Зварювання кутових та таврових з'єднань

Зварювання кутових та таврових з'єднань в нижньому положенні шва. Підготувала майстер в/н. Пустякова А. Г.
Мета уроку:- Формування ключової компетентністі навчання впродовж життя (вміння виконувати зварювання кутових та таврових з'єднань в нижньому положенні шва)- Формування екологічної грамотності і здорового способу життя(дбайливе ставлення до інструменту та обладнання, акуратність і уважність в роботі, дотримання вимог ТБ)

Підготовка робочого місця до зварювання
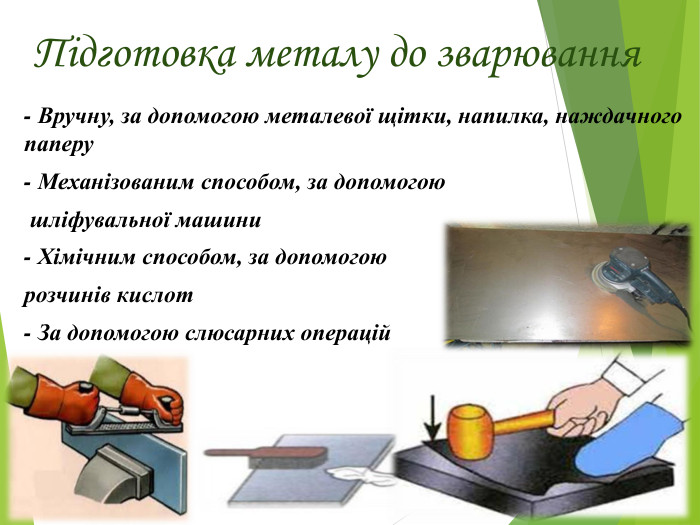
Підготовка металу до зварювання- Вручну, за допомогою металевої щітки, напилка, наждачного паперу- Механізованим способом, за допомогою шліфувальної машини- Хімічним способом, за допомогоюрозчинів кислот- За допомогою слюсарних операцій
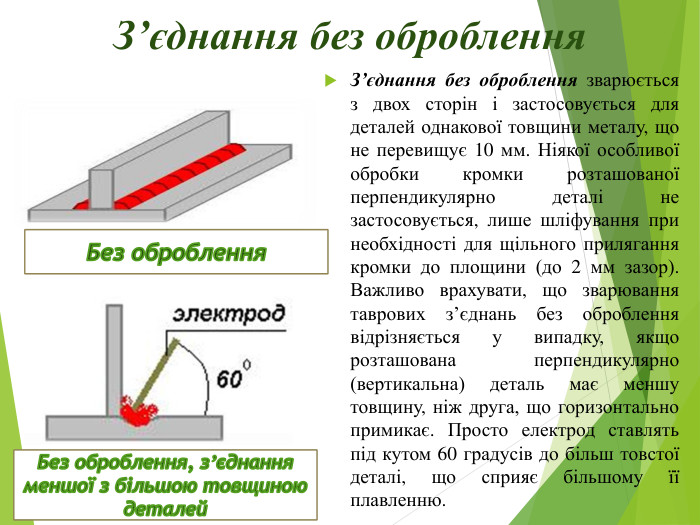
З’єднання без оброблення. З’єднання без оброблення зварюється з двох сторін і застосовується для деталей однакової товщини металу, що не перевищує 10 мм. Ніякої особливої обробки кромки розташованої перпендикулярно деталі не застосовується, лише шліфування при необхідності для щільного прилягання кромки до площини (до 2 мм зазор). Важливо врахувати, що зварювання таврових з’єднань без оброблення відрізняється у випадку, якщо розташована перпендикулярно (вертикальна) деталь має меншу товщину, ніж друга, що горизонтально примикає. Просто електрод ставлять під кутом 60 градусів до більш товстої деталі, що сприяє більшому її плавленню. Без оброблення. Без оброблення, з’єднання меншої з більшою товщиною деталей
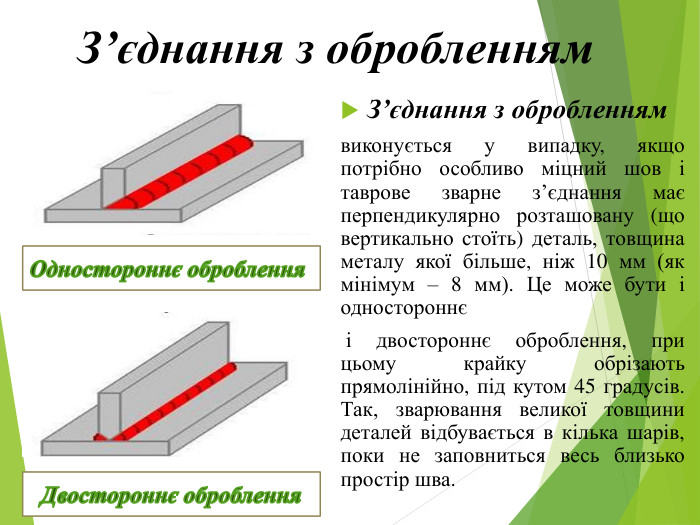
З’єднання з обробленням З’єднання з обробленням виконується у випадку, якщо потрібно особливо міцний шов і таврове зварне з’єднання має перпендикулярно розташовану (що вертикально стоїть) деталь, товщина металу якої більше, ніж 10 мм (як мінімум – 8 мм). Це може бути і одностороннє і двостороннє оброблення, при цьому крайку обрізають прямолінійно, під кутом 45 градусів. Так, зварювання великої товщини деталей відбувається в кілька шарів, поки не заповниться весь близько простір шва. Одностороннє оброблення. Двостороннє оброблення
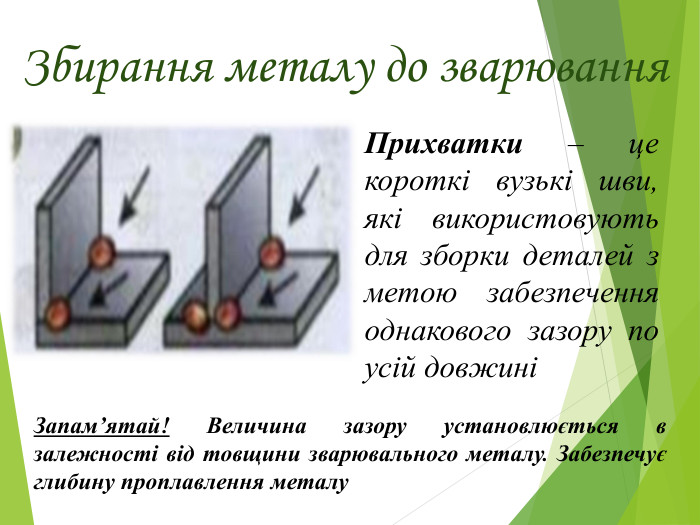
Збирання металу до зварювання Прихватки – це короткі вузькі шви, які використовують для зборки деталей з метою забезпечення однакового зазору по усій довжиніЗапам’ятай! Величина зазору установлюється в залежності від товщини зварювального металу. Забезпечує глибину проплавлення металу
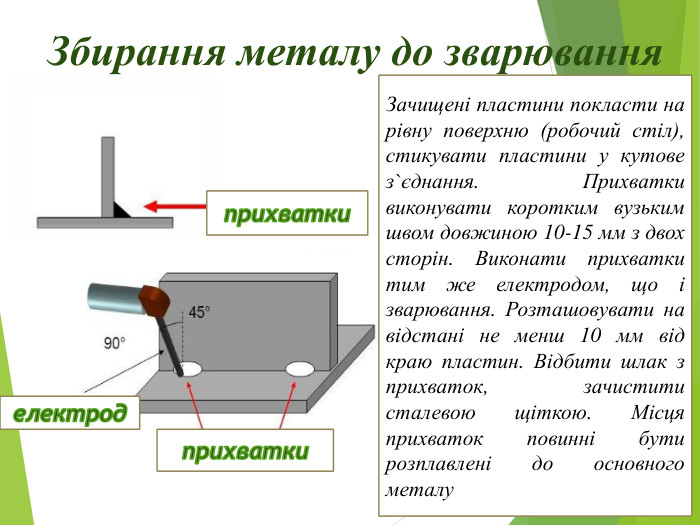
Збирання металу до зварюванняприхватки. Зачищені пластини покласти на рівну поверхню (робочий стіл), стикувати пластини у кутове з`єднання. Прихватки виконувати коротким вузьким швом довжиною 10-15 мм з двох сторін. Виконати прихватки тим же електродом, що і зварювання. Розташовувати на відстані не менш 10 мм від краю пластин. Відбити шлак з прихваток, зачистити сталевою щіткою. Місця прихваток повинні бути розплавлені до основного металуелектродприхватки
Вибір режиму зварювання Дугове зварювання контролюють ряд параметрів, а саме:- зварювальний струм- напруга дуги- швидкість зварювання- рід і полярність струму- положення шва в просторі- тип електрода і його діаметр. Силу струму при зварюванні в нижньому положенні приблизно можна визначити за формулою: I = K · D

Співвідношення товщини металу і необхідного діаметра електрода. Товщина металу, мм1-234-56-89-1213-1516 І більше. Діаметр електроду, мм1,5 -233-444-556 Значення коефіцієнту пропорційності в залежності від діаметру електроду. Діаметр електроду, мм1-234-5 Коф-т пропорційності (К), А/мм25-3030-4545-60 I = K · D = 30 · 3 = 90 А, де: I - сила струму; D - діаметр електрода; K - коефіцієнт, см таблицю. Сила струму менше, чим у стикового з’єднання на 10%
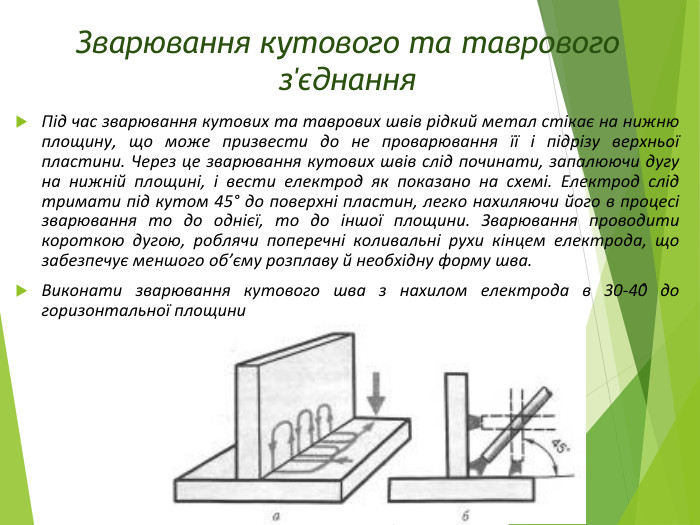
Зварювання кутового та таврового з'єднання. Під час зварювання кутових та таврових швів рідкий метал стікає на нижню площину, що може призвести до не проварювання її і підрізу верхньої пластини. Через це зварювання кутових швів слід починати, запалюючи дугу на нижній площині, і вести електрод як показано на схемі. Електрод слід тримати під кутом 45° до поверхні пластин, легко нахиляючи його в процесі зварювання то до однієї, то до іншої площини. Зварювання проводити короткою дугою, роблячи поперечні коливальні рухи кінцем електрода, що забезпечує меншого об’єму розплаву й необхідну форму шва. Виконати зварювання кутового шва з нахилом електрода в 30-40̊ до горизонтальної площини
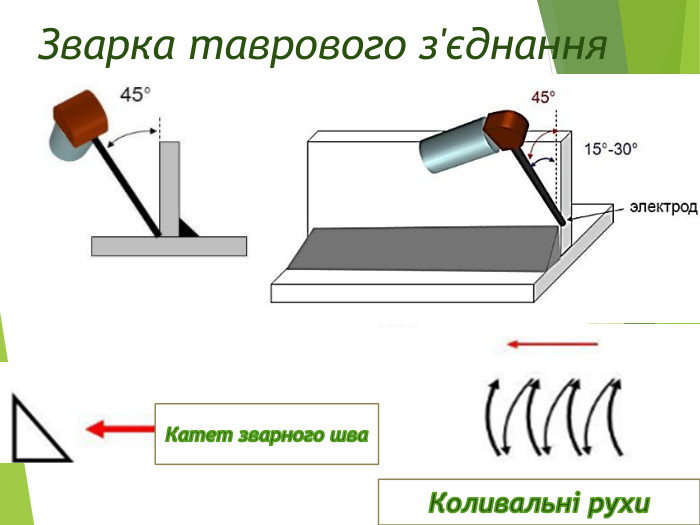
Зварка таврового з'єднання. Коливальні рухи. Катет зварного шва
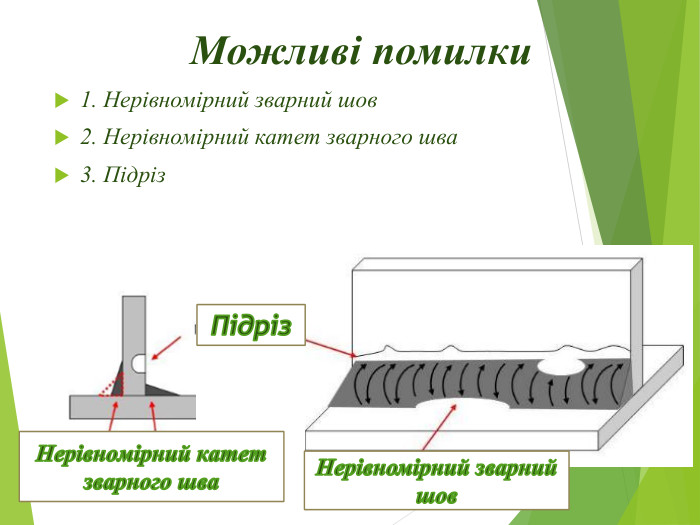
Можливі помилки1. Нерівномірний зварний шов2. Нерівномірний катет зварного шва3. Підріз. Підріз Нерівномірний катет зварного шва. Нерівномірний зварний шов
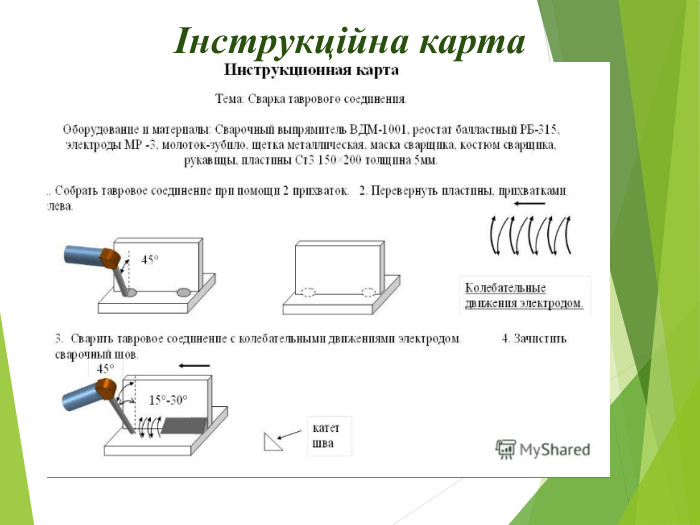
Інструкційна карта
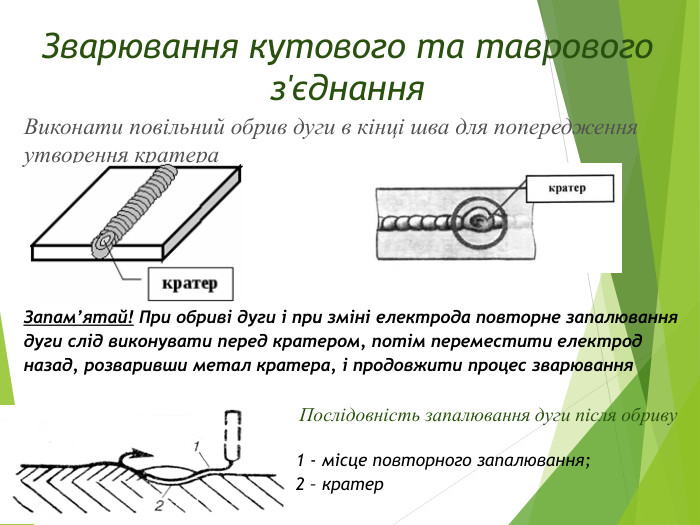
Зварювання кутового та таврового з'єднання. Виконати повільний обрив дуги в кінці шва для попередження утворення кратера. Запам’ятай! При обриві дуги і при зміні електрода повторне запалювання дуги слід виконувати перед кратером, потім переместити електрод назад, розваривши метал кратера, і продовжити процес зварювання Послідовність запалювання дуги після обриву1 - місце повторного запалювання; 2 – кратер

Заварка кратера

Контроль якості шва. ВІДБИТИ молотком та щіткою ЗАЧИСТИТИ шлак на зварному шві і на основному металіЗапам’ятай! Відбивай та зачищай зварний шов від шлаку в захисних окулярах з простим склом

Контроль за якістю виконання зв.шва. ЗДІЙСНИТИ контроль якості зварного шва зовнішнім оглядом та обміром
Технологічний процес зварювання кутових та таврових з'єднань в нижньому положенні шва1. Підготовка робочого місця к зварюванню;2. Підготовка металу до зварювання;3. Збирання металу до зварювання;4. Вибір режиму зварювання;5. Технологія виконання зварювання кутових та таврових з'єднань в нижньому положенні шва;6. Контроль за якістю виконання зварного шва
Дякую за увагу!

про публікацію авторської розробки
Додати розробку