Урок виробничого навчання
Розробка уроку "Нарізання зовнішньої різьби. " для майстрів виробничого навчання професійно-технічних закладів освіти з професії: Слюсар з ремонту сільськогосподарських машин та устаткування, слюсар з ремонту колісних транспортних засобів.
ПЛАН-КОНСПЕКТ
уроку виробничого навчання
Тема уроку: Нарізання внутрішньої різьби
Мета уроку:
Навчальна - сформувати в учнів знання по виконанню трудових прийомів при нарізанні різьби мітчиком вручну і на свердлильному верстаті з дотриманням охорони праці та вимог інструкційно-технологічної документації .
Розвиваюча - розвиток знань і практичних умінь на основі сучасних досягнень і виробничого досвіду.
Виховна - виховання свідомого відношення до роботи, почуття відповідальності за свою роботу, формування вміння раціонально використати робочого часу, дбайливого ставлення до витрати матеріалів.
1.Матеріально-технічне забезпечення: Столи слюсарні, свердлильний верстат, мітчики слюсарні для метричних різьб (відповідно до об'єктів робіт), штангенциркулі, воротки для мітчиків (різні) ,емульсії, або масло органічне.
2. Дидактичне забезпечення: Інструкційно-технологічні карти, таблиці різьб плакати, заготовки для внутрішньої різьби М8, М10, М12, М14.
3. Міжпредметні зв’язки: слюсарна справа технічне креслення, фізика, матеріалознавство, охорона праці.
4. Час проведення : 6 годин.
5. Місце проведення: Слюсарна майстерня
|
№ п/п |
Елементи уроку |
Час |
Зміст роботи майстра |
|
І |
До початку заняття |
|
Перевірити наявність інструменту та обладнання, їх справність. |
|
ІІ |
Організаційна частина |
5хв |
1. Перевірити наявність учнів за списком. 2. Перевірити зовнішній вигляд (наявність спецодягу). 3. Призначення чергових. |
|
ІІІ |
План вступного інструктажу |
|
|
|
|
а) Повторення пройденого матеріалу (бесіда з учнями) |
15хв |
Оголошення теми і навчальної мети уроку. Повторення вивченого матеріалу і набутих умінь (запитання):
5. Як і чим здійснюється контроль різьби?
|
|
|
б) Пояснення нового матеріалу |
25хв |
Виконання вправ з нарізання внутрішньой різьби. Інструктаж з охорони праці і безпеки праці під час нарізання різьби. |
|
ІV |
Самостійна робота учнів і поточний інструктаж |
5год |
Вивчення прийомів нарізання внутрішньоїрізьби. Перший обхід: перевірити готовність учнів до роботи, перевірка дотримання правил охорони праці Другий обхід: перевірити правильність вибору інструментів, правильність виконання прийомів нарізання різьби. Третій обхід: Перевірити техніку прийомів нарізання різьби, відповідності технологічним вимогам. Четвертий обхід: перевірка правильності виконаної роботи, прийом виробів. Прибирання робочих місць. |
|
V |
Заключний інструктаж |
15хв |
1. Визначення досягнення мети заняття всієї підгрупи, відзначити найбільш вдало виконані роботи учнів, довести до учнів оцінки. 2. Назвати типові недоліки учнів, в яких вони спостерігалися на протязі уроку. 3. Здача інструменту майстру. 4. Видача домашнього завдання. 5. Прибирання майстерні. |
Вступний інструктаж.
Закріплення навчального матеріалу (запитання):
1.З чого складається мітчик?
(З двох основних частин – робочої і хвостовика)
2.Назвіть найбільш розповсюджені профілі різьби?
(Трикутні, трапецеїдальні, та прямокутні портфелі різьби)
3.Як визначити діаметр просвердленого отвору при нарізанні різьби?
(Вибіром мітчиків)
4.Назвіть ручний інструмент для виготовлення внутрішньої різьби?
(Мітчик)
5.Як і чим здійснюється контроль різьби?
ВИМОГИ БЕЗПЕКИ ПРАЦІ
1. Загальні положення
1.1. До роботи в слюсарній майстерні допускаються особи, що пройшли медичний огляд, відповідне навчання, інструктажі на робочому місці про безпечні методи роботи та з охорони праці.
1.2. При нарізанні метричної різьби слід уникати:
- дрібних порізів, ударів;
- поранення рук.
1.3. Нещасні випадки під час нарізанні метричної різьби можуть трапитися через:
- несправність інструменту, пристроїв;
- неміцне кріплення деталі, інструменту;
- недотримання технологічної дисципліни;
- недбайливе ставлення до устаткування, інструменту, пристроїв, матеріалів, спецодягу та інших засобів індивідуального захисту;
- недотримання вимог особистої гігієни.
1.4. Виконувати тільки роботу, доручену вчителем.
2. Вимоги безпеки перед початком роботи.
2.1. Правильно одягніть спецодяг (застебніть його на всі ґудзики, сховайте волосся під головний убір).
2.2. Ретельно підготуйте своє робоче місце до безпечної роботи.
2.3. Уважно вислухайте майстра і отримайте завдання .
2.4. Підготуйте до роботи свій інструмент і пристрої, впевнившись в їх справності.
2.5. Забороняється розпочинати роботу без дозволу майстра.
3. Вимоги безпеки під час виконання роботи.
3.1. Під час практичної роботи учні виконують тільки ті види робіт, які доручив майстер.
3.2. Використовуйте справний, добре налагоджений інструмент.
3.3. Перед нарізанням різьби стержень(для зовнішньої) і мітчик (для внутрішньої) змастіть маслом.
3.4. Виберіть діаметр заготовки (для зовнішньої) та діаметр свердла (для внутрішньої) за довідником.
3.5. Використовуйте інструмент за призначенням, тому що його можна зіпсувати та отримати травму.
3.6. Не відволікайтесь під час роботи і не відволікайте інших.
3.7. Стежте за надійним закріпленням мітчика у воротку та плашки у плашкотримачі.
3.8. Утримуйте в чистоті робоче місце.
3.9. Дбайливо ставтесь до устаткування, верстаків, інструментів.
3.10. Інструменти загального користування брати з дозволу вчителя і водночас після користування повернути їх.
4. Вимоги безпеки після закінчення роботи.
4.1. Упорядкуйте робоче місце, приберіть деталі, матеріал, відходи.
4.2. Приведіть у справний стан інструменти.
4.3. Старанно приберіть робоче місце (стружку не здувайте і не змахуйте руками).
4.4. Покладіть інструменти в порядок, встановлений вчителем.
4.5. Приведіть себе до порядку і залиште майстерню з дозволу вчителя.
4.6. Після виходу учнів чергові розпочинають прибирання приміщення
5. Вимоги безпеки в аварійних ситуаціях
5.1. У випадку травмування негайно звернутися до майстра.
5.2. У випадку виникнення пожежі негайно повідомити майстра.
5.3. Вміти надавати першу допомогу потерпілому
Найпоширенішими способами з'єднання деталей машин є різьбові . Це можна пояснити простотою і надійністю таких з'єднань, зручністю регулювання затягання, а також можливістю їх розбирання та повторного складання без заміни деталі. Прообраз сучасного гвинтового тіла був сотворений дуже давно. Використання гвинтових поверхонь у техніці почалося ще в античні часи.
Різьба буває зовнішньою й внутрішньою.
Деталь (стрижень) із зовнішньою різьбою називається гвинтом (мал. 1 а), а з внутрішньою - гайкою (мал. 1. б). Ці різьби виготовляють на верстатах і вручну.

Мал. 1. Деталі з різьбою:
а - зовнішньою (гвинт); б - внутрішньою (гайка)
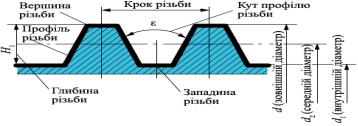
У машинобудуванні найчастіше застосовують такі типи різьб: метричні, що мають трикутний профіль з кутом = 60°— для з'єднання деталей між собою, трапецеїдальні та прямокутні — для передання руху.
Трубна циліндрична різьба має профіль у вигляді трикутника із заокругленими вершинами та западинами: кут профілю дорівнює 55°.
Нарізання різьби – це процес її утворення зняттям стружки (а також пластичним деформуванням) на зовнішніх або внутрішніх поверхнях заготовок деталей.
Різьби класифікуються за багатьма ознаками:
- за профілем гвинтової поверхні різьби поділяються на трикутні, трапецеїдальні, упорні, круглі та ін.
- за формою поверхонь, на яких утворено різьбу, вони поділяються на циліндричні та конічні.
- за кількістю заходів розрізняють однозахідні та багатозахідні (двозахідні, тризахідні тощо) різьби.
- за напрямком гвинтової лінії різьби поділяються на праві та ліві. У правої різьби підйом різьби відбувається за годинниковою стрілкою, а у лівої — проти годинникової стрілки.
Крім цього різьби поділяються на:
- кріпильні, до яких належить метрична різьба, яка, в свою чергу, поділяється на різьбу із великим і дрібним кроком, а також дюймова різьба;
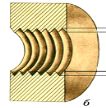
Основні елементи різьби
Всяка різьба характеризується двома основними параметрами:
Діаметр (D);
Крок (P) - дорівнює відстані від одного витка до іншого.
Крім того, у будь-якої різьби розрізняють такі елементи, профіль; кут ε і висоту профілю; діаметр (D )підрозділяють зовнішній, середній і внутрішній . Нормальним вважається крупний крок, в то час йому відповідають декілька більш менших. Малий крок використовується при нарізанні на тонкостінні вироби (труби з тонкою стіною), а також малий крок між витками роблять для підвищення герметичності з’єднань і для подолання явища самовідкручування деталі. В інших випадках нарізується стандартний (крупний) крок.
Кожний вид різьби характеризується зовнішнім, внутрішнім і середнім діаметром, кроком різьби (Р) і кутом профілю( ɛ).
Мал. 2. Основні елементи різьби
Профіль різьби (мал. 3.) розглядають у перерізі, що проходить крізь вісь болта або гайки. Ниткою (витком) називається частина різьби, утворена при одному повному оберті профілю.
Кут ε профілю - кут між боковими сторонами (гранями) профілю різьби, який вимірюється у площині, що проходить крізь вісь болта.
Висота (глибина) різьби Н1 профілю - відстань від вершини різьби до основи профілю, що вимірюється, перпендикулярно до осі болта.
Крок Р різьби - відстань між паралельними сторонами або вершинами двох, розміщених поряд, витків, яка вимірюється вздовж осі різьби. У метричної різьби крок виражається в міліметрах; дюймова різьба характеризується числом ниток (витків) на 1” (одному дюймі – 25,4 мм).
У багатозахідної різьби розрізняють терміни «крок» і «хід» t.
Зовнішній діаметр d різьби — діаметр уявного циліндра, описаного навколо вершин зовнішньої різьби або западин внутрішньої різьби. Цей діаметр для більшості різьб є номінальним.
Середній діаметр d2 різьби — діаметр уявного співвісного з різьбою циліндра, твірна якого перетинає профіль різьби в точках, де ширина канавки дорівнює половині номінального кроку різьби, а ширина виступу дорівнює ширині западини
.
Внутрішній діаметр d1 різьби — діаметр уявного циліндра, списаного дотично до западин зовнішньої різьби або вершин внутрішньої різьби.
Ходом t різьби називається відстань між найближчими однойменними сторонами профілю, що належать до однієї й тієї самої гвинтової поверхні в напрямку, паралельному осі різьби.
Основні типи різьб та їх позначення. У машинобудуванні, як правило, застосовують три типи різьб - метричну, дюймову і трубну.
Метрична різьба (мал. 3, а) має трикутний профіль з плоскозрізаними вершинами; кут профілю дорівнює 60°, діаметри і крок виражаються в міліметрах.
Метричні різьби поділяють на різьби з нормальним кроком (для зовнішніх діаметрів 1-68 мм) і з дрібним кроком (для зовнішніх діаметрів 1-600 мм).
Метричні різьби з нормальним кроком позначають, наприклад, М20 (число - зовнішній діаметр різьби), а з дрібним кроком - М20 × 1,5 (перше число - зовнішній діаметр, друге - крок).
Метричні різьби застосовують здебільшого як кріпильні: з нормальним кроком - при значних навантаженнях і для кріпильних деталей (болтів, гайок, гвинтів), з дрібним кроком - при малих навантаженнях і тонких регулюваннях.
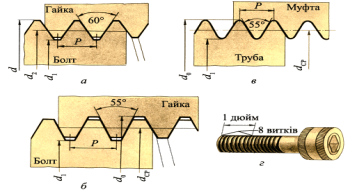
Мал. 3. Різьби метрична (а), дюймова (б), трубна (в) і деталь з дюймовою різьбою (г)
Дюймова різьба (мал. 3. б, г) має трикутний плоскозрізаний профіль з кутом 55° (різьба Вітворта) або 60° (різьба Селлерса). Усі розміри цієї різьби виражаються в дюймах (1″ = 25,4 мм).
Стандартизовано дюймові різьби діаметрами від 3/16 до 4″ і числом ниток на 1″ від 24 до 3. Зовнішній діаметр різьби виражається у дюймах. Від метричної дюймова відрізняється більшим кроком.
В Україні при проектуванні нових конструкцій дюймову різьбу не застосовують. Її використовують при виготовленні запасних частин для тих машин та обладнання, де застосовується дюймова різьба.
Трубна циліндрична різьба (мал. 4, в) стандартизована. Це дрібна дюймова різьба, але на відміну від останньої спряжуться без зазорів (для збільшення герметичності з’єднання) і має заокруглі вершини.
За номінальний діаметр трубної різьби приймають внутрішній діаметр труби (діаметр отвору, або, як кажуть, «діаметр труби на світло»), тобто зовнішній діаметр трубної різьби буде більшим за номінальний на подвоєну товщину стінок труби.
Трубна циліндрична різьба застосовується для зовнішніх діаметрів 1/8…6″ з числом ниток на одному дюймі від 28 до 11; кут профілю дорівнює 55°. Її використовують на трубах для їх з’єднання, а також на арматурі трубопроводів та інших тонкостінних деталях.
Трубну циліндричну різьбу позначають так: Труб. 3/4″ (цифри - номінальний діаметр різьби в дюймах).
Ручні мітчики для метричної і дюймової різьб стандартизовані й виготовляються комплектом: із двох мітчиків для нарізання різьби з кроком до 3 мм включно (для основної метричної різьби діаметр від 1 до 52 мм і для дюймової – від ¼ до 1'') і комплектом з трьох мітчиків для різьби з кроком більш як 3 мм (для метричної різьби діаметр від 30 до 52 мм і для дюймової – від 1/8 до 2''). До комплекту з трьох мітчиків входять чорновий, середній і чистовий мітчики. Усі вони мають різні діаметри.
При нарізанні різьби вручну різальний інструмент обертають за допомогою воротків, встановлюючи їх на квадрати хвостовиків.
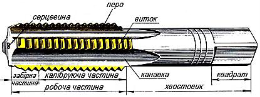
Мітчик — різальний інструмент, що є загартованим гвинтом, на якому прорізано кілька поздовжніх прямих або гвинтових канавок, що утворюють різальні кромки. Мітчик має робочу частину і хвостовик, що закінчується квадратом.
Робоча частина мітчика складається із забірної й калібрувальної частин.
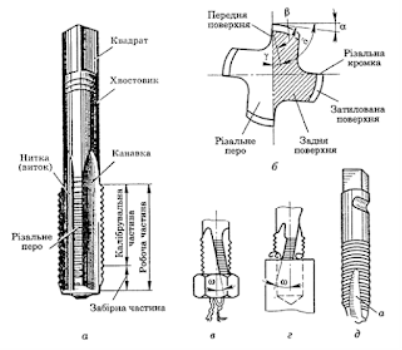 Забірна частина — це передня конусна частина мітчика, що першою входить в отвір і виконує всю основну роботу різання. Калібрувальна частина спрямовує мітчик в отвір й остаточно калібрує різбуь.
Забірна частина — це передня конусна частина мітчика, що першою входить в отвір і виконує всю основну роботу різання. Калібрувальна частина спрямовує мітчик в отвір й остаточно калібрує різбуь.
Мал. 4. Мітчики та їхні елементи: а — загальний вигляд; б — радіальний перетин; в, г — мітчики з гвинтовими канавками; д — безканавковий мітчик
Різальними перами називають зуби різьової частини мітчика, розміщені по його колу (див. мал. 4, а). Різальні грані на зубах утворюються завдяки наявності канавок, що розділяють пера.
Канавки — це заглиблення між різальними перами, призначені для формування різальних кромок та виходу стружки, що утворюється в процесі нарізування різьби. Профіль канавки обмежується передньою поверхнею, по якій сходить зрізувана стружка, і задньою поверхнею, що слугує для зменшення тертя зубів мітчика об стінки отвору, в якому нарізують різьбу.
Мітчики діаметром до 20 мм зазвичай виготовляють із трьома, а діаметром від 20 до 40 мм — із чотирма канавками. Різальними є кромки на різальних перах мітчика (див. мал. 7.6, б), утворені перетином передніх поверхонь канавки із задніми (затилованими) поверхнями робочої частини.
Задню поверхню різальних зубів затиловують по спіралі, що дає змогу зберігати сталим профіль зубів після переточувань.
На мал. 4,б позначено кути різальних зубів мітчика: передній кут γ, задній кут α, кут загострення β і кут різання δ. Значення цих кутів вибирають залежно від оброблюваного металу.
Як правило, мітчики мають прямі канавки, але для поліпшення умов різання, отримання точних і чистих різьб доцільно застосовувати мітчики не з прямими, а з гвинтовими канавками (див. мал. 4, в). Кут нахилу ω гвинтової канавки в таких мітчиках становить 8 – 150.
За нарізування різьби в наскрізному отворі стружка виходить з отвору в напрямку подачі мітчика. При нарізуванні різьби в глухих отворах треба застосовувати мітчики з протилежним напрямком нахилу гвинтової канавки, тоді й стружка виходитиме в протилежному напрямку (див. мал. 4, г).
Щоб отримати чисту й точну різьбу у наскрізних отворах при обробці м’яких і в’язких металів, застосовують безканавкові мітчики (див. мал. 5, д), які мають лише дуже короткі гвинтові канавки. На забірній частині довжина цих канавок становить 6 — 10 мм, а кут нахилу до осі мітчика — 9 – 120. При нарізуванні різьби таким мітчиком стружка виходить в отвір попереду нього. Для нарізування різьб у глухих отворах безканавкові мітчики непридатні, у цьому разі іноді застосовують мітчики з центральним отвором для відведення стружки.
Будова мітчиків визначається їх призначенням (мал. 5). Залежно від призначення мітчики поділяють на ручні (слюсарні) та гайкові машинно-ручні. За способом застосування мітчики поділяють на дві групи: ручні й машинні.
Ручні (слюсарні) мітчики слугують для нарізування різьби вручну. Комплект складається з двох мітчиків — чорнового і чистового. У такому ж порядку їх застосовують при нарізуванні різьби.
Мітчики умовно позначають так: чорновий має на хвостовику одну колову риску (канавку), чистовий — дві риски; там же зазначено тип різьби та її розмір.
За зовнішнім виглядом мітчики одного комплекту різняться тим, що чорновий має велику забірну частину (конус) і зрізану різь на калібрувальній частині, а чистовий — малий забірний конус і повний профіль різі на калібрувальній частині.
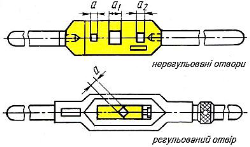
Застосування стандартних мітчиків комплектами з двох або трьох одиниць пов’язане з додатковими затратами часу. Раціоналізаторська думка новаторів виробництва спрямована на вишукування можливостей поєднання обробки, виконуваної кількома мітчиками, одним комбінованим інструментом. На мал.6 а ,як приклад такого інструмента наведено комбінований мітчик, що є начебто комплектом із двох мітчиків, зібраних на одній оправці. Він складається з двох різьових частин: для чорнового (2) і для чистового (1) нарізування різьби.
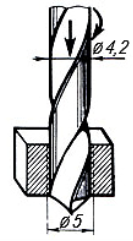
Комбінований інструмент — свердло-мітчик (див. Мал..6, б) дає змогу поєднувати свердління й нарізування різьби в одну операцію. Таке ж призначення має свердло-мітчик (див. мал. 7.8, в), запропонований інженерами Б.В. Виринем та Е.З. Розенталем для нарізування різьби з невеликим кроком у легкообробних матеріалах.
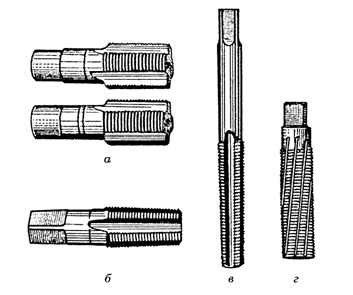
Мал. 5. Мітчики: а, б — для нарізування трубної різьби; в — плашковий; г — маточний
Машинно-ручні мітчики різних конструкцій застосовують для нарізування циліндричної і конічної різьб в наскрізних і глухих отворах. Цими мітчиками машинним способом можна нарізати різьби всіх розмірів, а вручну різьби із кроком до 3 мм включно. Вони різняться від ручних тільки розмірами хвостовика й довшим забірним конусом. У мітчиків для глухих отворів забірна частина не перевищує 1,5 — 2 кроки різьби.
Машинно-ручні мітчики (мал. 6, а), призначені для нарізування кріпильних і дрібно метричних різьб. Різьби на деталях із чавуну й м’якої сталі нарізують одним мітчиком; на деталях із твердих сталей — комплектом із двох мітчиків.
Гайкові мітчики для циліндричної різьби виготовляють за ГОСТ 1604-60 з довгою забірною частиною (до 16 кроків різьби) і коротким хвостовиком — для використання на токарних і револьверних верстатах; з довгим хвостовиком — для нарізування різьби на свердлильних гайконарізних верстатах й автоматах (див. мал.6, б), а також з вигнутим хвостовиком (див. мал.6, в).
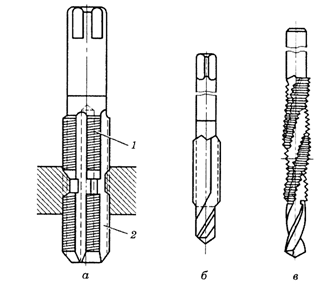
Мал. 6. Комбіновані інструменти: а — комбінований мітчик; б, в — свердла-мітчики
Нарізання внутрішньої різьби.
Діаметр свердла для свердління під метричні й трубні різьби визначають за довідковими таблицями. Коли неможливо скористуватися таблицями, діаметр під метричну різьбу приблизно обчислюють за формулою
dc = d – KcP, де dc – діаметр свердла, мм; d – номінальний діаметр різьби, мм; Kc- коефіцієнт, який, залежно від розвертання отвору, беруть із таблиць довідника (зазвичай – Kc = 1 – 1,08); Р – крок різьби, мм.
Розміри воротка для закріплення мітчика вибирають за діаметром останнього.
Нарізання внутрішньої різьби. Діаметр свердла для свердління під метричні й трубні різьби визначають за довідковими таблицями (таб.1)
Таблиця 1

Прийоми нарізання різьби.
Підготувавши отвір під різьбу і вибравши вороток, заготовки закріплюють у лещатах і в цей отвір вертикально встановлюють мітчик за кутником. Притискаючи лівою рукою вороток до мітчика, правою повертають його праворуч доти, доки він не вріжеться на кілька ниток у металі і не набуде стійкого положення. Після цього вороток беруть за рукоятку двома руками й обертають з перехопленням рук через кожні півоберта.
Для полегшення роботи вороток з мітчиком обертають не постійно за годинниковою стрілкою, а здійснюють один – два оберти праворуч, півоберту ліворуч.
Правила нарізання різьби мітчиком:
- при нарізанні різьби у глибоких отворах, у м'яких і в'язких металах (міді, алюмінію, бронзи тощо) треба періодично викручувати мітчик з отвору й очищати канавки від стружки;
- нарізати різьбу слід повним набором мітчиків, оскільки нарізання різьби одразу середнім мітчиком без проходження чорновим, а потім чистовим не прискорює , а, навпаки, ускладнює роботу, - різьба в цьому разі виходить неякісною, а мітчик може зламатися;
- середній і чистовий мітчики вводять в отвір без воротка, а надівають його на головку і продовжують нарізати різьбу тільки після того, як мітчик піде правильно по різьбі;
- глухий отвір під різьбу треба робити на глибину, дещо більшу за довжину нарізуваної частини, так, щоб робоча частина мітчика трохи вийшла за межі нарізуваної частини; якщо такого запасу не буде, різьба буде неповною;
- у процесі нарізання треба ретельно стежити за тим, щоб не було перекосу мітчика. Для цього слід через кожні дві – три нарізані нитки перевіряти кутником положення мітчика щодо верхньої площини виробу. Особливо обережно слід нарізати різьбу у дрібних і глухих отворах. Нарізану внутрішню різьбу перевіряють калібрами-пробками, шаблонами.
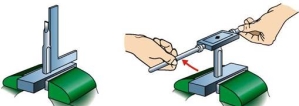
Для якісного нарізання різьби важливо правильно закріпити деталь у лещатах і встановити в отворі перший мітчик (мал. 7, а).
Деталь закріплюють так, аби поверхня з отвором була паралельна площинам губок лещат, а мітчик — перпендикулярно до площини деталі. Перпендикулярність (кут 90°) перевіряють слюсарним кутником (мал. 7, б). Нарізують різьбу таким чином. Спочатку встановлюють мітчик № 1. Попередньо його різьбову частину змащують маслом. Притискаючи лівою рукою вороток із мітчиком до отвору, правою плавно обертають його за годинниковою стрілкою (для правої різьби) доти, поки мітчик не заріжеться у метал на 1-2 кроки різьби. Одночасно стежать за збереженням прямого кута, за необхідності направляючи мітчик
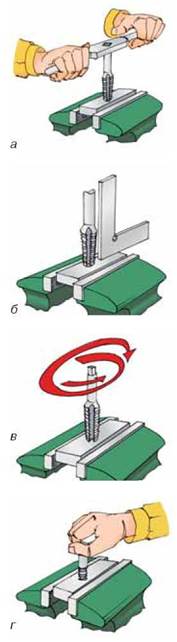 Мал.7.Послідовність нарізання різьби мітчиком
Мал.7.Послідовність нарізання різьби мітчиком
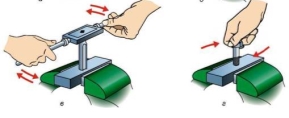
Після того як мітчик зайняв правильне стійке положення і почалося нарізування різьби, вороток беруть обома руками й обертають з легким натиском, перехоплюючи через кожні півоберта. Для того щоб стружка ламалася і йшла в канавки мітчика, його обертають зворотно-поступально: півтора оберта вперед і півоберта назад (мал. 7, в).
Закінчивши прохід мітчиком № 1, його вивертають, вставляють мітчик № 2, вкручують, допоки він вільно заходить у різьбу, встановлюють вороток і продовжують нарізання різьби. Остаточно формують різьбу мітчиком № 3. Якість різьби в умовах майстерень можна перевірити, вкручуючи в отвір відповідний болт (мал. 7 г). Глухі отвори під різьбу просвердлюють на глибину, трохи більшу за довжину різьби.
При нарізанні різьби необхідно виконувати наступні вимоги безпеки праці:
- Ручки воротків мають мати гадку поверхню без задирок та забоїн. Забороняється користуватися пошкодженим та несправним інструментом.
- Для видалення стружки , щітки-зметки. Забороняється здувати стружку повітрям або видаляти її руками.
- При нарізанні різьби на деталях, які мають виступаючі гострі частини, задирки, необхідно бути уважним задля
- запобігання поранення рук або інших частин тіла.
- Особливу увагу приділяють питанням охорони праці при роботі з пневматичними та механічними різьбонарізувачами.
Види дефектів при нарізанні різьби
|
Вид дефекту |
Причина виникнення |
Спосіб усунення |
|
Рвана різьба |
Тупий мітчик або плашка Незадовільне охолодження Перекіс мітчика або плашки відносно отвору за неправильного встановлення |
Замінити мітчик або плашку Збільшити охолодження Правильно встановити інструмент, не допускати перекосу |
|
Тупа різьба |
Великий діаметр просвердленого отвору під різьбу або малий діаметр стержня Малі передній і задній кути свердла |
Правильно підбирати діаметри свердла і мітчика (плашки) Замінити інструмент, підібравши його з урахуванням оброблюваного матеріалу |
|
Неточний профіль різьби
|
Висока в'язкість матеріалу деталі Малий передній кут мітчика або плашки Недостатня довжина забірного конуса Тупий або неправильно загострений інструмент оброблюваному матеріалу Надмірно висока швидкість різання |
Те саме Замінити інструмент Те саме Застосовувати відповідну мастильно-охолоджувальну рідину Вибрати раціональну швидкість різання (за таблицею) |
|
Послаблена різьба |
Розбивання різьби мітчиком у разі неправильного його встановлення Биття інструмента Застосування підвищених швидкостей різання |
Встановлювати мітчик без перекосу Усунути биття інструмента Застосовувати нормальні швидкості різання (за таблицею) |
|
Туга різьба |
Діаметр інструмента не відповідає заданому діаметру різьби |
Застосовувати інструменти потрібного діаметра |
|
Конусність різьби |
Неправильне обертання мітчика (розбивання верхньої частини отвору) |
Правильно встановлювати мітчик, правильно працювати ним |
|
Поломка мітчика |
Защемлення стружки при викручуванні мітчика Зменшений діаметр отвору під різьбу |
Періодично виводити мітчик з отвору для видалення стружки Застосовувати свердла потрібного діаметра |
ІІІ.ПОТОЧНИЙ ІНСТРУКТАЖ
Цільові обходи робочих місць:
Перший - правильність організації робочого місця;
Другий - правильність виконання трудових прийомів та операцій учнем; дотриманняучнем вимог безпеки праці при виконанні робіт
Третій - правильність виконання завдання за інструкційно-технологічною документацією;
Четвертий - дотримання учнем норм часу; контроль та самоконтроль учнем;
ІV. ЗАКЛЮЧНИЙ ІНСТРУКТАЖ
1. Повідомити учнів про досягнення мети заняття.
2. Зробити аналіз виконання завдань групою в цілому, бригадами, окремими учнями, показати кращі роботи.
3. Розібрати типові помилки, допущені учнями при виконанні учбово-виробничих робіт, вказівка шляхів їхнього попередження.
4. Зробити аналіз дотримання правил безпеки праці, організації робочих місць.
5. Розглянути випадки втрати робочого часу, браку, зробити аналіз їхніх причин.
6. Прибирання робочих місць в майстерні.
\
Інструкційно-технологічна картка
|
Нарізання внутрішньої різьби |
||
|
№ |
Зміст завдання та інструктивні вказівки щодо його виконання |
Малюнок (схема) |
|
1 |
Підготувати отвір під різьбу
При нарізуванні різьби матеріал частково 1. Вибрати свердло для отвору під метричну різьбу або по довідниковим таблицям, або обчисливши його діаметр за формулою D = d - P де D - діаметр отвору, мм; d - діаметр різьби, мм; Р - крок різьби, мм. Наприклад, для різьби М5х0,8 необхідне свердло діаметром D = 5 – 0,8 = 4,2 мм. 2. Просвердлити отвір розрахованого діаметру. 3. Свердлом більшого діаметру зняти фаску на верхній кромці отвору для полегшення входу мітчика. Після свердління отвір ретельно очистити від стружки. |
|
|
2 |
Вибрати мітчик Вибрати мітчик відповідно до необхідно
діаметру різьби. При відсутності додаткових умов, крок різьби приймається стандартним. |
|
|
3 |
Вибрати вороток Вороток необхідний для обертання мітчика при нарізанні різьби. Загальну довжину і діаметр рукоятки воротка визначити за формулами L = 20D + 100; d = 0,5D + 5; де L - довжина воротка; D - діаметр мітчика; d - діаметр рукоятки воротка. Наприклад, для мітчика М5 довжина рукоятки воротка повинна складати L = 20*5 + 100 = 200 мм, діаметр рукоятки d = 0,5*5 + 5 = 7,5 мм.
Розмір отвору воротка повинен відповідати розміру квадрата хвостовика мітчика. |
|
|
4 |
Нарізання різьби мітчиком (крок 1) 1. Закріпити заготовку з отвором в лещатах так, щоб отвір розташовувався вертикально. 2. Вставити робочу частину першого (чорнового) мітчика в отвір, попередньо змастивши її маслом, так щоб вісь мітчика збігалася з віссю отвору. 3. Виставити мітчик вертикально за допомогою кутника.
4. Надягти вороток на хвостовик мітчика |
|
|
5 |
Нарізання різьби мітчиком (крок 2) 1. Взяти вороток за ручки обома руками і обертати по напрямку різьби, перехоплюючи руки через кожні півоберта.
Вороток необхідно обертати на один-два оберти вперед (праворуч), півоберта назад (ліворуч) і т.д. Завдяки такому зворотно-обертальному руху мітчика стружка ламається, виходить короткою полегшується. 2. Закінчивши нарізання, витягти мітчик з отвору зворотним обертанням воротка. 3. Повторити операцію другим (чистовим) мітчиком. Чистовий мітчик вводити в отвір без воротка і лише після того, як мітчик піде правильно по різьбі, надягнути на хвостовик вороток і продовжити нарізання різьби. |
|

1

про публікацію авторської розробки
Додати розробку