Урок "Технологія токарної обробки деревини"
Розробка уроку з практичною роботою. На уроці учні ознайомлюються з особливостями підготовки заготовки до роботи та основними технологічними операціями які виконуються під час токарних робіт.
ТЕМА ЗАНЯТТЯ: ТЕХНОЛОГІЯ ТОКАРНОЇ ОБРОБКИ ДЕРЕВИНИ.
МЕТА ЗАНЯТТЯ:
Навчальна: ознайомити з технологією підготовки заготовок для токарної обробки деревини та технологією токарної обробки;
Виховна: виховувати позитивне ставлення до праці;
Розвиваюча: розвивати у школярів технічне мислення, сприяти розвитку технічного мислення, працелюбності;
ОБ’ЄКТИ ПРАЦІ: підготовка заготовки до токарних робіт;
ОБЛАДНАННЯ, ІНСТРУМЕНТИ ТА МАТЕРІАЛИ: столярний верстак, заготовка, рубанок, ножівка, коловорот, лінійка;
ТИП ЗАНЯТТЯ: комбінований урок.
ХІД І ЗМІСТ ЗАНЯТТЯ
- ОРГАНІЗАЦІЯ УЧНІВ
- перевірка присутніх;
- призначення чергових.
- ПОВТОРЕННЯ РАНІШЕ ВИВЧЕНОГО МАТЕРІАЛУ
Фронтальна бесіда
- Які технологічні пристрої використовують для кріплення заготовок на верстаті СТД 120 М?
- Які інструменти використовують при токарних роботах?
- МОТИВАЦІЯ НАВЧАЛЬНОЇ ДІЯЛЬНОСТІ
Завдяки технологіям людина перетворює сировину та матеріал у речі, які використовуються в побуті й на виробництві. Оброблення матеріалу та виготовлення відповідного виробу — це створення нового об'єкта технологічної діяльності. Для того щоб зробити виріб токарним способом (качалка, свічник, ваза тощо), необхідно мати відповідні знання, уміння та навички роботи на токарному верстаті. Вони можуть знадобитися у повсякденному житті. Якість виготовленого виробу залежить також від правильного вибору заготовки, її підготовки та правильності встановлення.
- ВИВЧЕННЯ НОВОГО МАТЕРІАЛУ
Деревину для токарних робіт потрібно добре просушити. Вона повинна бути без сучків, тріщин, гнилі та інших вад
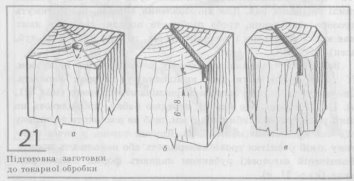
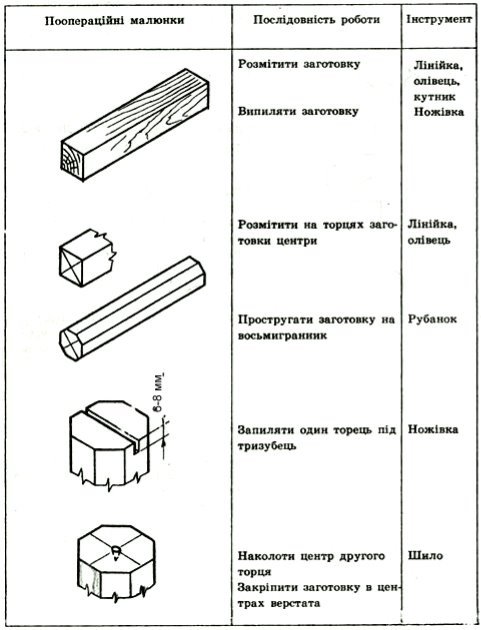
Заготовка звичайно має форму з квадратним перерізом, її треба підготувати для кріплення у центрах верстата. Спочатку на торцях заготовки розмічають її центр (мал. 21,а). Потім торець, що йде на передню бабку, пропилюють по лінії розмітки на глибину 6...8 мм, щоб не розколоти заготовку під час кріплення (мал. 21,б). Другий торець у точці перетину ліній розмітки трохи накерняють або наколюють шилом. Розміченій заготовці рубанком надають форми восьмигранника (мал. 21,в).
Перш ніж почати роботу на токарному верстаті, закріплюють заготовку і підручник. Виїмку від центра пінолю трохи змащують густим мастилом (солідолом), щоб зменшити тертя заготовки об центр.
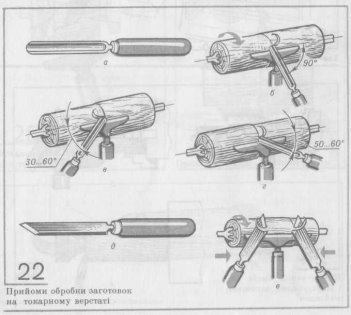
Різцями для токарної обробки деревини є стамески. Залежно від призначення вони мають різну форму. Для чорнової обробки застосовується напівкругла стамеска — реєр (мал. 22,а). Реєр тримають правою рукою за кінець ручки, а лівою — як показано на мал. 23.
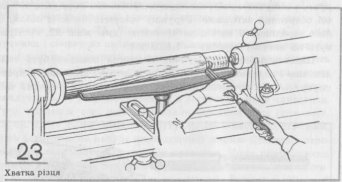
Лівою рукою притискують реєр до підручника і обережно наближають до заготовки, що обертається, доки лезо не почне знімати стружку. Потім реєр переміщують уздовж опорної лінійки підручника ліворуч і знімають першу стружку товщиною 1...2 мм. Знімати товщу стружку не рекомендується, бо реєр вібруватиме, а заготовка може вирватися. Реєр тримають так, щоб працювала середина леза (див. мал. 22,б). Після цього знімають другу, третю й наступні стружки, доки заготовка не набуде циліндричної форми. Стамеску переміщують відповідно ліворуч або праворуч. Коли переміщують стамеску ліворуч, її нахиляють так, щоб працювала ліва частина леза (див. мал. 22,в), а коли праворуч — тримають так, щоб працювала права частина леза (див. мал. 22,г). При цьому менше затуплюється інструмент, а поверхня стає чистішою.
Стояти за токарним верстатом треба прямо, рівномірно спираючись на обидві ноги, причому ліва нога має бути трохи попереду. Обидві руки одночасно рухаються ліворуч або праворуч, переміщуючи стамеску, а корпус тіла залишається нерухомим. Після чорнової обробки поверхні повинні бути рівними, без глибоких виїмок і виривів деревини.
Для чистового точіння застосовують плоску стамеску зі скошеним лезом — мейсель (див. мал. 22,д). Його тримають так само, як і реєр. Тупий кут мейселя напрямляють у бік руху, а ріжучий край розміщують приблизно під кутом 40° до осі обертання заготовки. Стружку зрізують не всім лезом, а його серединою і нижньою частиною (див. мал. 22,е). Припуск на чистову обробку — 1,5...2 мм.
Після обробки циліндрична поверхня повинна бути гладенькою і заданого розміру.
Мейселем підрізують торці й відрізують готову деталь. Але перед цим намічають лінію (мал. 24,а), по якій і торцюють виріб. Стамеску ставлять на підручник гострим кутом донизу й злегка торкаються оброблюваної поверхні. Потім відводять стамеску в бік припуску і підрізують торець (мал. 24,б).
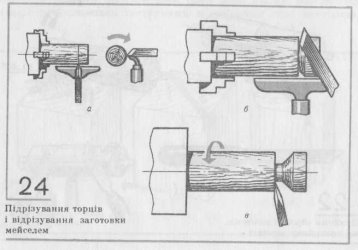
Стамеску ставлять під кутом до осі обертання, щоб площина фаски була перпендикулярна до осі обертання деталі (мал. 24, в). Для того щоб стамеска легко входила в тіло заготовки, частину матеріалу з боку припуску поступово зрізують на конус. Послідовно повторюючи ці прийоми, торцюють доти, поки діаметр шийки не досягне 8...10 мм.
Виточені з деревини вироби можна обробляти різними способами. Деякі деталі обробляють на верстаті тільки шліфувальною шкуркою. Щоб надати виробу привабливого вигляду і виділити текстуру, його полірують. Відполірувати виріб можна бруском твердішої деревини. Прийоми роботи такі самі, як і при шліфуванні.
- ПРАКТИЧНА РОБОТА УЧНІВ І ІНСТРУКТАЖ ВЧИТТЕЛЯ
А. Самостійна робота учнів:
Завдання: Підготовка заготовки до токарних робіт.
Б. Інструктаж вчителя:
1-й обхід: перевірка правильності організації робочого місця і початку роботи;
2-й обхід: перевірка правильності виконання трудових прийомів, дій, рухів і якості виробів;
3-й обхід: перевірка правильності проведення самоконтролю;
4-й обхід: перевірка правильності дотримання технічних умов і т.д.
- ПРИБИРАННЯ РОБОЧИХ МІСЦЬ І ПИМІЩЕННЯ МАЙСТЕРНІ
1

про публікацію авторської розробки
Додати розробку