«Конструкція, підготовка до роботи, технічне обслуговування зварювального напівавтомату EDON Smart MIG-280»
ДПТНЗ «Першотравенський гірничий ліцей»
Методична розробка за темою
«Конструкція, підготовка до роботи, технічне обслуговування зварювального напівавтомату EDON Smart MIG-280»

Майстер виробничого навчання Слоньова Лариса Вікторівна
АНОТАЦІЯ
При вивченні модулю Модуль ЕАНМ – 2.2.2 «Виконання робіт з обслуговування установок для автоматичного та напівавтоматичного зварювання» учнями профтехосвіти за фахом «Електрогазозварник. Електрозварник на автоматичних та напівавтоматичних машинах» майстри виробничого навчання стикаються в різноманітністю обладнання. Необхідна інструкційно-технологічна документація потрібна для ознайомлення з конструкцією, технічним обслуговуванням, підготовкою до роботи обладнання - зварювального напівавтомату EDON Smart MIG-280.Данною методичною розробкою може користуватися майстер виробничого навчання та учні при вивченні модулю ЕАНМ – 2.2. Роботи з обслуговування установок для автоматичного та напівавтоматичного зварювання.
Зміст
1.Конструкція напіавтомату EDON Smart MIG-280.
2. Як працює напівавтомат.
3. Правила встановлення зварювального дроту.
4. Різновиди роликів подачі дроту для напівавтомата. Підбір роликів в залежності від матеріалу дроту
5. Щоденне технічне обслуговування обладнання для напівавтоматичного зварювання.
6. Вимоги безпеки до процесів зварювання у вуглекислому газі і сумішах газів.
7.Інструкційно-технологічні картки «Підготовка зварювального напівавтомата (MIG/MAG) до роботи», «Встановлення касети з дротом у зварювальний напівавтомат (MIG/MAG)».
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 СТРУКТУРА ПАНЕЛІ ІНВЕРТОРНОГО ЗВАРЮВАЛЬНОГО АПАРАТА
СТРУКТУРА ПАНЕЛІ ІНВЕРТОРНОГО ЗВАРЮВАЛЬНОГО АПАРАТА
![]()
![]()
![]()

![]()
 СТРУКТУРА ПАНЕЛІ ІНВЕРТОРНОГО ЗВАРЮВАЛЬНОГО АПАРАТА
СТРУКТУРА ПАНЕЛІ ІНВЕРТОРНОГО ЗВАРЮВАЛЬНОГО АПАРАТА
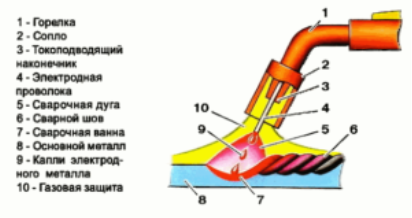
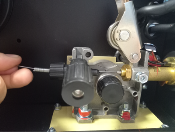
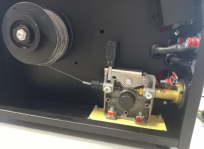
Комплект працюючого агрегату складається з декількох вузлів:
- основний блок, що складається з трансформатор для подачі живлення і механізму, що подає дріт;
- шланг або зварювальний рукав для напівавтомата
- пальник напівавтоматичного зварювання, всередину якої поміщається дріт
- струмопровідний наконечник для напівавтомата – його зазвичай називають соплом для напівавтоматів
- система подачі інертного газу

ЯК ПРАЦЮЄ НАПІВАВТОМАТ
Зрозуміти принцип роботи зварювального напівавтомата нескладно. У процесі обробки на зварюваний ділянку подається безперервно електродний дріт. Тому майстру не потрібно постійно ставити нові електроди. Під дією електричного струму оброблювані поверхні нагріваються і деформуються. В суміші газів між електродом і металом утворюється електричний розряд. Якість шва поліпшується за рахунок інертного газу, що запобігає утворенню оксидів. Не завжди використовуються газові балони. Іноді застосовується техніка варення без аргону. Вибір тієї чи іншої методики залежить від можливостей робочого обладнання.
Важливо. Напівавтоматичним метод зварювання називається тому, що дріт подається автоматично, а контроль подачі і, власне, процес зварювання здійснюється зварювальником вручну.
Так само як і в ручного дугового зварювання, напівавтоматичний апарат має два полюси: позитивний і негативний. Вибір полярності підключення залежить від зварюваного металу. Один затискач кріпиться до деталі, інший подається до змінним контакту зварювального пальника.
Важливо. У ролі зварювального контакту виступає наконечник, до якого підключений до джерела живлення від основного блоку.
Силу струму підбирають відповідно до характеристиками оброблюваного матеріалу. Зазвичай професіонали користуються спеціальними таблицями для розрахунку або дотримуються рекомендацій виробника агрегату. Швидкість подачі задається за допомогою коробки передач або шестерні.
Газові напівавтомати працюють з інертним або вуглекислим газом. Завантажується зварювальний дріт для напівавтомата з вмістом магнію і кремнію, яка розплавляється і потрапляє на зварюваний ділянку. Одночасно подається газ, що захищає металеву деталь і електрод від негативного впливу кисню.
У випадку з апаратурою для флюсового дроту, газ не потрібен.
Флюс – це особливий порошкоподібний склад, що знаходиться в серцевині дроту. За своїм складом він близький до обмазці електродів. У процесі зварювання напівавтомат флюс згоряє і утворюється газ, який нейтралізує шкідливий вплив повітря. Використовуватися можуть різні види дроту.
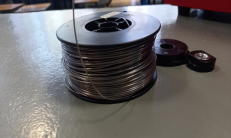
Правила встановлення зварювального дроту.
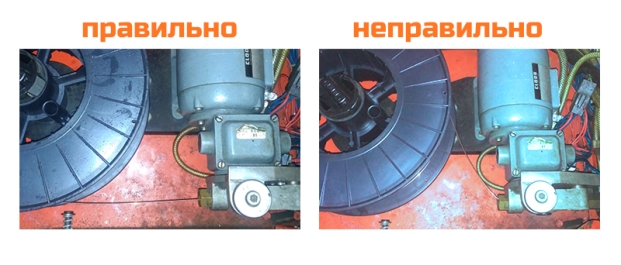
- По-перше, необхідно оглянити касету (каркас) з дротом на предмет пошкоджень – касета з тріщиною або зламаний каркас можуть призвести до смикання дроту під час зварювання або до повної зупинки подавання дроту і, у найгіршому випадку, до пошкодження (оплавлення) зварювального накінечника. У разі можливості усуньте смикання дроту дрібним ремонтом касети (каркасу).
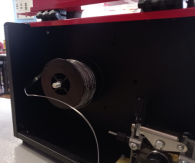
- При встановленні касети (каркасу) з дротом на гальмівний пристрій правильно зорієнтуйте положення дроту стосовно приймального пристрою механізму подачі.
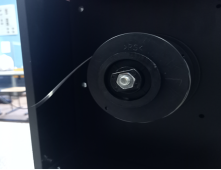
- Сумістіть штифт на гальмівному пристрої з трубчастим фіксатором на котушці, встановіть котушку таким чином, щоб трубчастий фіксатор котушки надівся на штифт тормозного пристрою.
-
Перевірте, щоб розмір робочої канавки ролика подачі співпадав з діаметром дроту і, у разі необхідності встановіть ролик з потрібною канавкою (або переверніть встановлений). *Нагадуємо, що у апаратах Jasic робочою є канавка, що розташовується найбільш близько до двигуна подачі дроту (дальша від зварювальника).
- Напильником заокругліть гострий кінець дроту.
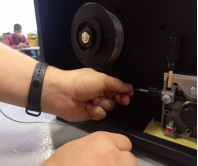
- Руками протягніть дріт у приймальний пристрій механізму подачі і далі у капілярну трубку, а потім і у сам пальник. Таким чином проштовхніть дріт сантиметрів на 30-40 всередину зварювального пальника.
- Вставте вилку напівавтомата у розетку і увімкніть його.
- Зніміть з пальника сопло і накінечник.
- Натисніть і тримайте кнопку заправлення дроту на напівавтоматі (повинен увімкнутися механізм подачі дроту).
- Дочекайтеся поки дріт пройде усього пальника і вийде з гусака, після чого відпустіть кнопку заправлення дроту.
- Надіньте і щільно затягніть накінечник необхідного діаметру і типорозміру. Надіньте сопло. Обріжте частину дроту, що виступає, на відстані 10-15 мм від сопла.
- Відрегулюйте зусилля притискання дроту за допомогою притискача, використовуючи достатньо простий спосіб: загніть кільцем кінець дроту і, утримуючи його на відстані біля 10 см від Вашої долоні (обов’язково у рукавиці), запустіть подавання. Дріт повинен вільно рухатися без збоїв, скручуватися кільцем і не зісковзувати з ролика подачі. У випадку зісковзування дроту з ролика або проковзування ролика дротом збільшіть зусилля притискання на ручці-фіксаторі. *Не рекомендовано встановлювати свідомо занадто велике зусилля притискання дроту. Це призводить до підвищеного зносу роликів подачі дроту, спіралей (боуденів) та накінечника у пальнику.
- Нанесіть на внутрішню частину сопла і накінечник захисне покриття від налипання бризок за допомогою спеціального спрею, або, після нетривалого зварювання (для нагрівання пальника) і очищення – за допомогою спецільної пасти.
Виконання цієї процедури знизить ризик виникнення затримок під час зварювання пов’язаних із нестабільною подачею дроту, і відповідно, втрат часу на усунення цих затримок.
 Різновиди роликів подачі дроту для напівавтомата.
Різновиди роликів подачі дроту для напівавтомата.
Підбір роликів в залежності від матеріалу дроту
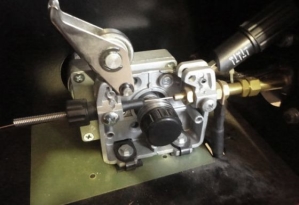
Під час зварювання напівавтоматом дуже часто недооцінюють такий важливий параметр роботи, як правильне подавання дроту. За цей такий тонкий і непомітний момент відповідає механізм подачі дроту вцілому і ролики подачі дроту зокрема. Якщо дріт подається в зону зварювання рівномірно, без ривків та зам’ять, то отримаємо зварний шов стабільно високої якості.
За конструкцією і зовнішнім виглядом ролики подачі дроту для напівавтоматів бувають дуже великої кількості модифікацій, незмінним лишається лише матеріал для їхнього виготовлення – зміцнена вуглецева конструкційна сталь.
Призначення роликів у напівавтоматі – це транспортування дроту від касети у механізмі подачі безпосередньо до зони зварювання. За принципом руху дроту можна виділити такі способи транспортування:
- проштовхування дроту через пальник
- протягування дроту через пальник
- комбінація проштовхування і протягування
Незалежно від принципу роботи, тобто тягне цей механізм, чи штовхає, конструкція ролика в обох випадках однакова, різниця лише у розмірах. Коли дріт проходить по пальникові, створюється зусилля, яке гальмує його рух і мета пристрою подачі – це зусилля подолати. Вузол, що відповідає за передавання зусилля від двигуна до дроту – це і є ролик подачі.
Основний критерій, за яким підбирається ролик – це матеріал зварювального дроту. Під час роботи дріт розташовується у канавці ролика подачі і фіксується зверху притискним роликом. Зусилля притискання регулюється спеціальною ручкою, і його величина залежить від матеріалу, з якого виготовлений дріт.
Бувають ролики з наступними профілями канавки:
- V-подібна
- U-подібна
- U-подібна з насічками
Ролик подачі дроту з V-подібною канавкою у комбінації з пласким притискним роликом використовується при роботі жорстким сталевим дротом (нержавіючим, низьколегованим і т.ін.), який відрізняється міцністю і дуже мало піддається деформації.
Ролик подачі дроту з U-подібною канавкою і притискний ролик також з U-подібною канавкою – це комплект для роботи з м’яким дротом з алюмінію та його сплавів. Міцність такого дроту значно менша ніж у сталевого, він легко деформується механізмом подачі. Тому дуже важливо використовувати правильний ролик і знизити зусилля притискання, щоб не пошкодити геометрію дроту.
Ролик подачі дроту і притискний ролик з U-подібною канавкою з насічками застосовують для зварювання порошковим дротом. Також допустиме застосування:
ролика подачі дроту з U-подібною канавкою з насічками і плоского притискного ролика
ролика подачі дроту з U-подібною канавкою і притискного ролика з U-подібною канавкою
ролика подачі дроту з U-подібною канавкою і плоского притискного ролика
Таке розподілення пов’язане з тим, що порошковий дріт – це порожниста трубка з тонкими металевими стінками, всередині заповнена флюсом у порошку. Якщо для зварювання таким дротом використовувати ролик з V-подібною канавкою, то він відразу деформується, і зварювання стане неможливим, оскільки дріт просто не пройде у отвір накінечника пальника. Для роботи порошковим дротом рекомендується застосовувати апарати з механізмом подачі на 4 ролики.
Ще один параметр підбору ролика – це кількість канавок, яких може бути одна або дві. Ролик з однією канавкою використовується для роботи одним діаметром дроту або ж може бути універсальним для двох суміжних діаметрів, маркування на такі ролики, як правило, наноситься на бічну сторону ролика. Ролики з двома канавками маркуються з обох боків в залежності від того, який діаметр дроту використовується. При встановленні ролика з двома канавками до механізму слід пам’ятати, що робочою є та канавка, що ближче розташована до двигуна. Якщо ролик встановлений неправильно, то порушується стабільність подавання дроту і велика вірогідність того, що зварювальний шов буде бракованим.
Правильно підібраний ролик для подавання дроту – запорука швидкого і якісного виконання зварювальних робіт.
Щоденне технічне обслуговування обладнання для напівавтоматичного зварювання
Регулярне та ретельне технічне обслуговування є однією з основних умов для тривалого терміну експлуатації та безвідмовного функціонування зварювального напівавтомату.
Технічне обслуговування обладнання можна поділити на дві категорії: щоденне та періодичне. Щоденне обслуговування проводиться, як витікає із самої назви, кожного дня при підготовці напівавтомату до роботи та є досить простим.
Щоденне обслуговування включає в себе:
1. Перевірку всіх з'єднань на обладнанні (особливо силових зварювальних роз'ємів). Якщо має місце окислення контактів, видаліть його за допомогою наждачного паперу;
2. Перевірте цілісність ізоляції всіх кабелів. Якщо ізоляція пошкоджена, виконайте ремонтну ізоляцію місця пошкодження або замініть кабель;
3. Очистіть від пилу і бруду вентиляційні решітки обладнання;
4. Перевірте надійність підключення обладнання до електричної мережі.
Намагайтеся постійно слідкувати за чистотою зварювального обладнання, видаляйте пил з корпусу за допомогою чистої і сухої тканини. Не допускайте потрапляння в апарат крапель води, пару та інших рідин. Постійно стежте за станом пальника та знімайте з нього бризки металу. Щоденно перевіряйте стан наконечників пальника і в міру їхнього зносу, виконуйте заміну зношених наконечників на нові.
Вимоги безпеки до процесів зварювання у вуглекислому газі і сумішах газів
1. Сопло тримача напівавтомата для зварювання в середовищі вуглекислого газу повинно бути ізольоване від струмопровідної частини пальника.
2. У пальнику повинен бути передбачений додатковий вентиль для перекривання газу після припинення процесу зварювання.
3. Майданчик, де встановлюється контейнер (посудина-нагромаджувач) зі зрідженим газом, повинен мати металеве огородження на відстані не менше одного метра.
4. У разі використання в якості посудини-нагромаджувача транспортних автоцистерн майданчик повинен бути обладнаний тельфером відповідної вантажопідйомності для обслуговування автоцистерн.
5. Для захисту контейнера на відкритому повітрі від прямих сонячних променів і опадів контейнер повинен встановлюватися під навісом.
6. Вимоги безпеки до процесів зварювання під час роботи з вуглекислим газом
7. Температура повітря в приміщенні для роботи з вуглекислим газом не повинна перевищувати 25 -0C.
8. На майданчику подавання захисного газу до зварювальних постів повинно бути не більше 20 балонів. В разі заміни порожніх балонів на заповнені необхідно закривати вентилі використаних балонів і колектора. Не дозволяється пропускання газу в місцях з'єднань.
Усунення нещільностей необхідно здійснювати при закритих вентилях балонів за відсутності в системі тиску.
На майданчику подавання захисного газу не дозволяється розміщувати сторонні предмети і горючі речовини.
9. У разі централізованого постачання на зварювальні пости вуглекислого газу від контейнерів або рампової системи підігрівання трубопроводів повинно здійснюватися гарячою водою або парою.
10. Не дозволяється під час відбирання газу з контейнера проводити ремонтні операції, відігрівати труби й апарати відкритим вогнем, здійснювати різкі перегини гнучких сполучних шлангів, підтягувати з'єднання під тиском.
11. Під час зварювання на відкритих майданчиках (поза виробничим приміщенням) взимку балони з вуглекислим газом для запобігання замерзанню повинні встановлюватися в спеціальних утеплених приміщеннях.
12. Не дозволяється відігрівати замерзлий балон (або редуктор) з вуглекислим газом полум'ям пальника, струменем пари.
Для відігрівання балона з вуглекислим газом (або редуктора) необхідно припинити відбирання газу з балона, внести його в тепле приміщення з температурою 20-25 -0C і залишити його для відігрівання.
Дозволяється відігрівати замерзлий редуктор водою з температурою не більше 25 -0C.
13. Не дозволяється розбирати і виконувати ремонт вентилів балонів і редукторів на робочому місці.
14. Для запобігання замерзанню балона з вуглекислим газом в редукторі в зимовий період перед редуктором повинен бути встановлений підігрівач.
Вимоги безпеки до процесів зварювання в інертних газах
1. Зварювання металів в інертних газах повинно виконуватися плавкими та неплавкими (вольфрамовими) електродами.
2. Під час виконання зварювання металів в інертних газах для збудження дуги повинно використовуватися джерело живлення з підвищеною напругою холостого ходу або додаткове джерело живлення з високою напругою (осцилятор) для забезпечення стабільності дугового розряду.
3. Електропроводи і трубки для газу і води, які з’єднують пістолет-пальник із шафою з електроапаратурою, повинні мати достатню гнучкість.
4. Гнучкий металевий шланг для направлення зварювального дроту з касети в пістолет-пальник шлангового напівавтомата повинен бути покритий електроізоляційним матеріалом.
Вимоги безпеки до процесів зварювання в аргоні
1. Для виконання аргонодугового зварювання постійним і змінним струмом повинні використовуватися плавкі та неплавкі електроди.
2. При ручному аргонодуговому зварюванні кінець вольфрамового електрода повинен бути заточений на конус. Довжина заточки повинна дорівнювати двом-трьом діаметрам електрода.
3. Дуга повинна запалюватися на спеціальній вугільній пластині. Не дозволяється запалювати дугу на основному металі.
4. Під час експлуатації контейнера зі зрідженим аргоном необхідно:
спорожнювати контейнер тільки за допомогою випарника;
від’єднувати шланги після повного випару аргону;
унеможливлювати потрапляння рідкого аргону на шкіру працівника.
Під час від'єднання шлангів працівникам не дозволяється стояти навпроти контейнера.
Не дозволяється здійснювати підтягування болтів і сальників на вентилях і трубопроводах, які знаходяться під тиском
ІНСТРУКЦІЙНО-ТЕХНОЛОГІЧНА КАРТА
Підготовка зварювального напівавтомата (MIG/MAG) до роботи
|
Найменування робіт |
Ескіз |
Інструкційні та технологічні вказівки |
|
Перевірити цілістність кабелю з затискачем заземлення |
|
Якщо ізоляція пошкоджена, виконайте ремонтну ізоляцію місця пошкодження або замініть кабель |
|
Підключити кабель маси до гнізда |
|
Варто запам’ятати, робота флюсовим дротом повинна виконуватися струмом прямої полярності (на виріб подається плюс) – це обумовлено необхідністю в більшій потужності для плавлення порошкового дроту. |
|
Інтерфейс перетворення підключаємо до гнізда |
|
Варто звернути увагу на те, що крім явних плюсів використання, є і мінуси: при зварюванні флюсовим дротом зазвичай утворюється хмара диму, що ускладнює візуальний контроль процесу. |
|
Підключити зварювальний напівавтомат до мережі |
|
Перевірте надійність підключення обладнання до електричної мережі. |
|
Налаштування зварювального напівавтомата |
|
Встановити необхідний режим зварювання на панелі управління. Вибираємо на панелі тип зварювання – безгазовий Вибираємо діаметр зварювального дроту – 0,8 мм У напівавтоматичному зварюванні існує пряма залежність між силою струму і швидкістю подачі дроту – чим вище струм, тим вище швидкість подачі дроту і навпаки – чим повільніше подача дроту, тим нижче сила струму. |





ІНСТРУКЦІЙНО-ТЕХНОЛОГІЧНА КАРТА
Встановлення касети з дротом у зварювальний напівавтомат (MIG/MAG)
|
Найменування робіт |
Ескіз |
Інструкційні та технологічні вказівки |
|
Оглянути касету (каркас) з дротом на предмет пошкоджень |
|
Касета з тріщиною або зламаний каркас можуть призвести до смикання дроту під час зварювання або до повної зупинки подавання дроту і, у найгіршому випадку, до пошкодження (оплавлення) зварювального наконечника. |
|
Встановлення касети (каркасу) з дротом на гальмівний пристрій |
|
Правильно зорієнтуйте положення дроту стосовно приймального пристрою механізму подачі |
|
Сумістіть штифт на гальмівному пристрої з трубчастим фіксатором на котушці. |
|
Встановіть котушку таким чином, щоб трубчастий фіксатор котушки надівся на штифт тормозного пристрою. |
|
Руками протягніть дріт у приймальний пристрій механізму подачі |
|
Руками протягніть дріт у приймальний пристрій механізму подачі і далі у капілярну трубку, а потім і у сам пальник |
|
Руками протягніть дріт у приймальний пристрій механізму подачі |
|
Таким чином проштовхніть дріт сантиметрів на 30-40 всередину зварювального пальника |
|
Перевірте, щоб розмір робочої канавки ролика подачі співпадав з діаметром дроту і, у разі необхідності встановіть ролик з потрібною канавкою.
|
|
Напильником заокругліть гострий кінець дроту. |
|
Руками протягніть дріт далі у капілярну трубку, а потім і у сам пальник. |
|
Вставте вилку напівавтомата у розетку і увімкніть його.
|
|
Таким чином проштовхніть дріт сантиметрів на 30-40 всередину зварювального пальника.
|
|
Зніміть з пальника сопло і накінечник |
|
Натисніть і тримайте кнопку заправлення дроту на напівавтоматі (повинен увімкнутися механізм подачі дроту).
|
|
Надіньте і щільно затягніть накінечник необхідного діаметру і типорозміру. |
|
Дочекайтеся поки дріт пройде усього пальника і вийде з гусака, після чого відпустіть кнопку заправлення дроту.
|
|
Надіньте сопло. Обріжте частину дроту, що виступає, на відстані 10-15 мм від сопла. |





про публікацію авторської розробки
Додати розробку