Технологія нарізування різьби

ПТУ ВП РАЕС ДП НАЕК «Енергоатом»Вараш – 2023р. Підготовила:майстер в/н Матвійчук О. С. Технологія нарізування різьби
Технологія нарізування різьби. Інструменти. Різьбу нарізують на свердлильних і спеціальних різьбонарізних верстатах, а також вручну. При ручній обробці металів внутрішню різьбу нарізують мітчиками, а зовнішню — плашками. Мітчик складається з робочої частини і хвостовика. Робоча частина — це гвинт з кількома поздовжніми канавками. Вона призначена для безпосереднього нарізування різьби. Робоча частина, в свою чергу складається із забірної (різальної) і напрямної (калібруючої) частин. Забірна частина виконує основну роботу при нарізуванні різьби і виготовляється звичайно у вигляді конуса. Калібруюча частина, як видно з самої назви, направляє мітчик і калібрує отвір.2
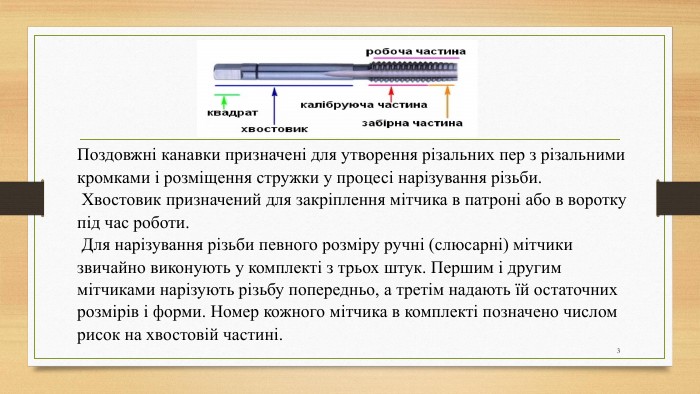
Поздовжні канавки призначені для утворення різальних пер з різальними кромками і розміщення стружки у процесі нарізування різьби. Хвостовик призначений для закріплення мітчика в патроні або в воротку під час роботи. Для нарізування різьби певного розміру ручні (слюсарні) мітчики звичайно виконують у комплекті з трьох штук. Першим і другим мітчиками нарізують різьбу попередньо, а третім надають їй остаточних розмірів і форми. Номер кожного мітчика в комплекті позначено числомрисок на хвостовій частині.3
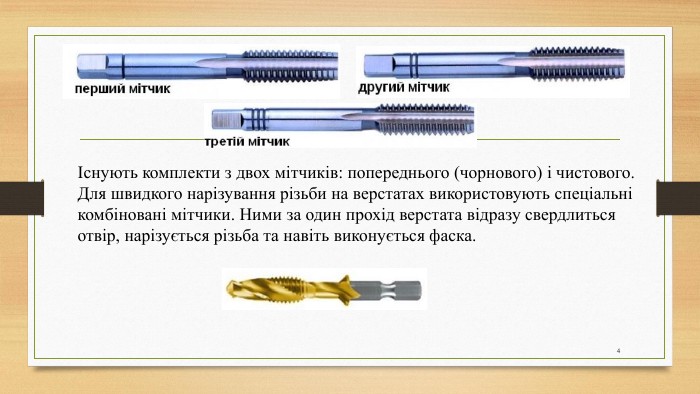
Існують комплекти з двох мітчиків: попереднього (чорнового) і чистового. Для швидкого нарізування різьби на верстатах використовують спеціальні комбіновані мітчики. Ними за один прохід верстата відразу свердлиться отвір, нарізується різьба та навіть виконується фаска.4
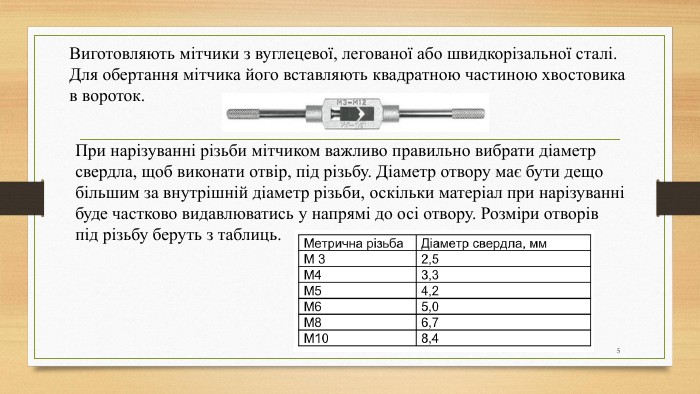
Виготовляють мітчики з вуглецевої, легованої або швидкорізальної сталі. Для обертання мітчика його вставляють квадратною частиною хвостовика в вороток. При нарізуванні різьби мітчиком важливо правильно вибрати діаметрсвердла, щоб виконати отвір, під різьбу. Діаметр отвору має бути дещобільшим за внутрішній діаметр різьби, оскільки матеріал при нарізуваннібуде частково видавлюватись у напрямі до осі отвору. Розміри отворівпід різьбу беруть з таблиць.5
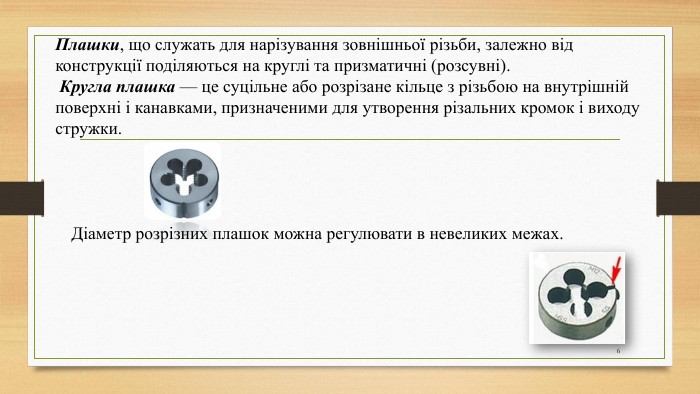
Плашки, що служать для нарізування зовнішньої різьби, залежно відконструкції поділяються на круглі та призматичні (розсувні). Кругла плашка — це суцільне або розрізане кільце з різьбою на внутрішній поверхні і канавками, призначеними для утворення різальних кромок і виходу стружки. Діаметр розрізних плашок можна регулювати в невеликих межах.6
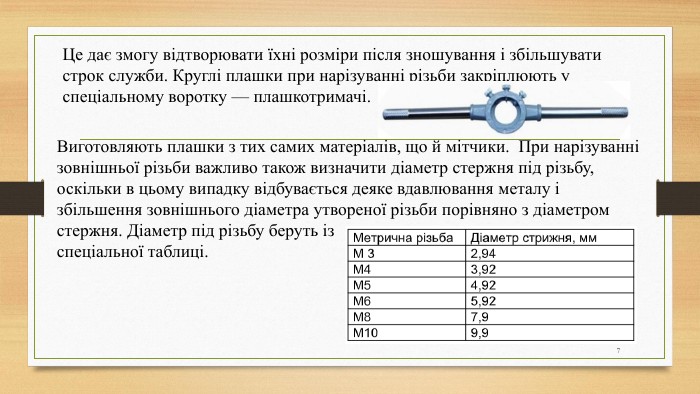
Це дає змогу відтворювати їхні розміри після зношування і збільшувати строк служби. Круглі плашки при нарізуванні різьби закріплюють у спеціальному воротку — плашкотримачі. Виготовляють плашки з тих самих матеріалів, що й мітчики. При нарізуванні зовнішньої різьби важливо також визначити діаметр стержня під різьбу, оскільки в цьому випадку відбувається деяке вдавлювання металу і збільшення зовнішнього діаметра утвореної різьби порівняно з діаметром стержня. Діаметр під різьбу беруть із спеціальної таблиці.7

В майстернях користуються наборами різьбонарізних інструментів.8

Технологія нарізування різьби: способи нарізування різьби. Після свердління отвору та утворення фаски під різьбу деталь закріплюють у лещатах таким чином, щоб вісь отвору була вертикальною. Чорновий мітчик (перший) закріплюють у воротку ставлять у отвір у вертикальному положенні – вісь отвору і вісь мітчика суміщаються (червона лінія).9

З натиском (залежить від різьби – чим менший діаметр різьби, тим менший натиск) на мітчик обертають його за годинниковою стрілкою декілька разів. Врізування проводять до тих пір, поки мітчик сам не буде входити без натиску. Крапаємо мастило на мітчик для запобігання зриву різьби. Провертаємо мітчик до 2 разів за годинниковою стрілкою. В канавках мітчика збирається стружка. Вона заважає провертати мітчик і його можна зламати. Тому приблизно півоберта назад (проти годинникової стрілки) ламає стружку і вонапотім відпадає. Перший мітчик знімає 60% металу, другий – 30%, третій – 10%. Такі комплекти застосовують для нарізування різьби з великим кроком. Так діємо до тих пір, поки не наріжемо різьбу на необхідній довжиніотвору.10
Викручуємо мітчик в зворотньому напрямку. Змінюємо мітчик на чистовий (другий, якщо комплект з двох мітчиків; або третій, якщо комплект з трьох мітчиків) і дорізаємо різьбу. Мітчик також необхідно змастити. Слід бути дуже уважним при нарізуванні внутрішньої різьби. Мітчик є досить крихким інструментом і при докладанні надмірного зусилля на рукоятки воротка може легко зламатися. Особливо це стосуєтьсямітчиків з малим діаметром різьби: М3, М4, М5, М6. Для нарізання зовнішньої різьби використовують плашки. Різьба нарізується на стрижні, як правило, виготовленого на токарно- гвинторізному верстаті. Для кращого центрування плашки (співпадання осей) на кінці стрижня виточують фаску. Оскільки плашка теж має забірну частину з неповними витками, то часто виточують канавку. Канавка дає можливість гайці повністю закручуватися.11
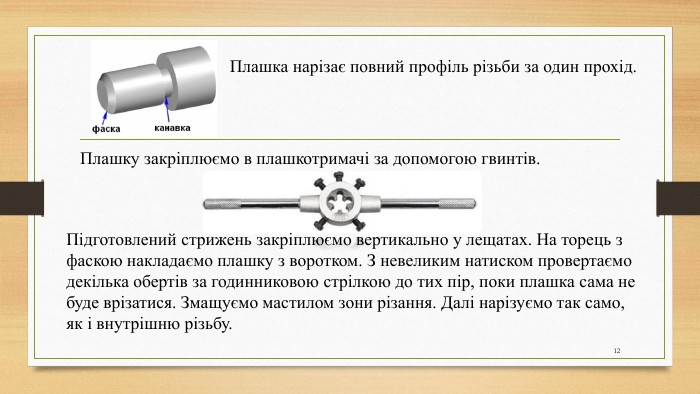
Плашка нарізає повний профіль різьби за один прохід. Плашку закріплюємо в плашкотримачі за допомогою гвинтів. Підготовлений стрижень закріплюємо вертикально у лещатах. На торець з фаскою накладаємо плашку з воротком. З невеликим натиском провертаємо декілька обертів за годинниковою стрілкою до тих пір, поки плашка сама не буде врізатися. Змащуємо мастилом зони різання. Далі нарізуємо так само, як і внутрішню різьбу.12
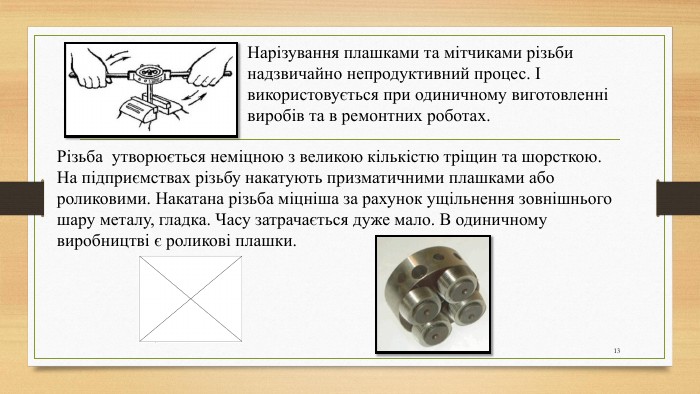
Різьба утворюється неміцною з великою кількістю тріщин та шорсткою. На підприємствах різьбу накатують призматичними плашками або роликовими. Накатана різьба міцніша за рахунок ущільнення зовнішнього шару металу, гладка. Часу затрачається дуже мало. В одиничному виробництві є роликові плашки. Нарізування плашками та мітчиками різьби надзвичайно непродуктивний процес. І використовується при одиничному виготовленні виробів та в ремонтних роботах. 13

14 Типові вироби з різьбою, їх призначення (0)У сучасному машинобудуванні велике значення мають різьбові з’єднання. Як приклад на рисунку показано типові вироби з кріпильною метричною різьбою: гвинти, шпильки, гайки, болти. Типові вироби з кріпильною різьбою
15 Різьби класифікуються за багатьма ознаками: видом профілю гвинтової поверхні; формою поверхні, на якій утворені різьби; кількістю заходів; напрямком гвинтової лінії тощо. У залежності від напрямку гвинтової лінії різьби поділяються на праві та ліві. У правої різьби підйом різьби відбувається за годинниковою стрілкою, а у лівої – проти годинникової стрілки. Різьби застосовуються для рознімного зєднання деталей машин, для точнихпереміщень у вимірювальних приладах і металорізальних верстатах, дляперетворення обертового руху на прямолінійний, для геометричних зєднаньтрубопроводів. Експлуатаційні вимоги до різьб залежать від призначення нарізних зєднань. Для кріпильних різьб загального застосування головне значення мають міцність з’єднань і збереження щільності стику в процесі тривалої експлуатації. До кріпильної різьби належить метрична різьба, яка, в свою чергу, поділяється на різьбу із великим і дрібним кроком, а також дюймова різьба.

16 Крок метричних різьб вимірюють у міліметрах. Позначення основної різьби: літера М; діаметр різьби; позначення поля допуску діаметра різьби. Позначення різьби з дрібним кроком: літера М; діаметр різьби; крок різьби через знак множення; позначення поля допуску діаметра різьби. Ліва різьба позначається літерами LH. Утворення гвинтової лінії та гвинтовоїповерхні. Класифікація різьб (0)Утворення гвинтової лінії. Якщо ми виріжемо з паперу прямокутнийтрикутник у якого катет АВ дорівнює довжині обводу циліндра, і накрутимо його на поверхню циліндра, то катет АВ обернеться навколо циліндра один раз, а гіпотенуза АС утворить криву на його поверхні, що називається гвинтовою лінією. Кут, під яким піднімається гвинтова лінія, називається кутом підйомугвинтової лінії.
17 Гвинтова лінія (різьба) може бути правою і лівою, залежно від напрямупідйому витків на циліндричній поверхні. До гвинтових поверхонь відносяться: гвинтовий циліндроїд; прямий і похилий (архімедов) гелікоїд; евольвентний розгорнутий гелікоїд – утворюється в тому випадку, якщотвірна лінія при рухові буде у всіх своїх положеннях дотичною доциліндричної гвинтової лінії. Нерозгорнутий гелікоїд обмежує поверхнютрикутної нарізі. Гвинтові поверхні знаходять широке використання в техніці. Побудова гвинтової поверхні на кресленику починається з побудовигвинтової лінії.

18 Кріпильна різьба. Види кріпильних різьб (0)Кріпильні різьби застосовують у деталях різьбових з’єднань. Залежно від форми поверхні, на якій нарізана різьба, розрізняють циліндричні та конічні різьби. В основному використовуються циліндричні кріпильні різьби. Конічну різьбу застосовують у випадках, коли треба забезпечити герметичність з’єднання. Кріпильні різьби бувають: метричні, трубні та круглі. Метрична різьба є основною кріпильною різьбою Вона має назву метричної тому, що всі її розміри задаються в міліметрах (на відміну від мало розповсюдженої дюймової різьби, розміри якої даються в дюймах). Метрична різьба має трикутний профіль витків із кутом профілю α = 60°. Вершини витків та впадин притуплені по прямій або по дузі кола, по вершинах та впадинах утворений зазор Така конструкція полегшує обробку різьби, зменшує концентрацію напружень та запобігає пошкодженням різьби в умовах виконання складальних робіт.
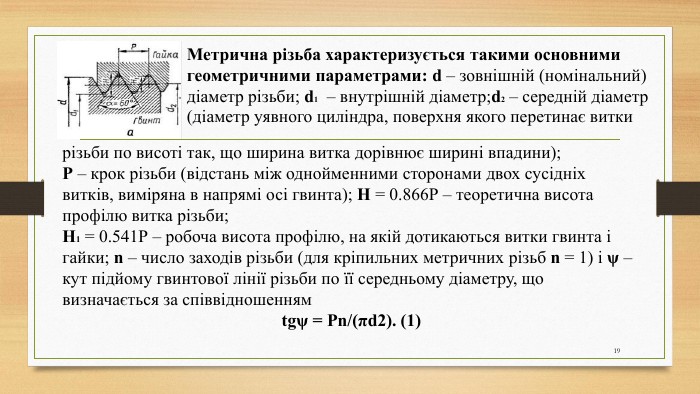
19різьби по висоті так, що ширина витка дорівнює ширині впадини);Ρ – крок різьби (відстань між однойменними сторонами двох сусідніх витків, виміряна в напрямі осі гвинта); Η = 0.866 Р – теоретична висота профілю витка різьби; Н1 = 0.541 Р – робоча висота профілю, на якій дотикаються витки гвинта і гайки; n – число заходів різьби (для кріпильних метричних різьб n = 1) і ψ – кут підйому гвинтової лінії різьби по її середньому діаметру, що визначається за співвідношеннямtgψ = Ρn/(πd2). (1)Метрична різьба характеризується такими основними геометричними параметрами: d – зовнішній (номінальний) діаметр різьби; d1 – внутрішній діаметр;d2 – середній діаметр (діаметр уявного циліндра, поверхня якого перетинає витки

20 Метричні різьби бувають з нормальним або малим кроком. Так, для різьби іззовнішнім діаметром d = 20 мм стандартами, крім різьби з нормальним кроком Ρ = 2,5 мм, передбачені різьби з малими кроками: 2; 1,5; 1,0; 0,75 і 0,5 мм. При зменшенні кроку відповідно зменшується глибина різьби та кут підйому гвинтової лінії ψ. Позначення метричної різьби: М20 – метрична різьба з нормальним кроком і зовнішнім діаметром d = 20 мм; М20 x 1,5 – метрична різьба з малим кроком витків Ρ = 1,5 мм і зовнішнім діаметром d = 20 мм. Основні геометричні параметри метричних різьб регламентовані стандартами. ГОСТ 9150–81, ГОСТ 8724–81 та ГОСТ 24705–81. Трубна різьба використовується для герметичного з’єднання труб та арматури. Ця різьба має кут профілю витків α = 55°, вершини та впадини витків закруглені і відсутній зазор між вершинами та впадинами, що надає з’єднанню деталей високу щільність.

21номінального на дві товщини стінки труби. У міжнародному стандарті для трубної різьби зберігається дюймове вимірювання. Позначення трубної різьби в технічній документації таке: Трубн. 2" кл.2 – трубна різьба із номінальним діаметром 2 дюйми за другим класом точності. Трубну різьбу можна нарізувати також на конічній поверхні для досягненнявисокої щільності з’єднання. Приклад позначення конічної трубної різьби – Κ 3/4*. Нині замість трубних різьб часто застосовують метричні різьби з малим кроком витків. Трубна різьба має малий крок витків, оскільки нарізується на трубі з малою товщиною стінки. За номінальний діаметр трубної різьби беруть внутрішній діаметр труби. Зовнішній діаметр такої різьби в дійсності більший

22 Кругла різьба зручна для виготовлення накатуванням або витисканням натонкостінних металевих та пластмасових деталях, а також відливанням начавунних, скляних, пластмасових та інших виробах. Профіль витків круглої різьби утворюється спряженими дугами кіл, а кут профілю α = 30°. Круглі різьби мають обмежене застосування, і в основному вони використовуються для деталей, що часто згвинчуються та відгвинчуються в умовах забруднення (пожежна арматура, вагонні стяжки, цоколі електроламп та ін.). Параметри круглоїрізьби регламентовані ГОСТ 6042–83.
23 Питання для самоконтролю1. Чому дорівнює кут між гранями витка у метричній різьбі? 1 балл55 градусів.33 градуси.30 градусів.60 градусів.2. Як відрізняється метрична різьба від дюймової? 1 балл. Кількістю класів точностіСистемою вимірювання. Кутом профілю. Всі варіанти вірні.3. Розшифруйте позначення метричної різьби М12-6h. 1 балл. Метрична на гайку, зовнішній діаметр 12 мм, ступінь точності 6h;Метрична на гвинті, зовнішній діаметр 12 мм, ступінь точності 6h. Метрична на гвинті, зовнішній діаметр 12 мм, ступінь точності 6h, ліва. Метрична на гайку, зовнішній діаметр 12 мм, ступінь точності 6h, права4. У якості кріпильної різьби застосовують … різьби. Виберіть правильний варіант пропущеної назви різьби яку застосовують у якості кріпильної різьби з перерахованих: 1 балл. МетричніПрямокутніТрапецеїдальні
245. Які елементи має різьба? 1 балл. Р - крок різьби, dср — середній діаметр різьби, dз - зовнішній діаметр, dв - внутрішній діаметр, кут профілю, глибина профілю t.t - крок різьби, dср — середній діаметр різьби, dз - зовнішній діаметр, dв - внутрішній діаметр, кут профілю, глибина профілю Р. Р - крок різьби, dср — середній діаметр різьби, dв - зовнішній діаметр, dз - внутрішній діаметр, кут профілю, глибина профілю t. Р - кут профілю, dср — середній діаметр різьби, dз - зовнішній діаметр, dв - внутрішній діаметр, крок різьби, глибина профілю t.6. Які з перерахованих різьб виконуються лише самогальмуючими? Виберіть правильний варіант відповіді з перерахованих 1 балл. Ходова. Прямокутна. Трапецеїдальна. Упорна. Метрична
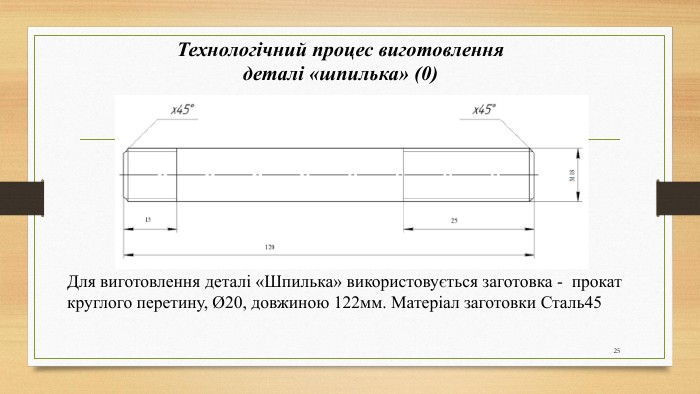
25 Технологічний процес виготовлення деталі «шпилька» (0)Для виготовлення деталі «Шпилька» використовується заготовка - прокат круглого перетину, Ø20, довжиною 122мм. Матеріал заготовки Сталь45
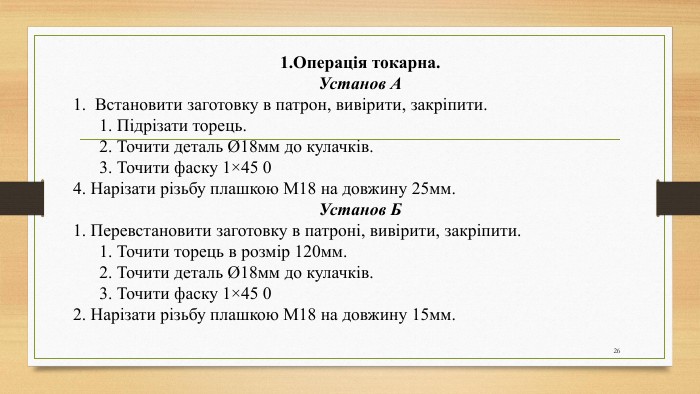
261. Операція токарна. Установ А1. Встановити заготовку в патрон, вивірити, закріпити. 1. Підрізати торець. 2. Точити деталь Ø18мм до кулачків. 3. Точити фаску 1×45 04. Нарізати різьбу плашкою М18 на довжину 25мм. Установ Б1. Перевстановити заготовку в патроні, вивірити, закріпити. 1. Точити торець в розмір 120мм. 2. Точити деталь Ø18мм до кулачків. 3. Точити фаску 1×45 02. Нарізати різьбу плашкою М18 на довжину 15мм.

27

про публікацію авторської розробки
Додати розробку