плитки. Плитку, підтримуючи лівою рукою, вставляють в проміжок між різцем і валиком і наголошують в направляючий куточок. Правою рукою плиткоріз рухають на себе, роблячи надріз на плитці. Потім легким натиском плитку розламують по лінії надрізу.
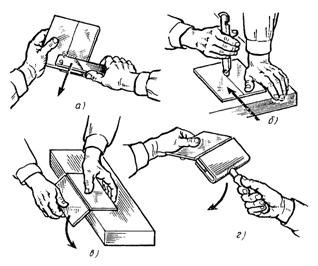
Мал. 7. Прийоми різання плиток: а - розмітка рейсмусом, б - надрізання глазурі різцем, в, г - розламування плитки по надрізу про брусок і плітко ломом
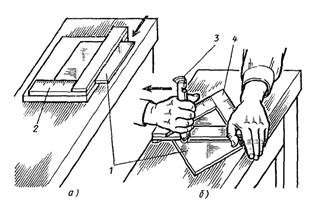
Мал. 8. Різка керамічних плиток за допомогою пристосувань для прямої різання за розміром (а) і для різання під кутом (б): 1 - розрізаються плитки, 2 - лінійка, 3 - різець, 4 – косинець
Різка плиток важільним плиткорезом (див. Рис. 6). Плитку після нанесення розмічальної лінії вставляють в пази підстави 1 лицьовою стороною вгору, щоб роликовий ніж знаходився точно над лінією розрізу. Каретку 4 встановлюють у вихідне положення. Натискаючи на притискну важіль 5 з роликовим ножем, пересувають каретку уздовж плитки. Потім плитку надрізом зміщують на ребро підстави і натиском руки або за допомогою плітколома розламують.
Рубка плиток. Рубку виконують по ходу облицювальних робіт в тих випадках, коли потрібно закласти окремі місця у лиштв, в кутах, у водорозбірних кранів і стандартні плитки непридатні. На тильній стороні плитки роблять олівцем ризику. З цієї ризик легкими ударами гострим кінцем молоточка плиточника роблять насічки так, щоб кожен удар кілька знаходив на попередній, після чого сильним ударом тупого кінця молоточка спочатку по середині, а потім по всій лінії переруби розколюють плитку.
Контроль якості. Краї розрізаних (перерубленних) плиток повинні бути прямими, без значних вищербин і відколів. Лицьова поверхня плиток не повинна мати ушкоджень.
Мал. 9. Прийоми різання керамічних плиток за допомогою роликового плиткореза: 1 - сталева пластинчатая пружина, 2 - гвинт-фіксатор, 3 - направляючий куточок, 4 - регулювальний гвинт, 5 - різець, 6 - гумовий ролик
Техніка безпеки. Роботу необхідно виконувати в захисних окулярах і рукавицях.
Контрольні питання. 1. Як виконують різання керамічних глазурованих плиток за допомогою важеля плиткореза? 2. Перерахуйте пристосування для різання керамічних плиток. 3. Як забезпечується якість перерубкі (різання) керамічних плиток? 4. Покажіть прийоми різання керамічних плиток механізованим способом. 5. Які правила техніки безпеки необхідно виконувати при різанні плиток механізованим способом і вручну?
ВИСВЕРДЛЮВАННЯ ОТВОРІВ В КЕРАМІЧНІЙ ПЛИТЦІ
Механізми, інструменти, пристосування, інвентар. Переносний свердлильний верстат; ручна свердлильна електрична машина з комплектом насадок для свердління отворів діаметром 20 ... 78 мм. Пристосування для свердління отворів діаметром до 50 мм; коловорот з приставкою для свердління отворів діаметром до 60 мм; розгортка для свердління отворів діаметром до 14 мм; кусачки; кирочка; лінійка і олівець; захисні окуляри і гумові рукавички; контейнери.
Матеріали. Керамічні плитки глазуровані і неглазуровані.
Організація робочого місця (рис. 10). Робоче місце плиточника має бути добре освітлено і мати необхідні механізми, інструменти і пристосування для висвердлювання отворів.
На робочий стіл зліва укладають плитки для висвердлювання отворів, праворуч встановлюють контейнер для плиток з просвердленими отворами. По середині верстата мають у своєму розпорядженні робочий інструмент.
Послідовність виконання технологічних операцій. Отвори висвердлюють після сортування плиток за кольором, відтінку, зовнішнім виглядом і розмірами, подшліфовкі крайок і доведення плиток до необхідних розмірів за місцем укладання.
Розмітка. Складним метром або лінійкою визначають місце розташування центру отвори на лицьовій поверхні плитки. З метою попередження помилок розмітку виконують двічі - з взаємно перпендикулярних сторін плитки. Центр отвору фіксують олівцем. Вістрям розгортки (рис. 11, а) або молоточка (рис. 11, б) в центрі, позначеному олівцевої рискою, процарапивают шар глазурі.
Свердління отворів. При невеликому обсязі робіт в центр отвору поміщають гострий кінець різця розгортки або коловорот (рис. 11, в) і висвердлюють отвір необхідного діаметра.
Мал. 10. Організація робочого місця при висвердлюванні отворів за допомогою пристосування з обертовим різцем: 1 - плитка, 2 - різець, 3 - пружина, 4 - обмежувач, 5 - фіксатор, 6 - рукоятка
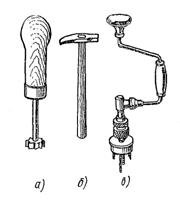
Мал. 11. Ручні інструменти для висвердлювання отворів в керамічних плитках: а - розгортка, б - молоточок плиточника, в - коловорот з насадкою
Для висвердлювання отворів за допомогою пристосування (див. Рис. 10) плитку 1 поміщають між обмежувачами 4 і пересувають каретку так, щоб центр різця збігся з центром отвору. Закріпивши плитку фіксатором 5, рукояткою 6 обертають різець, висвердлюють отвір.
При великому обсязі робіт використовують переносний верстат (рис. 12, а). Різцетримач 6 встановлюють в центрі майбутнього отвору і стопорним важелем 4 закріплюють плитку 5. Рамку 3 переміщають в залежності від місця розташування отвору на плитці. Натисканням кнопки 9 на щитку запускають електродвигун 8, який через клиноременную передачу 1 обертає робочий вал різця. Отвір висвердлюють протягом 1 ... 6 хв. Для цих же цілей використовують ручну свердлильну машину (рис. 12, б) з насадкою.
Для отримання отвори овальної форми або збільшення діаметра отвору застосовують плиткові кусачки (рис. 13). Обережно відкушуючи кромки плитки, розширюють отвір до потрібних розмірів.
Контроль якості. Діаметр отворів повинен відповідати заданим розміром. Діаметр контролюють вимірювальними інструментами. Краї отворів не повинні мати вищербин, відколів і пошкоджень лицьової поверхні плиток.
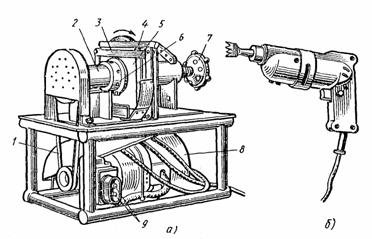
Мал. 12. Переносний верстат (а) для висвердлювання отворів і ручна свердлильна машина (б) з насадкою: 1 - Кліноременная передача, 2 - корпус підшипника робочого вала, 3 - рамка, 4 - стопорний важіль, 5 - плитка, 6 - резцедержатель, 7 - механізм горизонтальної подачі плитки, 8 - електродвигун, 9 - кнопки управління

Мал. 13. Розширення отвору кусачками
Техніка безпеки. До роботи на електричному верстаті допускаються учні, які пройшли навчання та інструктаж на робочому місці. Перед роботою справність електричного верстата і інших електроінструментів попередньо перевіряє механік або майстер виробничого навчання. Електродвигун включають після надійного закріплення плитки і установки свердла в центрі наміченого отвору. Після висвердлювання отвору електродвигун вимикають.
Через кожні 30 хв безперервної роботи електродвигун вимикають на 5 ... 7 хв для охолодження. Свердління отворів виконують в захисних окулярах і гумових рукавичках.
Контрольні питання. В якій послідовності висвердлюють отвори в керамічних плитках? Назвіть і покажіть інструменти для висвердлювання отворів діаметром до 14, до 50 і до 60 мм. Як виконують отвір овальної форми? За якими ознаками бракують плитки з висвердленими отворами? Де укладають плитки з висвердленими отворами? Перерахуйте правила техніки безпеки при висвердлюванні отворів в керамічних плитках.


про публікацію авторської розробки
Додати розробку