Методична розробка уроку виробничого навчання з теми: «Ремонт шатунів»
ДЕРЖАВНИЙ ПРОФЕСІЙНО-ТЕХНІЧНИЙ
НАВЧАЛЬНИЙ ЗАКЛАД
«КИЇВСЬКЕ ВИЩЕ ПРОФЕСІЙНЕ УЧИЛИЩЕ
ВОДНОГО ТРАНСПОРТУ»

Методична розробка
уроку виробничого навчання
з теми: « Ремонт шатунів »
професія – моторист (машиніст), стерновий (керманич),
слюсар-ремонтник судновий
Розробив
майстер виробничого навчання I категорії
Железняков Вадим Анатолійович
Київ - 2020 рік
Тема програми: Ремонт двигунів внутрішнього згоряння судна.
Тема уроку: Ремонт шатунів.
Навчальна мета:
- навчити поєднувати теоретичні знання з слюсарної справи та суднових енергетичних установок з практичними навиками;
- відпрацьовувати уміння і навички при користуванні вимірювальним інструментом;
- навчити учнів вправам у правильному виконанні дефектування шатунів та шатунних болтів
- навчити загальним методам та способам вимірювання.
Розвиваюча мета:
- розвивати творчий характер, логічне мислення при виконанні ремонту шатунів і шатунних болтів.
Виховна мета:
- виховувати почуття відповідальності за якість виконаної роботи;
- виховувати економно використовувати матеріал;
- виховувати бережливе ставлення до інструменту;
- виховувати акуратність, уважність, любов до професії слюсаря-ремонтника.
Матеріально-технічне оснащення уроку:
- Обладнання: робочі верстаки, лещата, вимірювальні інструменти.
- Інструменти та пристрої: щітка змітка, стальна щітка, штангенциркуль, лінійка, набір щупів, шабери, наждачний папір, призма, індикатор, домкрат.
Метод: інструктивно-практичний
Міжпредметний зв’язок:
- слюсарна справа;
- допуски і технічні вимірювання;
- матеріалознавство;
- охорона праці;
- технічне креслення;
- суднові енергетичні установки.
Наочні посібники:
- Зразок готового відремонтованого шатуна.
- Зразки браку.
Структура уроку:
І. Організаційна частина (3 хв)
- привітання;
- перевірка учнів згідно списку та готовність до уроку;
- перевірка стану спецодягу;
- організація чергування.
ІІ. Вступний інструктаж (42 хв)
- Повідомлення теми та мети уроку (2 хв)
Акцентую увагу на навчальну мету уроку – практично закріпити теоретичні знання з суднових енергетичних установок, а особливо з теми ремонт двигунів внутрішнього згоряння судна.
2. Актуалізація попередніх знань учнів (5 хв)
По темі уроку “ Ремонт деталей суднового двигуна внутрішнього згоряння ”.
- Які види ремонту відносять до планово-попереджувальних?
Поточний ремонт – проводиться щорічно або раз у два роки. Виконує екіпаж або судноремонтне підприємство.
Середній ремонт – проводиться через 4-6 років. Виконує екіпаж разом з судноремонтним підприємством.
Капітальний ремонт – проводять через 12-16 років після побудови судна. Виконує судноремонтне підприємство.
- Які види ремонту відносяться до непланових?
Гарантійний ремонт – усуваються дефекти, які викликані неякісним судноремонтом.
Аварійний ремонт – усуваються пошкодження судна або його елементів, що виникли з аварійних обставин.
Підтримуючий ремонт – виконується на судні, включений у системи ППР при великому спрацюванні деталей.
- Які основні показники надійності суднових дизельних установок?
Комплексні показники надійності і техніко-економічної ефективності сучасного судна в значній степіні залежать від надійності СДУ.
Підвищення надійності суднового енергетичного обладнання пов’язано з: безвідмовністю, ремонтнопридатнісь і довговічність.
- Що розуміється під безвідмовністю обладнання СДУ?
Безвідмовність характеризує здібність СДУ або будь-якого його механізма зберігати працездатність протягом визначеного строку служби без перерви і визначається як ймовірність виконання заданих режимів роботи під час рейсу судна.
- Що характеризується ремонтопридатність СДУ?
Ремонтопридатність характеризує пристосування обладнання СДУ до попередження, знаходження і усунення відмови і несправності.
- Від чого залежить фактична швидкість зношення деталей?
Фактична швидкість зношення деталей механізмів СДУ залежать від якості виготовлення цих деталей і ряду експлуатаційних факторів. Ці фактори вимірюються в процесі роботи механізма, і ступінь їх впливу на знос деталей залежить від умов роботи, рівня експлуатації і якості ремонта.
- Які основні вимоги з охорони праці необхідно виконувати при проведенні ремонтних робіт в машинному відділенні СДУ?
Місця виконання ремонтних робіт повинні бути добре освітленні і вивільнені від сторонніх предметів з шириною проходу не менше 0,7-0,8м.
Забороняється залишати деталь в піднятому стані, ходити і стояти під нею, підвішувати талі до трубопроводів і різним судновим пристроям, крім місць спеціально для цього призначених.
Забороняється ходити по відкритим флорам, бімсам, стрингерам і по окремо вільно лежачим доскам.
Під час роботи деталі та інструмент треба класти на брезент.
Забороняється працювати без захисних окулярів при очищенні від іржи і старої фарби поверхонь деталей і цистерн, або інших робіт пов’язаних з забрудненням очей.
Працювати тільки справним слюсарним інструментом.
3. Формування нових професійних знань, вмінь та навичок (25 хв)
- Загальні відомості
Основними елементами шатуна є верхня (поршнева) голівка 6
(мал. 1), стрижень 5 і нижня (кривошипна) голівка 4. Верхню голівку шатунів дизелів річкових судів виготовляють заодно зі стрижнем, нероз'ємної, нижню голівку 4 - рознімної (або окремої): передбачають кришку / з буртом 2, що кріпиться з голівкою шатунними болтами 3.
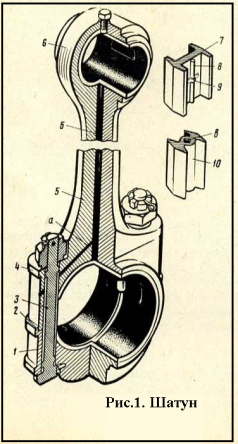 Шатуни виготовляють із конструкційних сталей 35, 40, 45, 45М2, а у високооборотних двигунів - з легованих сталей 40ХН, 40ХНМА л 18Х2Н4ВА. Відповідно до технічних вимог на виготовлення шатуни дизелів повинні бути штампованими. Допускається виготовляти шатуни великих дизелів вільним куванням, а окремі нижні голівки або їхні кришки двотактних дизелів - литими. Поперечний переріз стрижня кутих шатунів кругле, штампованої-двотаврової форми 7. Зовні поверхня штампованих шатунів не обробляють.
Шатуни виготовляють із конструкційних сталей 35, 40, 45, 45М2, а у високооборотних двигунів - з легованих сталей 40ХН, 40ХНМА л 18Х2Н4ВА. Відповідно до технічних вимог на виготовлення шатуни дизелів повинні бути штампованими. Допускається виготовляти шатуни великих дизелів вільним куванням, а окремі нижні голівки або їхні кришки двотактних дизелів - литими. Поперечний переріз стрижня кутих шатунів кругле, штампованої-двотаврової форми 7. Зовні поверхня штампованих шатунів не обробляють.
Двотаврові шатуни при однаковій міцності легше круглих. Цим пояснюється їхнє застосування у високооборотних дизелях.
При великому обсязі виробництва, що окупає витрати на штампи, шатуни виготовляють двотавровими й для малооборотних двигунів.
Для підведення масла із кривошипного підшипника в поршневий передбачені канали а й 6, просвердлені в круглому стрижні шатуна. У шатунах двотаврового поперечного переріза для подібної мети використають трубку 8, прикріплену до стрижня скобами 9, або отвір в, просвердлене в стовщенні 10 стрижні.
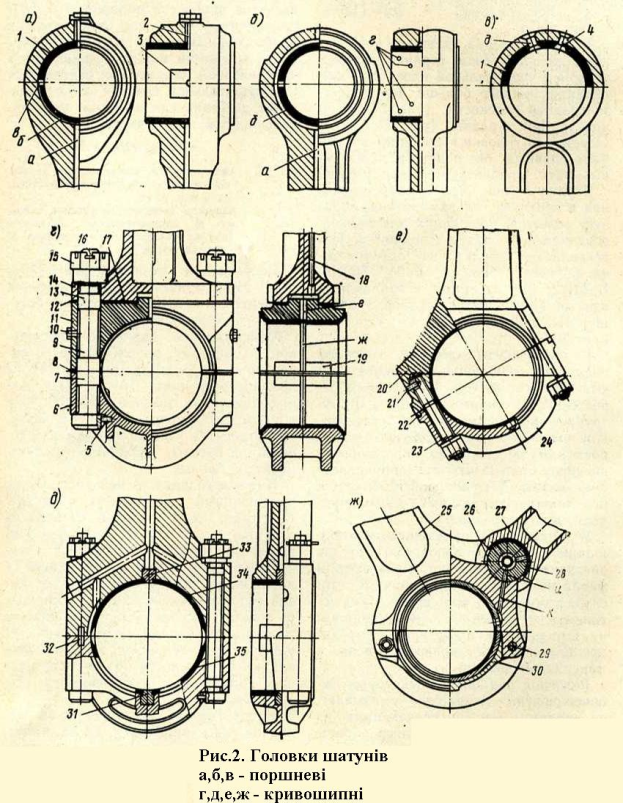
Площа поперечного переріза стінки верхньої голівки шатуна у вертикальній площині, як правило, трохи більше, ніж у горизонтальній площині (мал. 2, а), але іноді вони й рівні (мал. 2,б и в). Перехід від голівки до стрижня повинен бути головним, без підрізів, щоб не викликати концентрації напруг
Втулка 1 (мал. 2, а), запресована у верхню голівку шатуна, утворить головний підшипник для пальця, що з'єднує шатун з поршнем. Виготовляють втулки з олов'янисто-фосфористої бронзи Бро6, 5Ф015, Бр010Ф1 або зі сталі й заплавляют зсередини свинцюватою бронзою. У більшості двигунів втулки стопорять гвинтами 2.
Як уже було викладено, головний підшипник у більшості двигунів змазується маслом, подводимим через осьовий канал а шатун або по трубці, прикріпленої до стрижня. Для підведення масла до робочої поверхні втулки звичайно проточують зовнішню кільцеву або напівкільцеву канавку б, з якої по бічних радіальних отворах у масло проходить до холодильника 3.
У двигунів з охолоджуваними поршнями у верхніх голівках шатунів передбачені отвори для виходу масла в порожнину охолодження. У цьому випадку канавка б кільцева. Вона з'єднує отвір г з осьовим каналом а. Отвору г у голівці й втулці призначені для підведення масла до поршневого пальця.
Головний підшипник деяких високооборотних двигунів змазується краплями масла, що осідають із масляного тумана картерного простору. У верхній частині голівки й втулки таких двигунів передбачені отвори д (мал. 2, в). Крапельки масла, що осідають на верхню голівку, через ці отвори надходять на змазування поршневого пальця. В один з отворів вставлена латунна трубка 4, що стопорить втулку 1 від провертання.
Розроблені методики складних розрахунків міцності поршневої голівки є в тім або іншому ступені наближеними. Для грубої перевірки її міцності можна обмежитися визначенням напруги розтягання в горизонтальному перетині х - х голівки від дії сил інерції частин, що поступально-рухаються:
![]() ,
,
де ![]() — сила інерцїї поступально, що рухаються частин, при положенні поршня у ВМТ, Н;
— сила інерцїї поступально, що рухаються частин, при положенні поршня у ВМТ, Н;
f - площа поперечного переріза голівки в горизонтальній площині (втулку поршневого підшипника не враховують), м2.
Значення, що допускають [![]() р]— (30-60) МПа, причому менші значення ставляться до углеродистой стали, більші - до легованого.
р]— (30-60) МПа, причому менші значення ставляться до углеродистой стали, більші - до легованого.
Максимальний тиск у поршневому підшипнику повинне перевищувати 15-20 Мпа для малооборотних дизелів і 25 - 50 Мпа для средньообертових. Менші значення ставляться до підшипників з оловянистой бронзи, більші - зі свинцюватої бронзи.
У ній розташований кривошипний підшипник шатуна. У випадку якщо голівка виконана окремої (мал. 2, г), кривошипний підшипник створюють наплавленням антифрикційного сплаву в її верхньої ІІ й нижньої 6 половинках. При окремій голівці ступінь стиску в циліндрі можна регулювати зміною товщини прокладки 12 під п'ятою 14 шатуна: при збільшенні товщини прокладки зменшується обсяг простору стиску, тобто збільшується ступінь стиску.
На двигунах, побудованих за останні роки, прокладку 12 не ставлять, тому що вона зменшує загальну твердість всієї нижньої голівки. Хоча загальна маса шатуна з: окремою голівкою більше, ніж з неокремої, ремонт його простіше.
Верхню половинку кривошипної голівки центрують із п'ятою 14 шатуна за допомогою виступу 17 і шатунних болтів 9. Нижня половинка (кришка кривошипного підшипника) 6 направляється або шатунними болтами, або виступами 22 на краях кришки, а іноді й тими й іншими. Між половинками передбачають набори прокладок 8 (див. мал. 2 ,г) для регулювання маслячи ного зазору.
Однак з метою забезпечення більшої твердості підшипника від них часто відмовляються.
Для заливання кривошипних підшипників використають такі ж сплави. як і для рамових.
Масло для змазування кривошипного підшипника надходить із осьового каналу колінчатого вала на поверхню шийки через одне або два отвори. При одному отворі в підшипнику прорізають кільцеву канавку ж. З її масло надходить у холодильники 19, потім через отвори е, трубку 18-до підшипнику верхньої голівки шатуна.
Кривошипний підшипник у неокремій нижній голівці створюють сталеві вкладиші 34 і 35 (мал. 2, д) з наплавленим антифрикційним сплавом. Від провертання вкладиші фіксують штифтами 31, 33, а штифт 32-нижню кришку шатуна щодо верхньої частини. Іноді в країв вкладишів проточують виточення під шатунні болти, які в цьому випадку й фіксують вкладиші.
Зустрічаються шатуни, у кривошипній голівці яких передбачений лише один верхній вкладиш, а ня нижню половинку наплавлений антифрикційний сплав.
У невеликих двигунах кривошипна голівка часто виконана з косим розніманням (мал. 2, е) для зручності обслуговування. Кришка 24 прикріплена до голівки 20 шпильками 23, застопореними штифтами 21, а направляється виступами 22. Вкладиші в такого типу голівок тонкостінні, при зношуванні їх заміняють новими. Для збільшення твердості голівки регулювальні прокладки не ставлять.
До шатунів У-образних суднових двигунів конструюють загальну для двох циліндрів кривошипну голівку. До пальця 26 головного шатуна 25 (мал. 2, ж) прикріплений причіпний шатун 27, нижня голівка якого постачена бронзовою втулкою 28 (у ній установлений палець 26), що змазує маслом, що надходить із кривошипної шийки колінчатого вала по каналах і й к. Кришка 30 закріплена двома конічними штифтами 29, що вставляють у вушка кришки й голівки.
3.2 Шатунні болти.
Звичайно кривошипна голівка закріплена двома болтами, по одному з кожної сторони (див. мал. 2, г), а іноді й чотирма (див. мал. 2, д). У голівки з косим розніманням (див. мал. 2, е) число кріпильних шпильок досягає шести. Шатунні болти одночасно скріплюють і центрують складові частини голівки. На стрижні .9 болта (див. мал. 77, г) передбачені паски, що центрують, 7 і 13. Точність з'єднання нижньої 6 і верхньої // половинок підшипника забезпечує пасок 7. Пасок 13 центрує п’ятку 14 стрижня шатуна з верхньою половинкою 11. Іноді для центрування застосовують штифти 32 (див. мал. 2, д) і виступи 22 (див. мал. 2, е) у голівки або бурти, що центрують, 2 (див. мал. 76) у кришки. Від провертання шатунні болти фіксують штифти 5 (мал. 77, г), а від випадання - гвинт 10. Гайки 15 шатунних болтів корончаті, застопорені відповідними стандартними шплінтами 16.
Шатунні болти - досить відповідальна деталь. Обрив їх веде до великої аварії. Під час роботи дизеля шатунні болти випробовують розтягання від сили інерції поршня й стрижня шатуна, що діє наприкінці такту випуску й на початку такту впуску. Ця сила - змінна, близька до ударного. Болти можуть випробовувати ударні навантаження й при заїданні поршня. Тому шатунні болти чотиритактних дизелів повинні бути виготовлені з легованої сталі з механічними властивостями не нижче, ніж у сталі 40ХН. У двотактному двигуні силі інерції завжди протидіє тиск газу на поршень, внаслідок чого шатунні болти можуть бути виконані з менш якісної сталі.
Гайки шатунних болтів чотиритактних дизелів виготовляють зі сталі 40Х, в обґрунтованих випадках - зі сталі 18Х2Н4ВА.
Щоб уникнути концентрації напруг, шатунні болти повинні бути правильно оброблені: без різких переходів від одного перетину до іншому, рисок, подряпин, вибоїв; різьблення повинна бути дрібної й чистої, без заусенцев і задиров.
Ніякі додаткові зусилля на зріз, вигин шатунні болти не повинні випробовувати. Тому рівномірність прилягання голівки й гайок перевіряють "по фарбі". Болти повинні бути затягнуті досить для забезпечення твердості з'єднання, але не надмірно: при перетяжці може бути перевищена границя текучості матеріалу й болт при роботі двигуна порветься. Шатунні болти затягують із певною силою, що вказує в інструкції.

 Якщо передбачено динамометричний ключ, що допускає затягування гайок лише з певним зусиллям, то варто користуватися тільки. Довжину болта контролюють мікрометричною скобою: поява залишкового подовження є бракувальною ознакою болта. Гайка болтів повинні бути надійно зашплинтовани, причому застосовувати шплінти невідповідного розміру не допускається.
Якщо передбачено динамометричний ключ, що допускає затягування гайок лише з певним зусиллям, то варто користуватися тільки. Довжину болта контролюють мікрометричною скобою: поява залишкового подовження є бракувальною ознакою болта. Гайка болтів повинні бути надійно зашплинтовани, причому застосовувати шплінти невідповідного розміру не допускається.
Оскільки болт випробовує змінні напруги, він може порватися внаслідок утоми металу. Тому в строк, зазначений в інструкції для експлуатації двигуна, шатунні болти необхідно заміняти незалежно від зовнішнього стану. Принебрегать строками заміни шатунних болтів досить небезпечно.
3.3.Ремонт шатунів
Основними дефектами шатунів при нормальних умовах експлуатації дизеля є:
- знос втулок верхніх і вкладишів нижніх головок;
- короблення опорної поверхні п’ятки (порожнини з’єднання нижньої головки шатуна).
Стан циліндричних поверхонь головок шатунів визначають вимірюванням їх внутрішніх діаметрів з допомогою індикаторів або мікрометричним штихмасом. Зношення втулки верхніх головок шатунів замінюють, а вкладиші підшипників нижніх головок поновлюють наплавленням бабіту або перезаливкою.
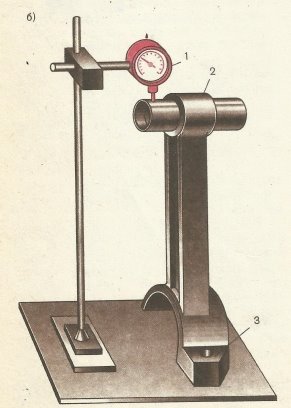
Короблення опорної поверхні п’ятки шатуна і стику підшипників перевіряють щупом по повірочній плиті. Щоб усунути короблення поверхні п’ятки шатуна, її шабрять, перевіряючи стан площинності лінійкою, щупом або плитою по фарбі. Розподілення фарби на поверхні шабрування повинно бути не менше 12-13 крапок на квадраті 25/25 мм. Пластина щупа товщиною 0,02 мм не повинна проходити між плитою і поверхнею п’ятки. Опорна поверхня п’ятки шатуна повинна бути паралельна осі отвору верхньої головки і перпендикулярна осі шатуна. Паралельність осі верхньої головки 2 (рис 162) площині п’ятки 3 шатуна перевіряють індикатором 1. відхилення від паралельності повинно бути не більше 0,15 мм на 1 м довжини.
![]()
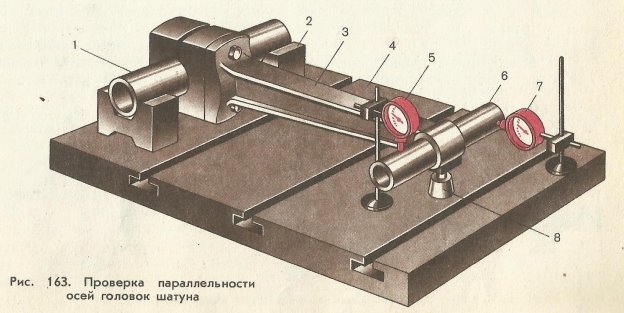
При якісному ремонті шатуна можливо без додаткової підгонки збирати з будь-яким поршнем. Для забезпечення взаємозамінності після ремонту шатуна осі верхньої і нижньої головки його повинні бути паралельними, перпендикулярні осі стержня і знаходитись в одній площині. Щоб перевірити паралельність осі, шатун 3 (рис.163) зі встановленими його головку валиків 1 і 6 укладають на призми 2 і домкрат 8. паралельність валів до плити 4 визначають по індикаторам 5 і 7.
Інструктаж з охорони праці та безпеки життєдіяльності
Вимоги охорони праці перед початком роботи
1.Отримати завдання від майстра виробничого навчання.
2.Одягти спецодяг і упорядкувати його.
3.Підготувати робоче місце до виконання робіт, прибрати всі непотрібні речі.
4.Впевнитись, що робоче місце достатньо освітлене.
5.Підібрати та підготувати необхідні інструменти, пристосування, обладнання.
6. Розташувати їх в безпечному для використання порядку.
Вимоги безпеки після закінчення роботи
Після закінчення роботи необхідно:
1.Прибрати робоче місце.
2.Звільнити його від відходів виробництва, винести сміття, звільнити проходи.
3.Почистити, інвентар, інструмент, скласти його у відведене для нього місце.
4.Зняти спецодяг, покласти його у відведене для цього місце.
5.Доповісти майстру виробничого навчання про всі недоліки, які мали місце під час роботи.
4. Закріплення нової теми (10 хв)
- Яким вимірювальним інструментом користуються при визначені дефектів шатунів?
- Яким інструментом користуються при ремонті шатунів?
- Які вимоги пред’являють шатунним болтам?
- Як перевіряють паралельність осі верхньої і нижньої головки шатуна?
ІІІ. Поточний інструктаж та самостійні вправи учнів (5 год)
-Перевірка правильності організації робочого місця учнями, початок роботи.
-Перевірка правильності виконання прийомів виконання ремонтних робіт шатунів учнями.
-Перевірка дотримання учнями правил та вимог охорони праці.
- Виявлення причин відставання учнів при виконанні ремонтних робіт.
-Перевірка якості виконаних робіт.
ІV. Заключний інструктаж (20 хв)
-Аналіз виконаних робіт:
- Підведення підсумків виконаних робіт.
- Розбирання помилок, допущених в процесі виконання роботи.
- Дотримування технологічного процесу та норм часу.
- Дотримання охорони праці.
- Відмітити недоліки, типові помилки, кращі роботи.
- Виставлення оцінок та їх мотивація.
V. Домашнє завдання (5 хв)
- Відпрацювати тему – “ Ремонт шатунів і шатунних болтів ”.
- Вивчити теорію.
- Організувати прибирання робочих місць.
Майстер виробничого навчання В.А. Железняков
1

про публікацію авторської розробки
Додати розробку