Загальні відомості про свердління отворів

ПТУ ВП РАЕС ДП НАЕК «Енергоатом»Підготовила:майстер в/н Матвійчук О. С. Вараш – 2023р. Виробниче навчання. Тема: «Загальні відомості про свердління отворів»
План презентації1. Загальні відомості про свердління2. Свердла, їх види та призначення3. Загострення свердл4. Безпека праці при виконанні загострення свердл2

Загальні відомостіпро свердління отворів. Свердління – один з найпоширеніших методів здобуття отвору різанням. Ріжучим інструментом тут служить свердло, яке дає можливість як отримувати отвори в суцільному матеріалі (свердління), так і збільшувати діаметр вже просвердленого отвору (розсвердлювання).3

При свердлінні оброблювану деталь закріплюють на столі свердлильного верстата прихватами, в лещатах, на призмах і т. п., а зверху надають два спільні рухи обертове v і поступальне (направлене уздовж осі свердла) s. Обертальний рух свердла називається головним (робочим) рухом. Поступальний рух уздовж осі свердла називається рухом подачі. Свердління виконується на приводних свердлильних верстатах і вручну – ручними дрилями, за допомогою механізованого інструменту – електричними іпневматичними дрилями, а також електроіскровим і ультразвуковим методами. Кріпильні прихвати. Кріплення деталей у верстаті4
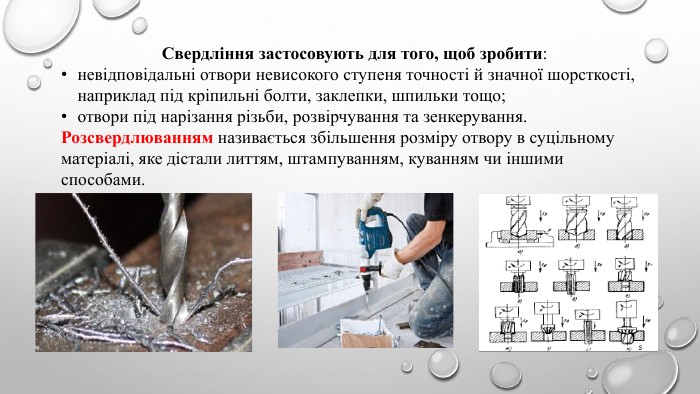
Свердління застосовують для того, щоб зробити:невідповідальні отвори невисокого ступеня точності й значної шорсткості, наприклад під кріпильні болти, заклепки, шпильки тощо;отвори під нарізання різьби, розвірчування та зенкерування. Розсвердлюванням називається збільшення розміру отвору в суцільному матеріалі, яке дістали литтям, штампуванням, куванням чи іншими способами.5

Свердлінням та розсвердлюванням можна зробити отвори з точністю до 10-го, а в окремих випадках – до 11-го квалітету та шорсткістю поверхні Rz 320-80. Коли потрібна вища якість поверхні отвору, його(після свердління) додатково зенкерують і розвертають. Точність свердління в окремих випадках може бути підвищена завдяки ретельному регулюваннюверстата, правильно загостреному свердлу або свердлінням через спеціальний пристрій - кондуктор.6

Механізми та обладнання длясвердління7
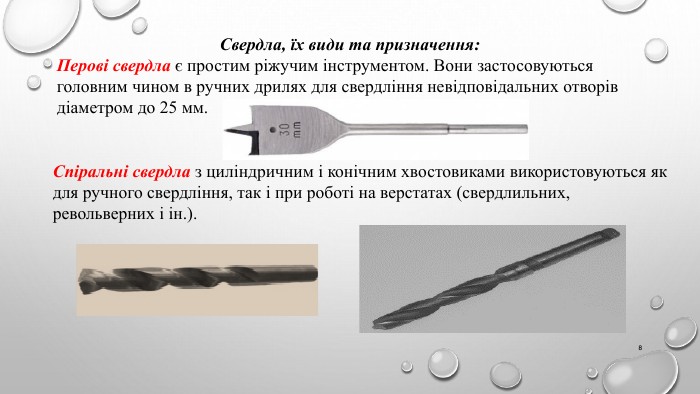
Свердла, їх види та призначення: Перові свердла є простим ріжучим інструментом. Вони застосовуються головним чином в ручних дрилях для свердління невідповідальних отворів діаметром до 25 мм. Спіральні свердла з циліндричним і конічним хвостовиками використовуються як для ручного свердління, так і при роботі на верстатах (свердлильних, револьверних і ін.).8
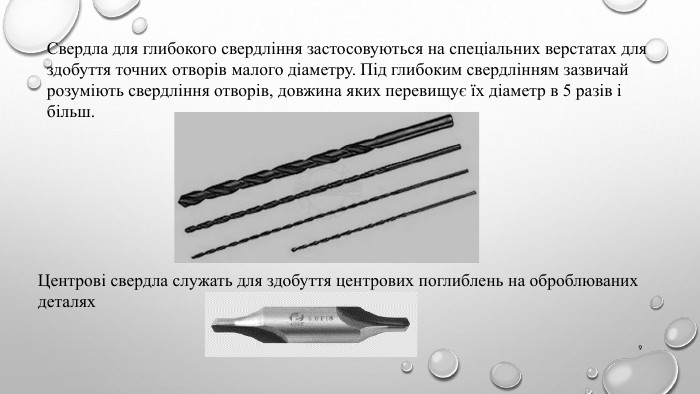
Свердла для глибокого свердління застосовуються на спеціальних верстатах для здобуття точних отворів малого діаметру. Під глибоким свердлінням зазвичай розуміють свердління отворів, довжина яких перевищує їх діаметр в 5 разів і більш. Центрові свердла служать для здобуття центрових поглиблень на оброблюваних деталях9

Існують види свердл, що рідко використовують: Кільцеві, комбіновані, ступінчаті та ін.а) спіральнаб) односпіральна в) пероваг) кільцева (коронка) д) циліндрична10
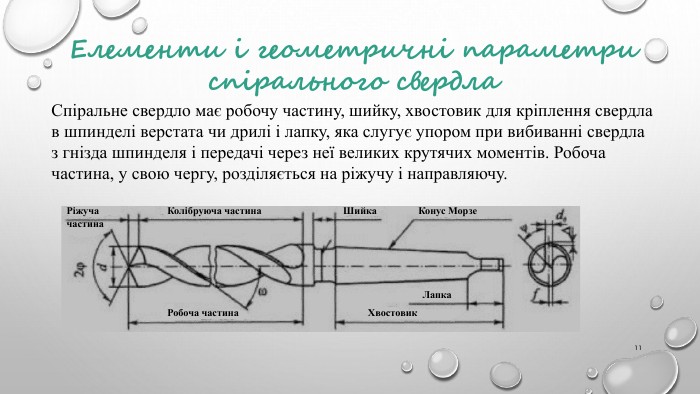
Елементи і геометричні параметри спірального свердла. Спіральне свердло має робочу частину, шийку, хвостовик для кріплення свердла в шпинделі верстата чи дрилі і лапку, яка слугує упором при вибиванні свердла з гнізда шпинделя і передачі через неї великих крутячих моментів. Робоча частина, у свою чергу, розділяється на ріжучу і направляючу. Ріжуча частина. Робоча частина. Колібруюча частина. Конус Морзе. Шийка. Лапка. Хвостовик11
Ріжуча частина, на якій розташовані всі ріжучі елементи свердла, складається: з двох зубів (пер), утворених двома спіральними канавками для відведення стружки; перемички (серцевини) – середньої частини свердла, що сполучає обидва зуба (пера); двох передніх поверхонь, по яких збігає стружка, і двох задніх поверхонь; двох стрічок, які слугують для направлення свердла, калібрування отвору і зменшення тертя свердла об стінки отвору; двох головних ріжучих кромок, утворених перетином передніх і задніх поверхонь і виконуючих основну роботу різання; поперечної кромки (перемички), утвореної перетином обох задніх поверхонь. На зовнішній поверхні свердла між краєм стрічки і канавкою розташована дещо поглиблена частина, яка йде по гвинтовій лінії і називається спинкою зуба.12
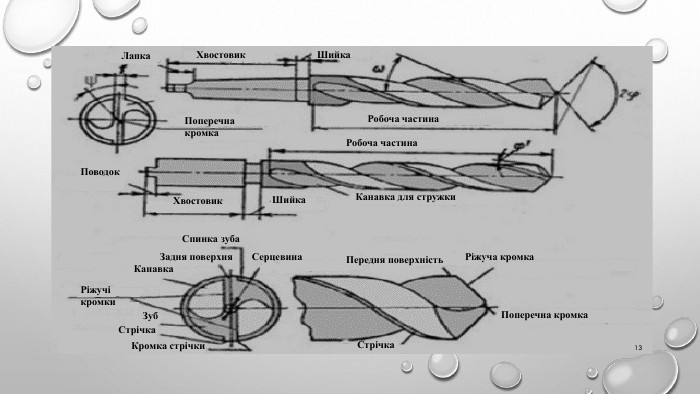
Лапка. Хвостовик. Шийка. Поперечна кромка. Робоча частина Робоча частина Шийка. Хвостовик. Поводок. Канавка для стружки. Спинка зуба. Задня поверхня. Канавка. Ріжучі кромки. Зуб. Стрічка. Кромка стрічки. Серцевина. Передня поверхність. Ріжуча кромка. Поперечна кромка. Стрічка13
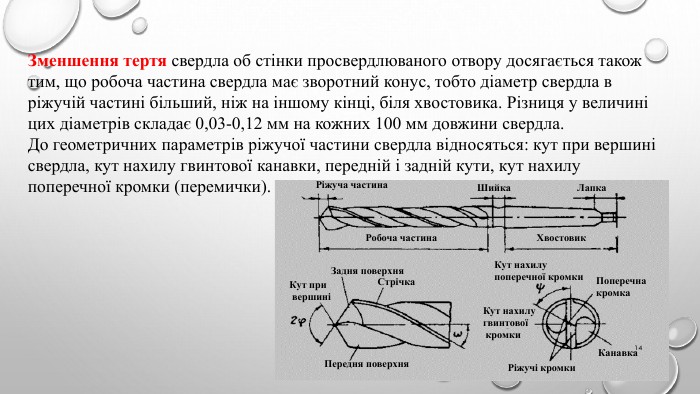
Зменшення тертя свердла об стінки просвердлюваного отвору досягається також тим, що робоча частина свердла має зворотний конус, тобто діаметр свердла в ріжучій частині більший, ніж на іншому кінці, біля хвостовика. Різниця у величині цих діаметрів складає 0,03-0,12 мм на кожних 100 мм довжини свердла. До геометричних параметрів ріжучої частини свердла відносяться: кут при вершині свердла, кут нахилу гвинтової канавки, передній і задній кути, кут нахилу поперечної кромки (перемички). Ріжуча частина Шийка. Лапка. Хвостовик. Робоча частина Стрічка. Задня поверхня. Передня поверхня. Кут при вершиніКут нахилу поперечної кромки. Кут нахилу гвинтової кромки. Ріжучі кромки. Канавка. Поперечна кромка14
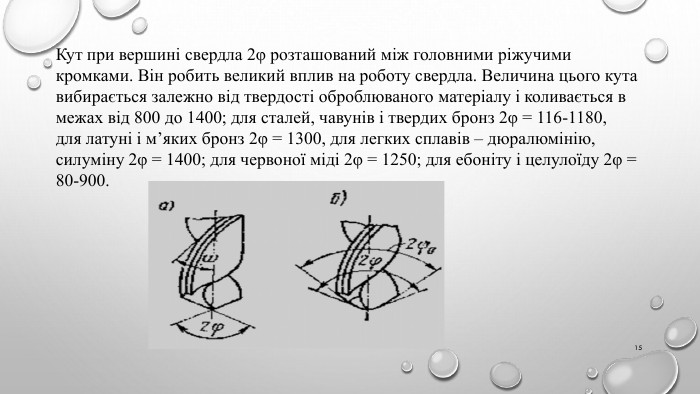
Кут при вершині свердла 2φ розташований між головними ріжучими кромками. Він робить великий вплив на роботу свердла. Величина цього кута вибирається залежно від твердості оброблюваного матеріалу і коливається в межах від 800 до 1400; для сталей, чавунів і твердих бронз 2φ = 116-1180,для латуні і м’яких бронз 2φ = 1300, для легких сплавів – дюралюмінію, силуміну 2φ = 1400; для червоної міді 2φ = 1250; для ебоніту і целулоїду 2φ = 80-900.15
Для підвищення стійкості свердл діаметром 12 мм і вище застосовують подвійне заточування свердл; при цьому головні ріжучі кромки мають форму не прямої, як при звичайному заточуванні , а ламаної лінії . Основний кут 2φ = 116-1180 (для сталей і чавунів), а другий кут 2φ0 = 70-750. Кут нахилу гвинтової канавки позначається грецькою буквою омега ω. Із збільшенням цього кута процес різання полегшується, покращується вихід стружки. Проте свердло (особливо малого діаметру) із збільшенням кута нахилу гвинтової канавки ослаблюється. Тому в свердл малого діаметру цей кут робитьсяменшим, ніж в свердл великого діаметру. Кут нахилу гвинтової канавки повинен вибиратися залежно від властивостей оброблюваного металу. Для обробки, наприклад, червоної міді і алюмінію цей кут потрібно брати рівним 35-400, а для обробки сталі ω = 250 і менше.16

Кут при вершині свердла 2φ розташований між головними ріжучими кромками. Він робить великий вплив на роботу свердла. Величина цього кута вибираєтьсязалежно від твердості оброблюваного матеріалу і коливається в межах від 800 до 1400; для сталей, чавунів і твердих бронз 2φ = 116-1180, для латуні і м’яких бронз 2φ = 1300, для легких сплавів – дюралюміну, силуміну 2φ = 1400; для червоної міді 2φ = 1250; для ебоніту і целулоїду 2φ = 80-900. Для підвищення стійкості свердл діаметром 12 мм і вище застосовують подвійне заточування свердл; при цьому головні ріжучі кромки мають форму не прямої, як при звичайному заточуванні , а ламаної лінії . Основний кут 2φ = 116-1180 (для сталей і чавунів), а другий кут 2φ0 = 70-750.17
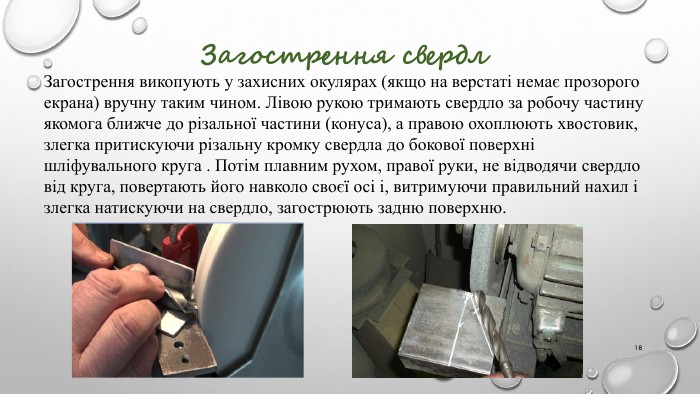
Загострення свердл. Загострення викопують у захисних окулярах (якщо на верстаті немає прозорого екрана) вручну таким чином. Лівою рукою тримають свердло за робочу частину якомога ближче до різальної частини (конуса), а правою охоплюють хвостовик, злегка притискуючи різальну кромку свердла до бокової поверхні шліфувального круга . Потім плавним рухом, правої руки, не відводячи свердло від круга, повертають його навколо своєї осі і, витримуючи правильний нахил і злегка натискуючи на свердло, загострюють задню поверхню.18
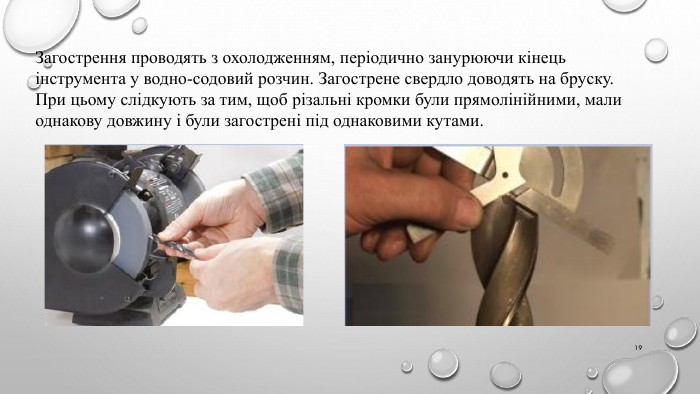
Загострення проводять з охолодженням, періодично занурюючи кінець інструмента у водно-содовий розчин. Загострене свердло доводять на бруску. При цьому слідкують за тим, щоб різальні кромки були прямолінійними, мали однакову довжину і були загострені під однаковими кутами.19
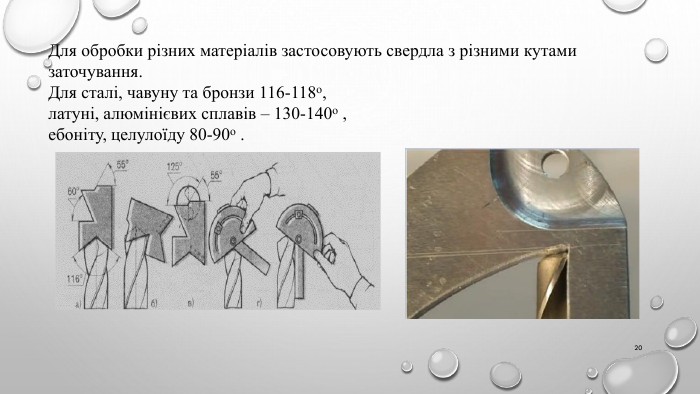
Для обробки різних матеріалів застосовують свердла з різними кутами заточування. Для сталі, чавуну та бронзи 116-118о, латуні, алюмінієвих сплавів – 130-140о ,ебоніту, целулоїду 80-90о .20
Безпека праці при загостренні свердл1. Перевірити заземлення верстата;2. Працювати в захисних окулярах при відсутності екрана;3. Використовувати абразивні круги, що пройшли перевірку;4. Перевірити надійність захисних кожухів;5. Встановити зазор між торцем круга та підручником не більше 3мм.;6. Під час загострення свердл стояти збоку від абразивного круга;7. Надійно утримувати свердло.21


про публікацію авторської розробки
Додати розробку