Лекція "Прокатні валки"

Лекція № 71
Спеціальність: «Обслуговування та ремонт обладнання металургійних підприємств»
Дисципліна: Машини і агрегати металургійних підприємств
Блок ПП.09 Машини й агрегати металургійних підприємств
План лекції 1 Прокатні валки робочих клітей
2 Матеріал валків і технологія їх виготовлення
Лекція
1 Прокатні валки робочих клітей
Валки робочих клітей поділяються на робочі та опорні.
Робочі валки - інструмент прокатного виробництва, безпосередньо здійснють пластичну деформацію металу в гарячому або холодному стані.
Опорні валки забезпечують міцність і жорсткість валковой системи.
Прокатний валок в загальному випадку складається з 3-х основних частин: бочки 1 (гладкою або з струмками калібрів), двох цапф для установки підшипників, які називаються шийками 2 і приводного кінця 3 (рис.1.1).
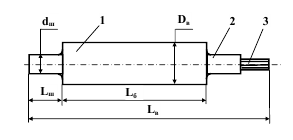
Рисунок 1.1 − Прокатний валок
У опорних валків зазвичай приводного кінця немає, оскільки привід здійснюється через робочі валки. Тільки у станів холодної прокатки з малими діаметрами робочих валків приводними доводиться робити опорні валки.
Визначальними розмірами валка є його діаметр Dв і довжина бочки Lб. Діаметр вибирається виходячи з необхідності забезпечити захоплення металу, міцність валків і їх жорсткість. З першого вимоги слідує, що:

де ∆hmax - максимально необходідне обтиснення в кліті, мм;
α - кут захоплення, рад.; α = arctg⋅ fтр ,
fтр- коефіцієнт тертя при захопленні.
У валків з струмками калібрів (рис.1.2) під Dв розуміється відстань між осями валів при прокатці (у блюмінгів - в останньому проході).
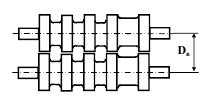
Рисунок 1.2 − Валки с калібрами
Тому у них Dв завжди більше фактичного, так званого катаючого діаметру Dк. Зазвичай Dв ≥ 1,4Dк.
При конструюванні валків прагнуть робити Dв мінімальними, тому що це зменшує зусилля і моменти прокатки, габарити і масу валків, що знижує їх вартість.
Довжина бочки Lб валків листових станів визначається максимальною шириною металу, що прокочується:
Lb=бmax+ ∆,
де Δ =100мм при b = 400…1200мм;
Δ = 200…400мм при b >1200мм.
Довжина бочки сортових валків визначається його калібруванням.
Зазвичай:
у блюмінгів −. Lб = (2,2…2,7) Dв;
в чернових клітях − Lб = (2,3…3,0) Dв;
в чистових клітях − Lб = (1,5…2,0) Dв.
Шейки валів слід робити мінімальної довжини і якомога більшого діаметру, оскільки місце переходу бочки в шийку зазвичай є найслабшим перетином валка. При установці валків на підшипниках кочення діаметр шийки виходить меншим, ніж на підшипниках ковзання, оскільки «живий перетин» цих підшипників тим більше, чим більше їх несуча здатність.
Довжина шийки визначається шириною підшипника і виходить зазвичай приблизно рівною її діаметру.
Щоб посилити небезпечний перетин в місці переходу бочки в шийку, останню виконують конічної (рис. 1.3а) або з жолобом великого радіусу (ріс.1.3б).
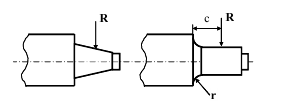
а) б)
Рисунок 1.3 − Варіанти виконання шийок валків
Приводні кінці валків виконують в залежності від виду шпинделя шліцовими (рис.1.4а), трефовими (рис.1.4б) або у вигляді лопості (рис.1.4в).
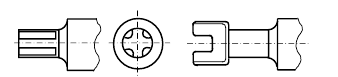
а) б) в)
Рисунок 1.4 − Приводні кінці валків
2 Матеріал валків і технологія їх виготовлення
Валки робочих клітей виготовляють з чавуну, стали та іноді, коли необхідна особливо висока твердість - з карбіду вольфраму.
Перевагою чавунних валків є їх висока зносостійкість. Однак міцність їх менше, ніж сталевих. Чавунні валки поділяються на м'які (незагартовані), напівтверді (полузакаленние) і тверді (загартовані).
М'які валки відливають з сірого чавуну в опоках з глини.
Напівтверді ллють в чавунних кокілях, зсередини обмазаних шаром глини товщиною ≈ 15мм. Завдяки цьому з'являється поверхневий вибілений шар з білого чавуну, який краще чинить опір зносу, а м'яка серцевина - напруженням вигину.
Тверді валки відливають в кокілях без футеровки їх внутрішньої поверхні, що веде до утворення твердого загартованого шару значної товщини.
М'які чавунні валки застосовуються в обтискних клітях, в чорнових клітях великосортних і рельсобалочного стану.
Напівтверді - в чорнових клітях сортових і листових станів, в чистових клітях великосортних і заготівельних станів.
Тверді - для робочих валків чистових клітей листових станів і в чистових клітях сортових станів.
Сталеві валки для станів гарячої прокатки виготовляють литими і кованими, з конструкційних вуглецевих і легованих сталей. Застосовують стали 50, 55, 55ХН, 60ХН, 4Х2МФ і т.п.
Сталеві валки застосовують в тих випадках, коли міцність чавунних недостатня. Ковані валки з вуглецевих і легованих сталей використовують в клітях обтискних, заготівельних і сортових станів, в чорнових клітях НШС і ТЛС і в якості опорних - в чистових клітях листових станів.
Валки для станів холодної прокатки зазвичай виготовляють з хромистих сталей з високою твердістю поверхні за рахунок гарту ТВЧ. Завдяки цьому стійкість валків збільшується в 2 ... 3 рази. З метою підвищення втомної (циклічної) міцності застосовують поверхневий наклеп бочок валків обкативаніем роликами. Є повідомлення про спроби підвищення стійкості валків шляхом лазерної обробки поверхні бочок.
Ефективним способом підвищення терміну служби сталевих валків є відновлення поверхні бочки після переточування електродуговим наплавленням.
Контрольні питання
- Матеріал виготовлення валків.
- На яких станах застосовують тверді, напівтверді і м'які чавунні валки?
- Технологія виготовлення чавунних валків.
- Переваги і недоліки чавунних та сталевих валків.
Література
- Целиков А.И. Машины и агрегаты металлургических предприятий, т.3, Машины и агрегаты для производства и отделки проката – М.; Металлургия, 1988, 680с.
- Королев А.А. Конструкция и расчет машин и механизмов прокатных станов - М.; Металлургия, 1985, 376с.
- Королев А.А. « Механическое оборудование прокатних цехов черной и цветной металлургии », - М., Металлургия, 1976 – 543с.

про публікацію авторської розробки
Додати розробку