Виробниче навчання "Зварювання стикових швів"
ПЛАН УРОКУ ВИРОБНИЧОГО НАВЧАННЯ
Професія : електрогазозварник 2-го розряду.
Тема програми: Електродугове зварювання
Тема уроку: Стикове зварювання швів у нижньому положенні
Мета уроку: Вивчити прийоми запалювання зварювальної дуги та основні коливальні рухи при зварюванні.
Способи зварювання пластин в стик. Ознайомитись з обладнанням та інструментам для зварювання пластин в стик.
Навчитись правильності і послідовності зварювання пластин встик.
дидактична :
· навчити технології зварювання пластин в стик;
· формування умінь і навичок щодо застосування теоретичних знань отримання зварних швів без дефектів на практиці;
розвиваюча :
· розвивати навички пізнавальної діяльності до самостійного виконання зварювання пластин в стик;
· вселити учням впевненість у власних силах, допомогти розкрити їхні індивідуальні здібності;
· навчити мислити і відстоювати власні переконання, поважати при цьому думки інших;
виховна :
· формувати навички культури спілкування;
· спонукати учнів до самостійної роботи над розвитком власного інтелекту, культурного рівня, самостійного здобуття нових знань поряд з умінням реагувати на швидкозмінні умови навколишнього світу.
Тип уроку : Формування первинних умінь.
Вид уроку: Вправи.
Література: І.В.Гуменюк, О.Ф.Іваськів, О.В.Гуменюк. Технологія електродугового зварювання. К. – 2006. 127 с.
Міжпредметні зв’язки: технічне креслення, матеріалознавство, виробниче навчання.
Місце проведення : Майстерня Електрогазозварник.
Х І Д У Р О К У
І. Організаційна частина
- перевірка наявності учнів ;
- перевірка готовності до уроку;
ІІ. Вступний інструктаж:
1. Повідомлення теми програми і уроку.
2. Повторення та закріплення раніше вивченого матеріалу
Питання учням, по матеріалу пройденому на попередніх уроках виробничого навчання.
2.1. Опитування «Ланцюжок» Слайд 3
1. Дайте визначення зварювальної ванни.
(Це ділянка зварного шва, яка при зварюванні знаходиться у рідкому стані)
2. Які бувають типи зварних з’єднань?
(Стикові, кутові, прорізні, внапуск, таврові, трубні)
3. Що таке зварювальна дуга?
(Електричний розряд між двома електродами в іонізованій суміші газів, що супроводжується виділенням великої кількості теплоти та світла)
4. Від чого при зварюванні без коливальних рухів залежить ширина шва?
(Діаметру електрода, сили струму, швидкості переміщення електрода)
5. Як вибирають силу зварювального струму?
(Зварювальний струм підбирають під товщину металу та діаметр електрода)
6. Де збуджують дугу при зварюванні стикових з'єднань?
(Дугу збуджують із краю шва, або на допоміжному металі)
7. Яка ширина однопрохідного шва з коливальними рухами?
(0,5 - 1,5) dе.
8. Як завершують процес зварювання?
(Зварний шов виводять вбік на основний метал або на окрему технологічну пластину)
9. Для чого при зварюванні застосовують підкладки?
(Для кращого проварення кореня шва)
10. З якого матеріалу бувають підкладки?
(Мідні, графітові, флюсо–керамічні, алюмінієві, свинцеві)
Майстер в/н: Сьогодні ми будемо говорити про зварювання пластин в стик. Пригадаємо основні способи зварювання і з'ясуємо як вони використовуються у зварюванні пластин в стик.
«Декартові питання» (бесіда з учнями):
- Що хочемо знати?
- Що потрібно дізнатися?
- Що знаємо з даної теми?
- Навіщо це потрібно?
Сформувати мету сьогоднішнього уроку - до снаги кожному з вас. (способи зварювання, матеріал для зварювання, параметри і режими зварювання) спробуйте узагальнити, що саме нам потрібно для того, щоб виконати зварювання пластин в стик в нижньому положенні.
Давайте зараз визначимося, на вашу думку, використовуючи свої знання, а можливо і досвід: Слайд 4
1. Де виконується зварювання пластин в нижньому положенні без розробки кромок?
2. Які матеріали при цьому використовуються?
3. Якими електрода можна виконувати це зварювання?
4. Які можуть бути дефекти при виконанні даного зварювання?
5. Яким способом можна зварювати пластини в стик?
Майстер в/н наголошує про те, що в кінці уроку повернуться до цих відповідей і порівняють рівень знань на початку уроку і по його завершенню.
2.2. Охорона праці при виконанні зварювальних робіт. Слайд 5-6
3. Пояснення учням нового матеріалу та демонстрація трудових прийомів Слайди 7-21
Тема уроку - зварювання пластин в стик у нижньому положенні шва.
На минулому уроці ми виконували наплавлення на пластину вузьких та широких валиків, тому ви вже вмієте виконувати базові операції, що нам будуть потрібні сьогодні.
Порядок і технологія виконання зварювання пластин встик у нижньому положенні описані поопераційно в інструкційній карті у Додатку А.
Стикове з’єднання пластин до 6 мм без скосу кромок зварюють одностороннім швом електродами діаметром 3мм. Зварювання пластин товщиною 7мм виконують двостороннім швом без розчищання кромок.
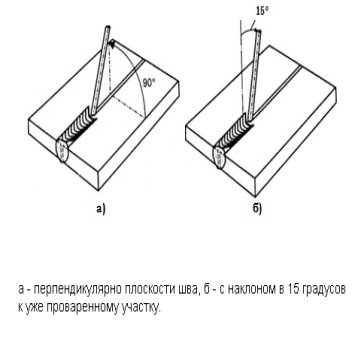
Дугу переміщуємо таким чином, щоб забезпечувалось проплавлення
зварюваних кромок та одержання необхідної якості розплавленого металу при нормальному формуванні шва. Для цього рухи електроду
виконуємо у трьох напрямках.
При обриві дуги очищають кратер від шлаку і повторне запалення дуги виконують перед кратером, потім переміщують електрод назад, розваривши метал кратера і продовжують зварювання. Також наприкінці шва треба трохи затримати електрод на місці, щоб заплавити кратер шва.
Низьковуглецеві сталі зварюються без попереднього підігріву і наступної термообробки.
Рід струму й полярність установлюють залежно від зварювального металу і його товщини.
Швидкість зварювання встановлюється залежно від вибраного способу зварювання, властивостей основного металу, характеристики електроду.
Низьковуглецеві сталі зварюють на максимально можливих режимах, які
забезпечують високу продуктивність й високу якість зварного шва та з’єднання.
Швидкість переміщення електроду встановлює зварник.
Рухи електроду виконуємо у трьох напрямках. При обриві дуги очищають кратер від шлаку.
Якщо утворилася тріщина, треба спочатку засвердлити кінці тріщини, розширити її (вирубити) та заварити заново.
Напливи – треба збільшити швидкість зварювання Vзв (+), зменшити силу струму І(-) - зрубати напливи і місце непровару, підварити.
Пори – треба сушити електроди перед зварюванням прокалюванням у печі, щоб вони не були вологими та вода не утворила пори в шві. А також зачищати метал від іржи перед зварюванням- розчистити шов й знову заварити.
Підрізи – зменшити Ізв (-) та збільшити Vзв (+), змінити кут нахилу електроду- усунути дефект підварюванням.
Непровари – треба обирати правильний режим зварювання, І зв (+), V зв (-)
Кратер шва – треба затримати електрод до обриву дуги на кінці шва.
Теплова деформація металу- рівномірно вносити тепло в метал під час зварювання, спочатку заварити прихватки з однієї сторони. Перекантувати пластини, а потім починати зварювання шва з другої сторони, неможна починати варити шов з того боку, де заварили прихватки, щоб не було теплового прогину пластини.
Показ майстром процесу зварювання пластин встик поопераційно в повільному та робочому темпі. Майстер ще раз нагадує учням про необхідність перед початком зварювання казати: «Очі!», щоб оточуючі встигли захистити себе від впливу дуги маскою чи відвернути очі.
Опитування учнів за інструкційною картою (Додаток А) з метою перевірки засвоєння послідовності виконання зварювання пластин встик, та за Додатком Б для закріплення матеріалу вступного інструктажу з питань причин виникнення дефектів стикових швів.
Відповідь на запитання учнів.
III. Поточний інструктаж (30 хв)
Основна мета – формування навичок та удосконалення умінь при зварюванні пластин з низьковуглецевих сталей встик у нижньому положенні шва.
Реалізація поточного інструктажу:
- видача завдань для самостійної роботи учнів;
- повторення послідовності виконання завдань;
- розподіл учнів по робочих місцях.
1-й обхід робочих місць учнів метою виявлення та виправлення порушень з охорони праці під час роботі.
2-й обхід робочих місць учнів з метою виявлення та виправлення помилок в роботі під час складання та зварювання вузла.
3-й обхід робочих місць учнів с метою виявлення причин та шляхів усунення можливих дефектів стикового шва.
IV. Заключний інструктаж. (10 хв)
4.1. Підведення підсумків уроку. Виставлення оцінок.
4.2. Аналіз типових помилок, виявлення причин їх виникнення та шляхів усунення.
4.3. Домашнє завдання повторити технологію зварювання стикових з’єднань у нижньому положенні шва. Слайд 22
V. Матеріально-технічне забезпечення уроку:
трансформатори ТД-306, ТД-401, зварювальні електродотримачі, електроди типа Е-50А, марок УОНИИ 13/45, АНО-4, d= 4 мм, маски і щитки, кирки, молотки , щітки металеві, пластини Ст-3 250х150х7.
Додаток А
Інструкційно-технологічна карта.
Зварювання пластин встик у нижньому положенні шва
|
№ |
Операції |
Ескізи |
|
1 |
Правка та очищення пластин від бруду та іржи |
|
|
2 |
Установлення 2-х пластин 250х150х7 мм з зазором 2 мм |
|
|
3 |
Складання пластин двома прихватками L=5 мм |
|
|
4 |
Очищення прихваток від шлаку та бризок |
|
|
5 |
Перекантування пластин на другий бік. |
|
|
6 |
Зварювання стикового шва №1 у н.п. |
|
|
7 |
Очищення шва від шлаку та бризок |
|
|
8 |
Зварювання стикового шва №2 у н.п. |
|
|
9 |
Очищення шва від шлаку та бризок |


Додаток Б
Тест співвідношення (завдання)
Знайти з наведених варіантів правильну відповідь, що відноситься до причини дефекту та способу його усунення.
|
№ |
Дефекти зварювання |
Причини |
Спосіб усунення дефекту |
|
1. |
напливи |
І зв(-), Vзв(+) |
Ізв(+),Vзв(-)
|
|
2. |
підрізи |
конструкцію не закріплено жорстко перед зварюванням, нерівномірний перегрів металу |
І зв(-), Vзв(+) змінити нахил електроду |
|
3. |
непровари |
тиск дуги на метал ванни при швидкому обриві дуги |
І зв(-), Vзв(+) |
|
4. |
пори |
S, P, швидкий перегрів металу |
у кінці шва затримати дугу електроду на місці |
|
5. |
тріщини |
волога електроду, іржа металу |
прокалювання електродів,очищення від іржи металу |
|
6. |
кратер шва |
Ізв(+),Vзв(-)
|
конструкцію перед зварюванням жорстко закріпити, рівномірний нагрів металу |
|
7. |
Теплова деформація |
Ізв(+),Vзв(-)
|
вибирати електроди з низьким вмістом S, P |
Додаток В
Тест співвідношення (вірні відповіді)
Знайти з наведених варіантів правильну відповідь, що відноситься до причини дефекту та способу його усунення.
Причини виникнення дефектів стикових швів та запобіжні заходи
|
№ |
Дефекти зварювання |
Причини |
Спосіб усунення дефекту |
|
1. |
напливи |
І зв(+), Vзв(-) |
Ізв(-),Vзв(+)
|
|
2. |
підрізи |
Ізв(+),Vзв(-)
|
І зв(-), Vзв(+), змінити нахил електроду |
|
3. |
непровари |
І зв(-), Vзв(+) |
І зв(+), Vзв(-) |
|
4. |
пори |
волога електроду, іржа металу |
прокалювання електродів,очищення від іржи металу |
|
5. |
тріщини |
S, P, швидкий перегрів металу
|
вибирати електроди з низьким вмістом S, P |
|
6. |
кратер шва |
тиск дуги на метал ванни при швидкому обриві дуги
|
у кінці шва затримати дугу електроду на місці |
|
7. |
теплова деформація |
конструкцію не закріплено жорстко перед зварюванням, нерівномірний нагрів металу
|
конструкцію перед зварюванням жорстко закріпити, рівномірний нагрів металу |


про публікацію авторської розробки
Додати розробку