Виробниче навчання Тема «Розмічання металу»

Виробниче навчання. Тема «Розмічання металу»ПТУ ВП РАЕС ДП НАЕК «Енергоатом»Вараш – 2023р. Підготовила:майстер в/н Матвійчук О. С.

Розмітка1. Суть і застосування розмітки.2. Інструменти, обладнання та матеріали, що використовуються при розмітці.3. Підготовка поверхні під розмітку.4. Правила виконання прийомів розмітки.5. Типові дефекти при виконанні розмітки, причини їх виникнення та способи попередження.6. Механізація розміточних робіт.
1. Суть і застосування розмітки. Розмітка - операція по нанесенню на заздалегідь підготовлену заготовку ліній (рисок), які згідно креслення визначають контури деталі та центрів майбутніх отворів в натуральну величину. В залежності від технологічного процесу розмітку розрізняють – площинну та просторову. Площинну розмітку застосовують при обробці листового матеріалу , профільного прокату, а також деталей, у випадку, коли всі розмірні лінії деталі знаходяться в одній площині. При просторовій розмітці лінії наносять в декількох площинах або на декількох поверхнях.
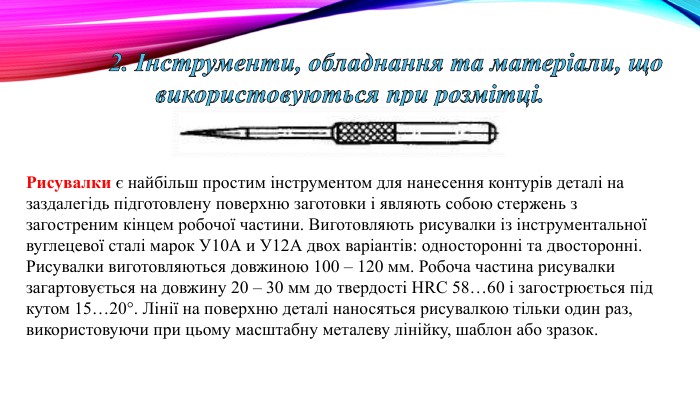
2. Інструменти, обладнання та матеріали, що використовуються при розмітці. Рисувалки є найбільш простим інструментом для нанесення контурів деталі на заздалегідь підготовлену поверхню заготовки і являють собою стержень з загостреним кінцем робочої частини. Виготовляють рисувалки із інструментальної вуглецевої сталі марок У10 А и У12 А двох варіантів: односторонні та двосторонні. Рисувалки виготовляються довжиною 100 – 120 мм. Робоча частина рисувалки загартовується на довжину 20 – 30 мм до твердості HRC 58…60 і загострюється під кутом 15…20°. Лінії на поверхню деталі наносяться рисувалкою тільки один раз, використовуючи при цьому масштабну металеву лінійку, шаблон або зразок.
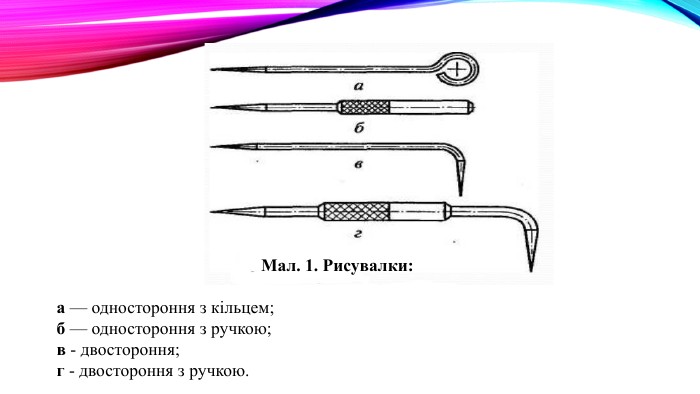
Мал. 1. Рисувалки:а — одностороння з кільцем; б — одностороння з ручкою; в - двостороння;г - двостороння з ручкою.
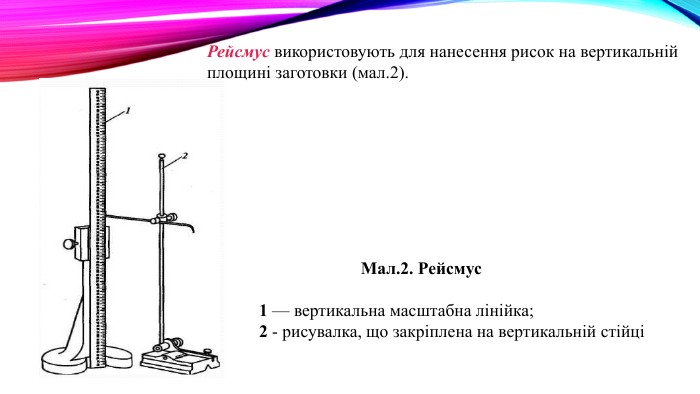
Рейсмус використовують для нанесення рисок на вертикальній площині заготовки (мал.2). Мал.2. Рейсмус1 — вертикальна масштабна лінійка;2 - рисувалка, що закріплена на вертикальній стійці
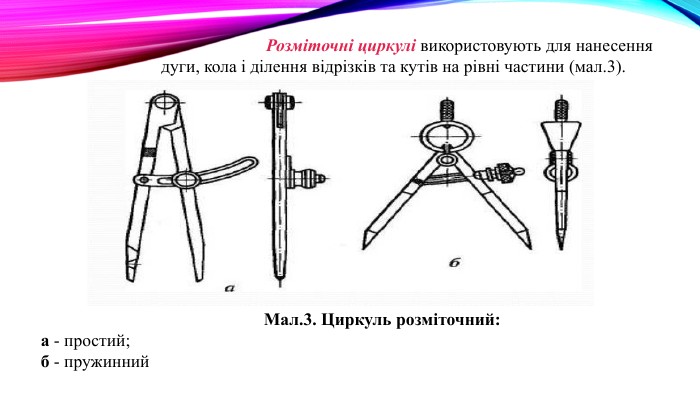
Розміточні циркулі використовують для нанесення дуги, кола і ділення відрізків та кутів на рівні частини (мал.3). Мал.3. Циркуль розміточний: а - простий;б - пружинний
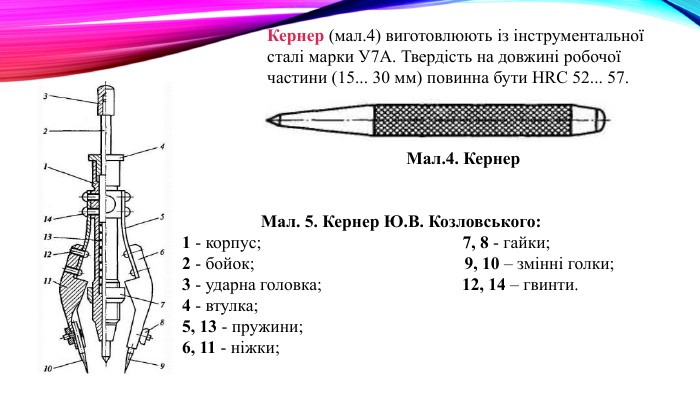
Кернер (мал.4) виготовлюють із інструментальної сталі марки У7 А. Твердість на довжині робочої частини (15... 30 мм) повинна бути HRC 52... 57. Мал.4. Кернер Мал. 5. Кернер Ю. В. Козловського:1 - корпус; 7, 8 - гайки;2 - бойок; 9, 10 – змінні голки; 3 - ударна головка; 12, 14 – гвинти.4 - втулка; 5, 13 - пружини; 6, 11 - ніжки;
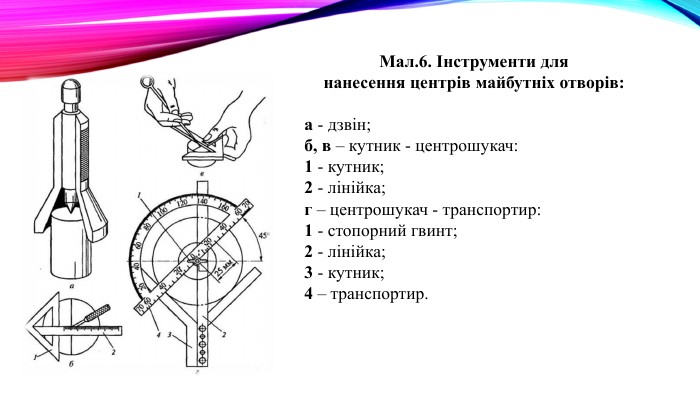
Мал.6. Інструменти длянанесення центрів майбутніх отворів:а - дзвін; б, в – кутник - центрошукач:1 - кутник;2 - лінійка;г – центрошукач - транспортир:1 - стопорний гвинт; 2 - лінійка; 3 - кутник; 4 – транспортир.

Мал.7. Автоматичний механічний кернер:1- кернер;.2 - стержень; 3,5,6- складові части кернера; 4 - плоска пружина; 7, 11 - пружини; 8 - ударник; 9 - заплечик; 10 - сухар. Мал.8. Електричний кернер:1 - втулка; 2 - стержень; 3 - кернер; 4,7- пружини; 5 - котушка; 6 - ударник; 8 - корпус; 9 – електричне коло.
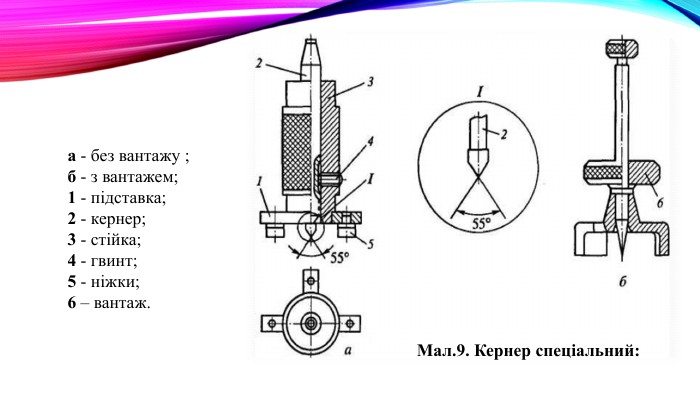
а - без вантажу ; б - з вантажем; 1 - підставка; 2 - кернер; 3 - стійка; 4 - гвинт;5 - ніжки; 6 – вантаж. Мал.9. Кернер спеціальний:
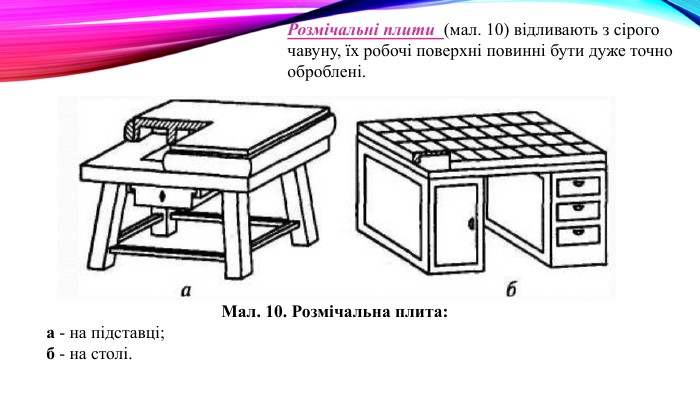
Розмічальні плити (мал. 10) відливають з сірого чавуну, їх робочі поверхні повинні бути дуже точно оброблені. Мал. 10. Розмічальна плита: а - на підставці; б - на столі.
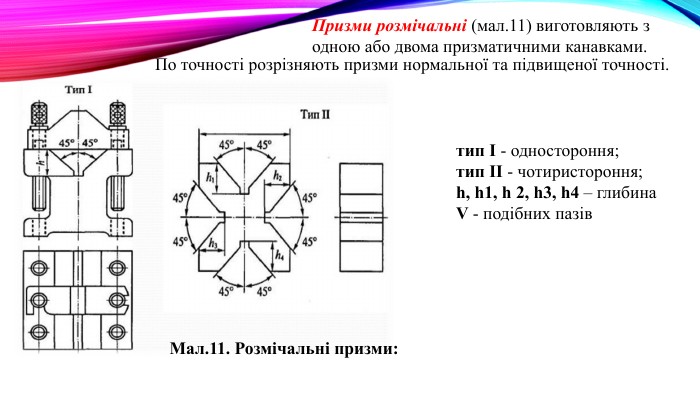
Призми розмічальні (мал.11) виготовляють з одною або двома призматичними канавками. По точності розрізняють призми нормальної та підвищеної точності.тип I - одностороння; тип II - чотиристороння; h, h1, h 2, h3, h4 – глибина. V - подібних пазів. Мал.11. Розмічальні призми:
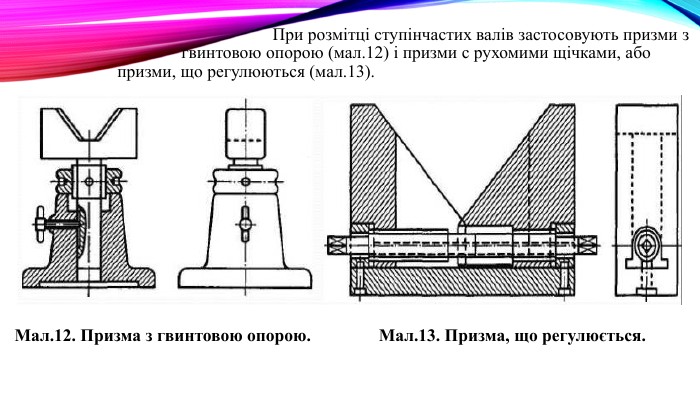
При розмітці ступінчастих валів застосовують призми з гвинтовою опорою (мал.12) і призми с рухомими щічками, абопризми, що регулюються (мал.13). Мал.12. Призма з гвинтовою опорою. Мал.13. Призма, що регулюється.

Кутники з поличкою (мал.14) застосовуються як дляплощинної, так і для просторової розмітки. Мал.14. Кутник з поличкою:а - кутник; б, в – приклади використання.
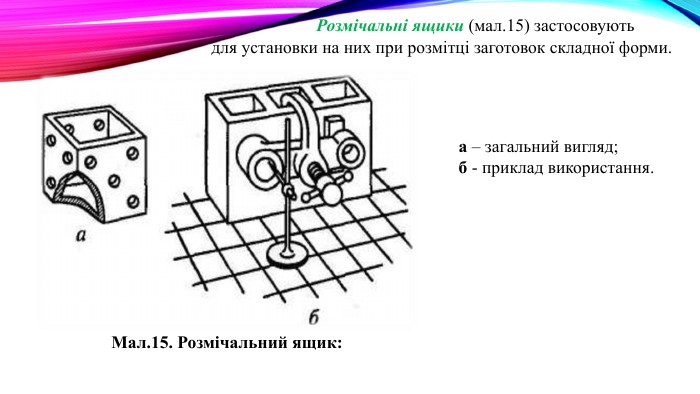
Розмічальні ящики (мал.15) застосовуютьдля установки на них при розмітці заготовок складної форми.а – загальний вигляд; б - приклад використання. Мал.15. Розмічальний ящик:

Розмічальні клини (мал.16) застосовують принеобхідності регулювання положення заготовки, що розмічаєтьсяпо висоті в незначних межах. Мал.16. Розмічальний клин.
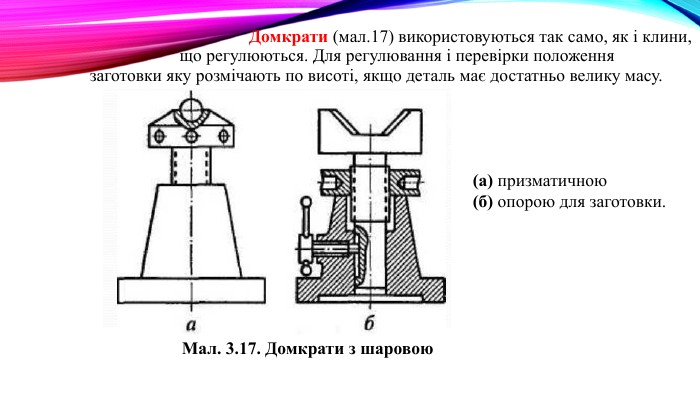
Домкрати (мал.17) використовуються так само, як і клини, що регулюються. Для регулювання і перевірки положеннязаготовки яку розмічають по висоті, якщо деталь має достатньо велику масу. Мал. 3.17. Домкрати з шаровою (а) призматичною (б) опорою для заготовки.

а) зі кінцем зігнутим в кільцеб) з зігнутим кінцемв) зі вставною голкою1- вставна голка, 2-гайка, 3-місце для запасних голок, 4-пробка а - на підставці; б - на столі.
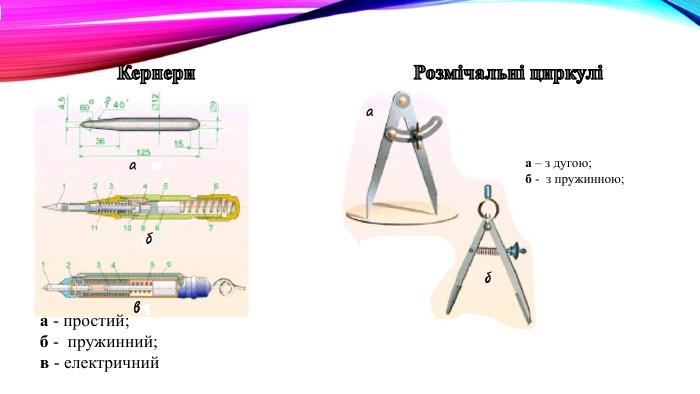
Кернериа - простий;б - пружинний;в - електричний. Розмічальні циркулі а – з дугою;б - з пружинною;

Кутники а - кутник звичайний;б - кутник з широкою основою;в - кутник з Т – образною основою. Центрошукачі а - кутник центрошукач;б - кутник транспортир;в - центрошукач що складається із гайки, планки та штифта
Для того щоб розміточні лінії було чітко видно на поверхні заготовки яку розмічаємо, на цю поверхню попередньо наносять спеціальні розчини. В якості спеціальних розчинів при розмітці використовують: розчин крейди в воді з додаванням столярного клею, забезпечує надійне щеплення суміші з поверхнею, що розмічається. Як правило застосовують на поверхнях які раніше не піддавалися механічним обробкам, тобто не оброблялися взагалі;Розчин мідного купоросу в результаті хімічних реакцій забезпечує утворення на поверхні заготовки, що розмічається тонкого і міцного шару міді. Як правило застосовують на поверхняхб які раніше піддавалися механічним обробкам, тобто були оброблені;Фарби та емалі, що швидко висихають.
3. Підготовка поверхні під розмітку. Підготовчі роботи при розмітці включають в себе підготовку фарбників, підготовку поверхні до нанесення спеціального розчину і безпосереднє нанесення самого розчину. Рощин крейди в воді з додаванням столярного клею розводять до консистенції рідкої сметани. Розчин мідного купоросу розчиняють в воді в співвідношенні 1:10 або використовують твердий мідний купорос, яким натирають поверхню заготовки, що розмічають. Лаки та емалі використовують в готовому виді. Перед нанесенням спеціального розчину поверхню, яку розмічають необхідно очистити від бруду, пилу, наслідків корозії та знежирити. Нанесення спеціального розчину виконують, наносячи суміші на поверхню заготовки рівномірно, тонким шаром. Для нанесення спеціальних сумішей використовують пензлик або ватяний чи поролоновий тампон.
Після висихання суміші виконують розмітку. Але спочатку встановлюють базу від якої наносять всі розмірні лінії. В якості бази можна використовувати рівний край заготовки або лінію на заготовці від якої в подальшому наносять всі необхідні лінії в натуральну величину. Лінії при розмітці зазвичай наносять в наступному порядку. Спочатку всі горизонтальні, потім вертикальні, після цього похилі і в останню чергу - кола, дуги і заокруглення. Впевнившись в правильності розмітки, всі лінії накерняють для того, щоб вони не стерлися при обробці деталі. Мітки кернера повинні бути неглибокими и розділятися розміточними лініями навпіл. Розмітка виконується наступними способами: по кресленню, по шаблону, по зразку і по місцю.

Підготовка поверхні до розмітки. Перед розміткою слід виконати наступні слюсарні операції:очистити заготовку від пилу, бруду, корозії, сталевою щіткою або іншим інструментом;нанести щіткою, на заготовку, розчин крейди або мідного купоросу Прийоми нанесення горизонтальних ліній. Прямі лінії наносять рисувалкою, яка повинна бути нахилена по направленню її переміщення і в сторону від лінійки. Кути нахилу повинні відповідати вказаним на рисувалці і не міняти в процесі нанесення ліній, інакше лінії не будуть паралельні до лінійки. Рисувалку весь час притискають до лінійки, яка повинна щільно притискатись до деталі.

Інструменти для розмітки

Комбінований рейсмус
4. Правила виконання прийомів розмітки.1. Шар спеціальної суміші, що наноситься на поверхню заготовки, повинен бути тонким, рівномірним по товщині і повністю покривати всю поверхню, що розмічається.2. При проведенні лінії лінійка повинна точно співпадати з вихідними відмітками на деталі і її необхідно щільно притискати до заготовки.3. Перед тим як провести лінію, необхідно впевнитись, що рисувалка або циркуль добре загострені.4. Лінію проводити одним неперервним рухом рисувалки вздовж лінійки, не наносити лінію двічі по одному и тому ж місцю, так, як це призводить до її роздвоєння.
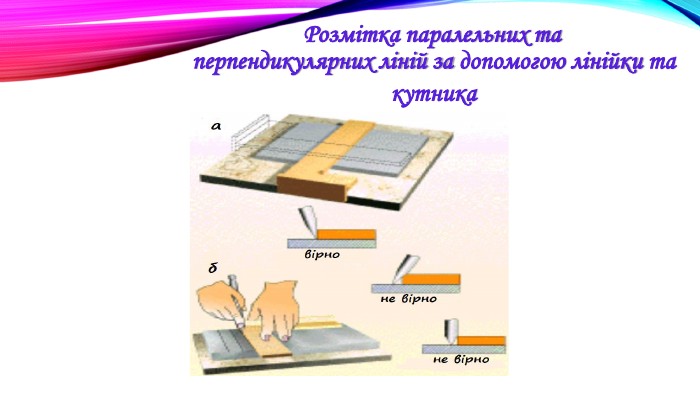
Розмітка паралельних таперпендикулярних ліній за допомогою лінійки та кутника

Розмітка по шаблону. При розмітці шаблон накладають на пофарбовану заготовку (деталь) і проводять рисувалкою лінію вздовж контуру шаблону, після чого лінію накреслюють. Інколи шаблон служить кондуктором по якому деталь обробляють без розмітки.
5. При накернені розміточних ліній:впевнитись в правильності загострення кернера, при необхідності загострити повторно;накернення проводити легкими ударами молотка по кернеру так, щоб глибина відбитку керна складала приблизно 0,5 мм.;лінії великих кіл діаметром більше 15 мм накерняють рівномірно в 6..8 місцях, дуги в спряженнях слід накерняти з меншими проміжками між заглибленнями, ніж на прямолінійних ділянках;точки спряження і пересічення ліній необхідно обов'язково накерняти;центр отвору або дуги накерняють глибше, ніж лінію, діаметр отвору при цьому повинен бути рівним приблизно 1,0 мм.

6. При розмітці отворів або дуги точно встановлювати розмах циркуля на необхідний розмір, надійно фіксувати розмах циркуля фіксаторним гвинтом дуги циркуля. При проведенні дуги циркуль злегка нахиляти в сторону руху.7. Якщо при спряженні прямолінійних и криволінійних ліній вони не співпали, то на місце деталі, яка розмічається нанести розчин по - новому і повторити розмітку.8. При розмітці по шаблону (зразку) міцно прижимати його до деталі, слідкувати, щоб він не зміщувався в процесі розмітки.9. При розмітці центру на торці циліндричної деталі кернером-центрошукачем слідкувати за установкою центрошукача строго по осі деталі, точністьрозмітки перевіряти розсувним центрошукачем.

Накернення. Центри кернів повинні розташовуватися точно на розмічальних лініях, щоб після обробки деталей залишались половини кернів. Керни обов’язково ставляться на перетинах ліній і заокругленнях.
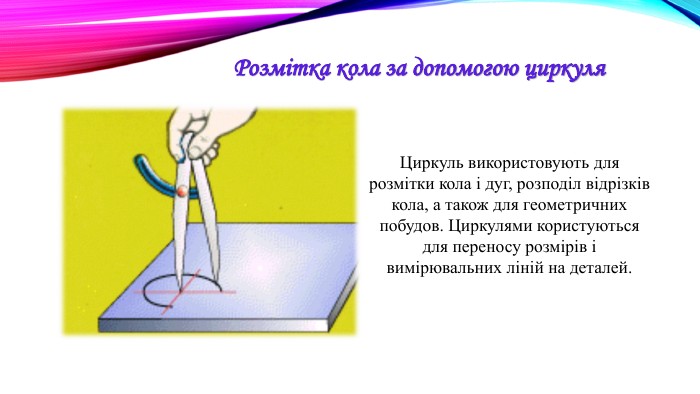
Розмітка кола за допомогою циркуля Циркуль використовують для розмітки кола і дуг, розподіл відрізків кола, а також для геометричних побудов. Циркулями користуються для переносу розмірів і вимірювальних ліній на деталей.
10. При розмітці центру на торці циліндричної деталі кутником-центрошукачем слідкувати за щільним приляганням полок центрошукача до циліндричної частинидеталі.11. При розмітці центру отвору деталі за допомогою розсувного центрошукача слідкувати за перпендикулярністю установки дерев'яного бруска з пластиною до осі отвору.12. При розмітці «від кромки» деталі, що обробляється слід міцно притискати полку кутника з широкою основою до кромки деталі.13. При розмітці «від осьових ліній» розміри відраховуються від двох контрольних кернових заглиблень, що розміщені на краях цих ліній.
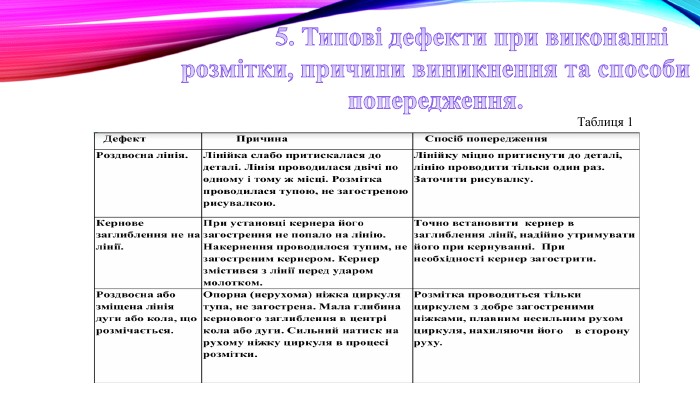
5. Типові дефекти при виконанні розмітки, причини виникнення та способи попередження. Таблиця 1
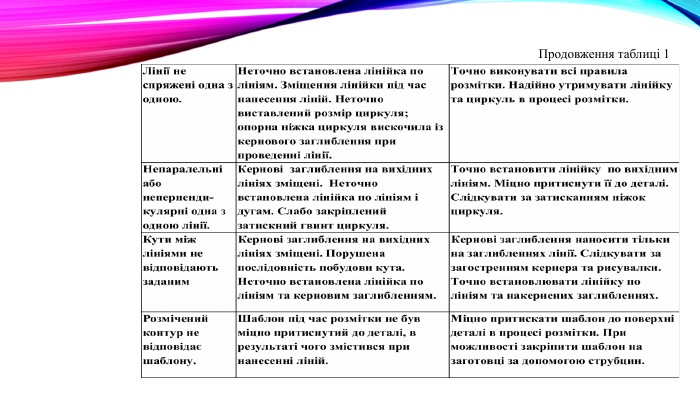
Продовження таблиці 1
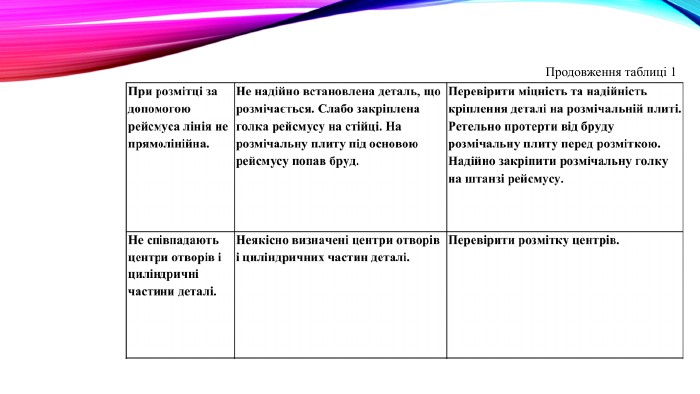
Продовження таблиці 1
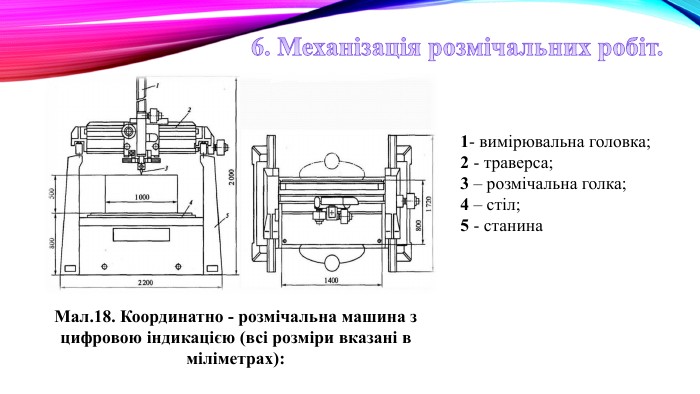
6. Механізація розмічальних робіт. Мал.18. Координатно - розмічальна машина зцифровою індикацією (всі розміри вказані в міліметрах):1- вимірювальна головка; 2 - траверса; 3 – розмічальна голка; 4 – стіл; 5 - станина

Мал.19. Координатно - розмічальна машина длямалогабаритних деталей (всі розміри вказані в міліметрах): 1 - вимірювальна головка; 2 - траверса; 3 – розмічальна голка; 4 - стіл;5 - станина

про публікацію авторської розробки
Додати розробку