Навчальний посібник «Основи технічного обслуговування та ремонту зерно- та кукурудзозбиральних комбайнів».

Передмова
В сільському господарстві нашої країни використовуються тисячі зерно- і кукурудзозбиральних комбайнів. Вся ця техніка повинна ефективно експлуатуватися і утримуватися в працездатному стані.
Досягнути необхідного ефекта в використанні техніки можливо тільки при наявності в господарстві кваліфікованих робітників.
Предмет «Основи технічного обслуговування» належить до спеціальних дисциплін для підготовки механізаторських кадрів.
При вивченні даного предмета і зокрема модуля Тр В1-2, виникла низка проблем через відсутність нових підручників, дидактичного та інформаційного матеріалу, пристосованого для навчальних цілей.
Для розв'язання цієї проблеми мною був розроблений навчальний посібник
«Основи технічного обслуговування та ремонту зерно- та кукурудзозбиральних комбайнів».
Навчальний посібник підготовлений відповідно до типових навчальних планів і програм для професійного навчання за інтегрованими робітничими професіями механізаторського напрямку та Державного стандарту професійнотехнічної освіти ДСПТО 8331.А.01.50 – 2016 для підготовки (підвищення кваліфікації) робітників з професії Тракторист-машиніст сільськогосподарського виробництва категорії В1, МОДУЛЯ Тр В1-2 Виконання слюсарних робіт під час експлуатації, технічного обслуговування та ремонту комбайнів.
Щоб засвоїти матеріал модуля необхідно знати конструкцію комбайнів, вимоги технічного обслуговування зерно- та кукурудзозбиральних комбайнів, умови переобладнання зернозбиральних комбайнів для збирання різних культур , правила розбирання, складання, регулювання, ремонту вузлів, механізмів, систем складових одиниць комбайнів.
Тематично посібник поділено на два головних напрямки вивчення предмету для категорії В1, - а саме: Виконання операцій технічного обслуговування, що відповідає вимогам модуля Тр В1-2.1 та Виконання ремонту зерно- і кукурудзозбиральних комбайнів, що відповідає вимогам модуля Тр В1-2.2.
Посібник містить систематизований інформаційний матеріал, пристосований до навчальних цілей, які по новому взаємопов'язані, доповнюють і узгоджують роботу здобувачів освіти з вивчення експлуатації, технічного обслуговування та ремонту зерно – та кукурудзозбиральних комбайнів.
ЗМІСТ
|
1. Загальні положення технiчного обслуговування комбайнів. |
5 |
|
2. Планово-запобіжна система технічного обслуговування і ремонту машин. |
5 |
|
3. Засоби системи технічного обслуговування і ремонту комбайнів |
6 |
|
4. Технічне обслуговування комбайнів |
7 |
|
5. Щоденне технічне обслуговування (ЩТО) |
7 |
|
6. Технічне обслуговування № 1 (ТО-1) |
8 |
|
7. Технічне обслуговування № 2 (ТО-2) |
9 |
|
8. Технічне обслуговування при підготовці до експлуатаційної обкатки |
10 |
|
9. Технічне обслуговування при експлуатаційній обкатці |
11 |
|
10. Обкатка в роботі |
11 |
|
11. Технічне обслуговування після та при закінченні експлуатаційного обкатування |
12 |
|
12. Заходи технічного обслуговування комбайнів під час підготовки до зберігання, зберігання та зняття зі зберігання |
13 |
|
13. Підготовка комбайна до роботи після зберігання. |
14 |
|
Умови технологічного налагодження та переобладнання комбайнів 14. для збирання різних культур. |
19 |
|
15. Технологічні налагодження та переобладнання комбайнів для збирання соняшнику |
19 |
|
16. Технологічні налагодження та переобладнання комбайнів для збирання кукурудзи на зерно. |
20 |
|
17. Технологічні налагодження та переобладнання комбайнів для збирання круп’яних культур |
20 |
|
Технологічні налагодження та переобладнання комбайнів для 18. збирання короткостеблих і низькорослих зернових куль тур (жито, ячмінь, овес), а також люпину, гірчиці, кунжута, рапсу |
21 |
|
19. Технологічні налагодження та переобладнання комбайнів для збирання насінників трав та насінників овочевих культур |
22 |
|
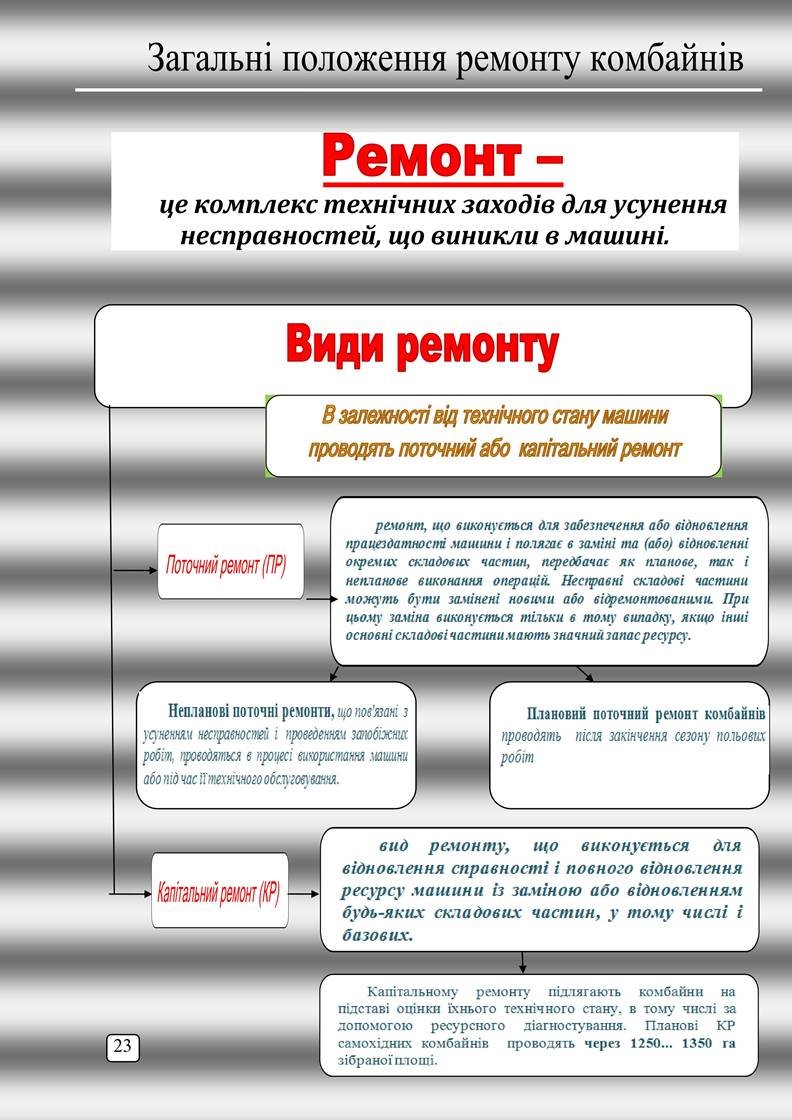
20. Загальні положення ремонту комбайнів |
23 |
|
21. Види ремонту |
23 |
|
22. Технологiчний пpоцес pемонту машин. |
24 |
|
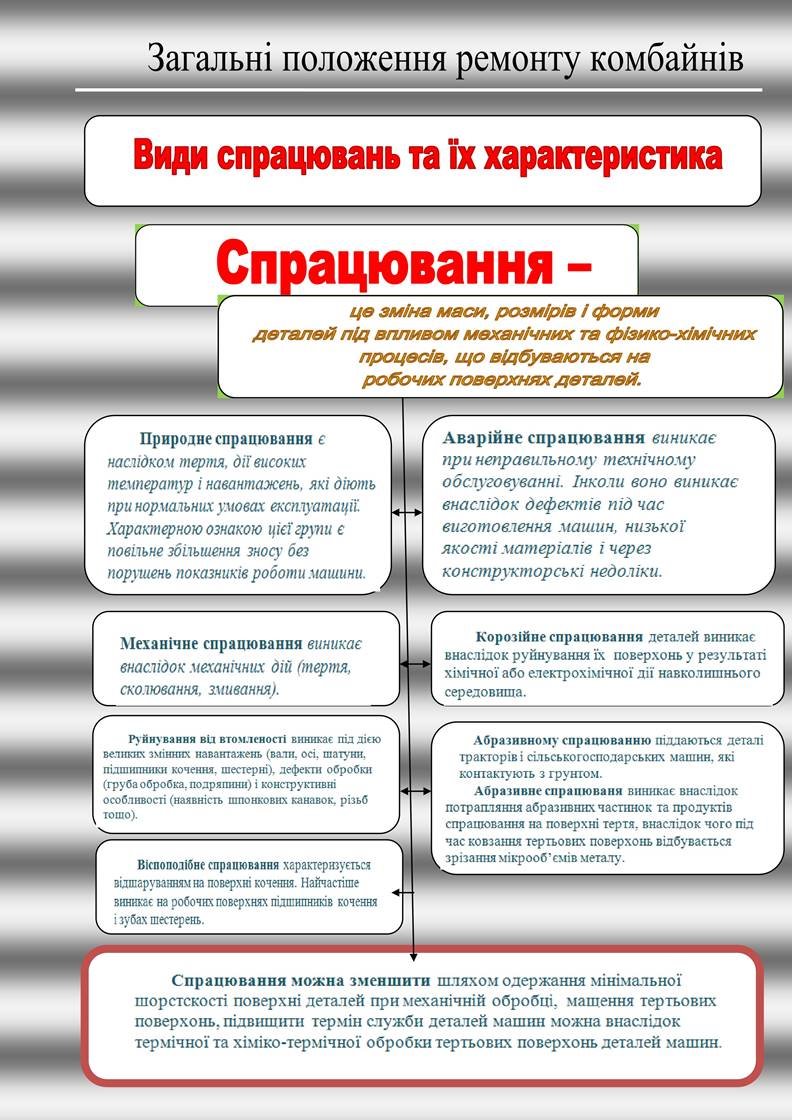
23. Види спрацюваннь та їх характеристики |
25 |
|
24. Ремонт жатної частини зернозбиральних комбайнів. |
26 |
|
25. Ремонт молотильно-сепаративної частини зернозбирального комбайну. |
28 |
|
26. Ремонт трансмісії зернозбиральних комбайнів. |
31 |
|
27. Ремонт ходової частини зернозбиральних комбайнів. |
33 |
|
28. Ремонт кукурудзозбиральних комбайнів |
36 |
Щоденне технічне обслуговування (ЩТО)
(через 10 мото-годин наробітку) передбачає наступні види робіт:
Øперевірка рівня рідин, долити масло в картер двигуна, масло в бак гідросистеми, воду в радіатор дизеля;
Øзмастити маточину нижнього шківа варіатора мотовила, ролики ексцентрикових механізмів мотовила, шарніри щічок і коромисла привода ножа різального апарата;
Ø  виконати очищення кабіни, конденсатора, кондиціонера, сітки повітро- цчисника кабіни, дизеля, повітрозабирача радіатора, сітки повітрозабирача, що обертається, контейнера акумуляторних батарей, різального апарата або платформи-підбирача.
виконати очищення кабіни, конденсатора, кондиціонера, сітки повітро- цчисника кабіни, дизеля, повітрозабирача радіатора, сітки повітрозабирача, що обертається, контейнера акумуляторних батарей, різального апарата або платформи-підбирача.
Після закінчення кожної зміни проводять:
Øочищення кабіни, конденсатора, кондиціонера, сітки повітроочисника кабіни, дизеля, повітрозабирача радіатора, контейнера акумуляторних батарей, різального апарата або платформи- підбирача;
Øперевіряють і ліквідують підтікання масла, палива, води, а також доливають масло в картер двигуна, у бак гідросистеми, бак об’ємного гідропривода ходової частини;
Øгальмову рідину доливають у бачки гідросистеми гальм, у бачок муфти зчеплення, воду (охолоджувальну рідину) — в радіатор дизеля;
Øперевіряють натяг усіх пасових і ланцюгових передач, взаємодію стоянкового гальма і механізму блокування діапазонів;
Øзмащують маточину нижнього шківа варіатора, шарніри щік і коромисла приводу ножа різального апарата, рамки ексцентрикових механізмів мотовила;
Øперевіряють роботоздатність систем освітлення, сигналізації, вентиляції кабіни і кондиціювання, рульового керування, гальм, гідросистеми. робочих органів.
Технічне обслуговування № 1 (ТО-1)
(через 60 мото-годин) передбачає роботи, що виконуються при ЩТО, а також проведення наступних заходів:
Øперевіряють надійність кріплення різального апарата, механізму привода ножа, ведучих і ведених коліс моста ведучих коліс до рами, з’єднань трубопроводів і кріплень привода об’ємного гідропривода ходової частини, складальних одиниць і агрегатів дизеля;
Ø  здійснюють мащення підшипників механізму виключення муфти зчеплення дизеля, привода насоса, шарніра тяги механізму виносу мотовила, підшипників хрестовин нижнього вала варіатора мотовила, маточини нижнього шківа варіатора мотовила, шарніри щічок і коромисла привода ножа різального апарата, шарніри кардана привода гідронасоса.
здійснюють мащення підшипників механізму виключення муфти зчеплення дизеля, привода насоса, шарніра тяги механізму виносу мотовила, підшипників хрестовин нижнього вала варіатора мотовила, маточини нижнього шківа варіатора мотовила, шарніри щічок і коромисла привода ножа різального апарата, шарніри кардана привода гідронасоса.
Технічне обслуговування № 2 (ТО-2)
(200...240 мото-годин) включає всі роботи, що проводяться при ТО-1, та виконання додаткових операцій:
Ø перевірку і при наявності ліквідацію підтікання масла, палива і води;
Ø перевірку надійності кріплення різального апарата або підбирача до корпусу жатки, механізму привода ножа, копіюючих башмаків жатки, моста ведучих коліс і рами, ведучих і ведених коліс до маточини корпусів і кришок підшипників бітерів, молотильних барабанів і головного контрпривода, подовжувана грохота, з’єднань трубопроводів і кріплень об’ємного привода;
Ø зливають відстій палива з бака і прочищають вентиляційний отвір у кришці горловини, а також з фільтра грубого очищення палива;
Ø очищають і промивають масляну центрифугу, масляний фільтр турбокомпресора, фільтр гідросистеми, повітроочисник пускового двигуна;
Ø перевіряють і регулюють механізм зрівноважування корпусу жатки, натяг пасових і ланцюгових передач, натяг ланцюгів транспортера похилої камери, запобіжної муфти, роботи сигналізаторів копнувача, зазор між клапанами і коромислами механізму газороз- поділення, форсунки — на тиск початку впорскування і якість розпилювання палива, муфту зчеплення дизеля;
Ø проводять заміну масла в картері дизеля;
Ø перевіряють роботоздатність системи освітлення й сигналізації, системи вентиляції та кондиціювання кабіни, рульового керування, гальм, гідросистеми, робочих органів.
Слід зауважити, що друге технічне обслуговування проводять у тому випадку, коли після відпрацювання 200 мото-годин комбайн будуть знову використовувати для збирання врожаю. В іншому випадку операції ТО-2 поєднують з технічним обслуговуванням при підготовці машини до тривалого терміну зберігання.
Технічне обслуговування при підготовці до експлуатаційної обкатки
вимагає виконання наступних вимог:
розконсервувати комбайн і його складові частини;
Ø встановити демонтовані вузли і деталі;
Ø перевірити і при необхідності встановити нормальний тиск повітря в шинах ведучих і ведених коліс;
перевірити рівень масла в баках гідросистеми і гідростатичної
 трансмісії, коробці діапазонів і бортових редукторах, картері двигуна, охолоджувальної рідини в радіаторі системи охолодження двигуна, дизельного пального в баці системи живлення двигуна і, при необхідності, заправити відповідні ємкості; підготувати до роботи акумулятори, долити дистильовану воду; змастити через прес-маслянки вузли і механізми відповідно до
трансмісії, коробці діапазонів і бортових редукторах, картері двигуна, охолоджувальної рідини в радіаторі системи охолодження двигуна, дизельного пального в баці системи живлення двигуна і, при необхідності, заправити відповідні ємкості; підготувати до роботи акумулятори, долити дистильовану воду; змастити через прес-маслянки вузли і механізми відповідно до
перевірити і при необхідності підтягнути різьбові з’єднання
комбайна: кріплення моста до рами, корпусу підшипників барабана і відбійного бітера, кріплення коліс до мостів, кріплення вузлів очистки встановити демонтовані ланцюгові передачі і відрегулювати їх перевірити і при необхідності відрегулювати натяг клинопасових
перевірити механізм переключення діапазонів і блокування перевірити надійності кріплення складових частин, корпусів
підшипників, шківів, зірочок, пальців різального апарата, механізму приводи ножа, з’єднань рукавів гідропривода і гідросистеми, проводів електрообладнання, дизеля до рами, радіатора, повітроочисника, всмоктувальних трубопроводів дизеля;
Øперевірити щільність прилягання повітрозабирача до радіатора;
Øконтролювати тиск повітря в шинах ведучих і ведених коліс (він повинен становити 0,12 МПа).
Технічне обслуговування при експлуатаційній обкатці
(обкатка без навантаження) здійснюється у наступній послідовності: Øобкатати ходову частину;
Øобкатати робочі органи комбайна, через кожні 30 хв зупиняючи двигун і перевіряючи підшипникові вузли на відсутність нагріву ущільнень і зовнішніх обойм. Слід також упевнитися у відсутності підтікання палива і масла у вузлах з’єднання гідросистеми і комунікаціях, переміщенні робочих органів у посадочних місцях (барабан, клавіші соломотряса, механізм очищення, шнек жатки і т.п.).
Øперевірити і при необхідності підтягнути кріплення бортових редукторів до фланців, гідроциліндра варіатора барабана.
Обкатка в роботі
(протягом 60 мото-год)
 Здійснюється під час проведення пробного збирання врожаю протягом першої робочої зміни при завантаженні комбайна на 30-50%. Після чого треба почистити кабіну, двигун, перевірити і, при необхідності, відрегулювати натяг усіх пасових передач, а також долити у відповідні ємкості масло, воду і пальне.
Здійснюється під час проведення пробного збирання врожаю протягом першої робочої зміни при завантаженні комбайна на 30-50%. Після чого треба почистити кабіну, двигун, перевірити і, при необхідності, відрегулювати натяг усіх пасових передач, а також долити у відповідні ємкості масло, воду і пальне.
При обкатці систематично після кожної зміни перевіряють працездатність робочих органів, систем управління і контролю комбайна при працюючому двигуні: системи освітлення, сигналізації, рульового управління, гальм, гідросистеми, робочих органів. Завантаження молотарки комбайна в період обкатки треба довести до 70%.
Технічне обслуговування після та при закінченні експлуатаційного обкатування слід виконувати за такими вимогами:
Ø оглянути і при необхідності почистити комбайн;
Ø упевнитись у відсутності підтікання масла, пального і гальмової
Ø перевірити надійність кріплення гідроциліндра варіатора барабана, копіюючих башмаків жатки, бортових редукторів до фланців балки, коробки діапазонів ведених і ведучих коліс, моста ведучих коліс до молотарки, корпусів підшипників молотильного барабана, шатунів очистки;
Ø перевірити і відрегулювати натяг приводних насів і ланцюгових передач і транспортерів елеваторів і похилої камери, тиск повітря в
Ø перевірити роботу колісних і стоянкових гальмів;
Ø замінити масло в гідросистемі та гідростатичній трансмісії, а також у коробці діапазонів і бортових редукторах. (для цього злити відпрацьоване масло, промити порожнину і залити свіже масло).
Перевірити працездатність комбайна при працюючому двигуні.
Ø здійснити перевірку і ліквідацію підтікання масла, палива та води;
Ø очистити і промити фільтр грубого очищення палива, масляну центрифугу, масляний фільтр турбокомпресора, фільтр гідросистеми, сапуни баків гідросистеми та об’ємного гідропривода ходової частини;
Ø замінити масло в картері дизеля і гідросистемі;
Ø  змастити підшипник механізму виключення муфти зчеплення дизеля, рамки ексцентрикових механізмів, підшипник хрестовини нижнього вала варіатора мотовила, шарніри щічок і коромисла привода ножа різального апарата, маточину нижнього шківа варіатора, шарнір кардана привода гідронасоса;
змастити підшипник механізму виключення муфти зчеплення дизеля, рамки ексцентрикових механізмів, підшипник хрестовини нижнього вала варіатора мотовила, шарніри щічок і коромисла привода ножа різального апарата, маточину нижнього шківа варіатора, шарнір кардана привода гідронасоса;
Ø перевірити і відрегулювати зазори між клапанами і коромислами механізму зрівноважування корпусу жатки, натяг ланцюгів транспортера похилої камери, запобіжної муфти, натяг усіх пасових і ланцюгових передач, муфт зчеплення ходової частини, гальмо первинного вала коробки передач, роботу сигналізаторів копнувача;
Ø виконати очищення кабіни, конденсатора, кондиціонера, сітки повітроочисника кабіни, дизеля, повітрозабирача радіатора, контейнера акумуляторних батарей, сітки повітрозабирача, що обертається;
Ø перевірити і встановити нормальний тиск повітря в шинах ведучих і велених коліс
Підготовка комбайна під час підготовки до зберігання.
ТО при підготовці зернозбиральної техніки докороткочасного або міжзмінного зберігання передбачає
§ очищення складових частин комбайна,
§ встановлення важелів керування рухом комбайна в нейтральне положення,
§ відключення акумуляторних батарей.
При низьких температурах або зберіганні комбайна більше одного місяця знімають батареї, перевіряють їх справність, доводять рівень і щільність електроліту до норми і підзаряджають їх. Рівень електроліту повинен бути на 10... 15 мм вище захисної решітки пластин, а його щільність повинна бути не менше 1.27 г/см.
Перелік робіт під час встановлення зернозбиральних машин на тривале зберігання:
1. Проводять діагностування технічного стану складових частин.
2. Проводять очисні та мийні роботи.
3.  Зливають відстій із фільтрів грубого і тонкого очищення палива, дизельне паливо із бака.
Зливають відстій із фільтрів грубого і тонкого очищення палива, дизельне паливо із бака.
4. Очищають, промивають і встановлюють на місце масляний фільтр турбокомпресора, центрифугу системи мащення двигуна, фільтр гідросистеми, сапуни баків гідросистеми і об'ємного гідроприводу ходової частини.
5. Здійснюють консервацію двигуна, гідросистеми, коробки передач, бортових редукторів.
6. Знімають акумуляторні батареї і здають на склад.
7. Знімають ножі різального апарата, очищають і змащують іх, а потім здають на склад.
8. Послаблюють натяг пружин, змащують усі точки мащення комбайна, покривають захисними мастилами зовнішні металеві поверхні.
9. Перевіряють герметизацію комбайна.
Технічне обслуговування у період зберігання полягає у
1. Перевірити правильність встановлення машин на підставки (стійкість, відсутності перекосів, перегинів).
2. Перевірити комплектність, з врахуванням знятих складових частин
4. Перевірити надійність герметизації (стан заглушок і щільність їх
5. Перевірити стан антикорозійного покриття (наявність захисного мастила, цілість пофарбування, відсутність корозії).
6. Перевірити стан захисних пристроїв (цілість, міцність кріплення чохлів,
Якщо під час перевірки виявляють будь-які дефекти, їх усувають.
Підготовка комбайна до роботи після зберігання.
•  Зняти чохли, пробки, заглушки, які були встановлені на період Видалити консервувальне мастило з поверхні деталей.
Зняти чохли, пробки, заглушки, які були встановлені на період Видалити консервувальне мастило з поверхні деталей.
• Вимити дизельним паливом консервувальне мастило із каналів паливного насоса і паливопідкачувального насоса.
• Злити відстій із паливних фільтрів.
• Встановити на комбайн демонтовані для зберігання вузли, прилади та Встановити нормальний тиск в шинах ведучих і ведених коліс.
• Запустити і прогріти двигун, перевірити роботу контрольних приладів.
Підготовка жатки.
І.Мотовило. Для збирання високих хлібів мотовило перемістити назад, граблини в нижній точці мотовила нахилити вперед на 15*, а дерев'яні лопатки опустити. Для збирання нормальних прямостоячих або частково полеглих стебел мотовило встановити в середні положення, граблини поставити радіально, а лопатки закріпити так, щоб вони не закривали кінці пальців. Для збирання полеглих низькорослих і середиьорослих хлібів мотовило виносять максимально вперед, граблини відводять назад на 15°; при збиранні полеглих високих хлібів граблини відводять назад на 30е та знімають лопатки.
2. Шнек. Зазор між днищем і шнеком при збиранні низькорослих хлібів повинен бути мінімальним (6—8 мм), а при збиранні високих хлібів і при підбиранні валків - не менш ніж 20 мм.
3. Різальний апарат. Зазор між сегментами і вкладишами ножа повинен бути 0,3-1,5 мм. У крайніх положеннях сегментів, їх відхилення від осі пальців не повинно перевищувати 5 мм. Відхилення осі з’єднувальної ланки від осі ножа в крайніх та середніх положеннях ножа повинні бути однаковими.
4. Похилий транспортер. Зазор між планками похилого транспортера і днищем похилої камери повинен бути в межах 5-10 мм. Натяг транспортера відрегульований правильно, якщо пружини стиснуті до розміру 87—92 мм, а залишок на подальше стиснення дорівнює 12—15 мм. Пружину механізму урівноваження необхідно натягнути так, щоб тиск башмаків на грунт складав 0,25-0,30 кН
Підготовка молотильного апарата, очистки, копнувача, муфт, ланцюгів і пасів.
1. Молотарка. При збиранні високих та вологих зернових культур відбійний бітер встановлюють у верхнє положення, а при роботі молотильного агрегата в більш легких умовах — у нижнє положення. Використовуючи спеціальні щупи, перевірити зазор між бичами та планками підбарабання.
Запустити молотильний агрегат в роботу на холостому ході, перевірити роботу механізму зміни зазору в молотильному пристрої і механізму регулювання частоти обертання барабана.
2. Очистка.При працюючому молотильному апараті обертайте маховичок регулятора частоти обертання вентилятора проти годинникової стрілки до отримання мінімальної частоти обертання. При цьому рухомий середній диск варіатора повинен переміститися до упору в передній диск, а стрілка на виступі повинна встановитися на поділку «430». Обертаючи маховичок за годинниковою стрілкою, повністю закрити жалюзі. При цьому поділка «0» на шкалі повинна розміститися біля стінки.
3. Муфти. Сигналізатори запобіжних муфт зернового і колоскового шнеків повинні бути встановлені так, щоб зазор між важелем і маточиною шківа складав 2,0 ± 0,5 мм. Кінець важеля сигналізатора муфт повинен мати хід, який дорівнює 2,5-3,5 мм. Хід кінця важеля сигналізатора бункера регулюють на розмір 4,5— 5,5 мм. При вмиканні кулачкової муфти вивантажувального шнека зазор між зубами та впадинами повинен бути не більше ніж 2 мм.
4.  Копнувач.Лоток соломонабивача повинен бути встановлений так, щоб зазори між клавішами соломотряса і передньою частиною лотка складав 5— 10 мм. Дно копнувача необхідно встановити так, щоб верхня частина його переднього бруска розміщалася на 10- 40 мм нижче від краю лотка ворохонабивача. Механізм відкриття заднього клапана повинен забезпечувати чітку роботу гідроциліндрів. При закриванні заднього клапана копнувача корпус штока повинен натискувати на вимикач і лампочка в кабіні повинна гаснути.
Копнувач.Лоток соломонабивача повинен бути встановлений так, щоб зазори між клавішами соломотряса і передньою частиною лотка складав 5— 10 мм. Дно копнувача необхідно встановити так, щоб верхня частина його переднього бруска розміщалася на 10- 40 мм нижче від краю лотка ворохонабивача. Механізм відкриття заднього клапана повинен забезпечувати чітку роботу гідроциліндрів. При закриванні заднього клапана копнувача корпус штока повинен натискувати на вимикач і лампочка в кабіні повинна гаснути.
5. Ланцюги і паси.Натяг ланцюгів і пасів повинен відповідати нормам; запобіжні муфти повинні бути відрегульовані на максимальний крутний момент.
Підготовка гідросистеми.
1. Монтаж оливопроводів гідросистеми повинен бути виконаний з дотриманням таких умов:
• маслопроводи не повинні мати місця перегинів;
• мінімальний допустимий радіус перегину маслопроводів середнього тиску має дорівнювати 50 мм, а маслопроводів високого тиску— 130 мм.
2. При працюючому двигуні перевірити роботу циліндрів гідросистеми та їх герметичність;
Знайдені несправності усунути.
Підготовка ходової частини.
1. Варіатор ходової частини. Регулювання варіатора ходової частини повинно відповідати таким умовам: при перемінному переміщенні блоку шківів в крайні положення пас на великім діаметрі повинен розміщатись на рівні шківа, а важіль - опиратись в регулювальний гвинт; натяг пасів повинен відповідати нормам; при перевірці натягу блок шківів повинен бути встановлений у верхнє положення. Перекіс шківів, який буде знайдений, усувається регулювальними гайками.
2. Зчеплення. Регулювання зчеплення ходової частини і механізму переключення передач повинні відповідати таким умовам: вільний хід педалі повинен бути в межах 25-35 мм. шо відповідає зазору 1,5-2,5 мм між регулювальним гвинтом упорного важеля і важеля валика виключення. При перевірці цього зазору натиснути викруткою на важіль валика виключення до упору відтискного підшипника у відтискні важелі. У початковому положенні упорного важеля поршень повинен розміщуватись біля днища гідроциліндра; це положення встановлюється регулюванням довжини тяги поршня. Педаль зчеплення в початковому положенні повинна притискуватись до підлоги кабіни, а при виключеному зчепленні не повинна залягати; ці положення встановлюються регулюванням стиску пружини педалі.
3. Коробка передач. Довжина тяги механізму переключення передач повинна бути відрегульована так, щоб при нейтральному положенні важеля гнізда в кулісах знаходились один проти другого.
Довжина тяги механізму блокування повинна бути відрегульована так, щоб виконувався, без перешкод, процес переключення передач.
4.  Гальма. Стан гальмівної системи повинен відповідати таким умовам. Зазор між стрічкою і шківом стоянкового гальма повинен бути однаковим по всій довжині стрічки і дорівнювати 1 мм. Верхнє положення важеля повинно фіксуватись на 10-12-ому зубцю. Робоча педаль гальма повинна мати вільний хід 25-35 мм. Якщо педаль «провалюється», то це означає, що в систему попало повітря. В такому разі необхідно перевірити рівень рідини в бачку та видалити повітря із системи. Якщо після видалення повітря хід педалі перевищує допустиму величину, необхідно зняти ведуче колесо і заміряти щупом зазори між кінцями гальмових колодок та гальмовим барабаном. Якщо зазор більше 0,2 мм, необхідно зменшити його, обертаючи викруткою ков- пачкову гайку. Якщо після усунення всіх попередніх несправностей хід педалі залишається більше допустимого, то необхідно збільшити довжину штовхача головного гальмового циліндра.
Гальма. Стан гальмівної системи повинен відповідати таким умовам. Зазор між стрічкою і шківом стоянкового гальма повинен бути однаковим по всій довжині стрічки і дорівнювати 1 мм. Верхнє положення важеля повинно фіксуватись на 10-12-ому зубцю. Робоча педаль гальма повинна мати вільний хід 25-35 мм. Якщо педаль «провалюється», то це означає, що в систему попало повітря. В такому разі необхідно перевірити рівень рідини в бачку та видалити повітря із системи. Якщо після видалення повітря хід педалі перевищує допустиму величину, необхідно зняти ведуче колесо і заміряти щупом зазори між кінцями гальмових колодок та гальмовим барабаном. Якщо зазор більше 0,2 мм, необхідно зменшити його, обертаючи викруткою ков- пачкову гайку. Якщо після усунення всіх попередніх несправностей хід педалі залишається більше допустимого, то необхідно збільшити довжину штовхача головного гальмового циліндра.
5. Керовані колеса. Конічні підшипники керованих коліс регулюють на беззазорний стан так, щоб при сильному розгоні колеса рукою, воно робило 8 обертів до зупинки.
Сходження коліс повинно бути в межах 1,5-3,0 мм.
межах 240—300 об/хв.
 зірочками.
зірочками.
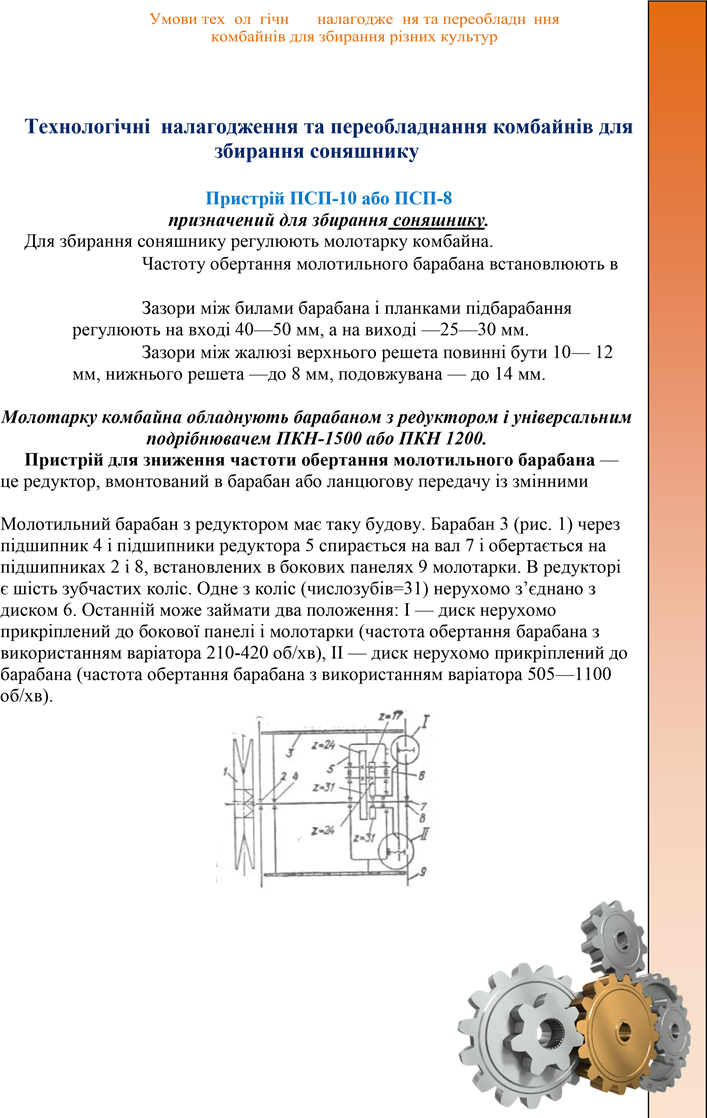
Рис. 1. Кінематична схема молотильного барабана з редуктором: 1- приводний шків; 2, 4 і 8 — підшипники кочення; 3 — барабан; 5 — редуктор; в — диск редуктора; 7 — вал; 9 — панель молотарки; І — режим зниження частоти обертання (210—420 об хв); II —режим без зниження частота обертання (506—1100 об/хв)
 |
Пристрій ПЛЗ-10
 |
|
|
|
|
|
|
Ремонт жатної частини зернозбиральних комбайнів.
Корпус жатки. |
|
|
Характерні дефекти корпусу жатки: розриви, вм’ятини обшивки, перекоси, тріщини рами. Ремонтують його на спеціальному кантовачу ОПР-2954А. при цьому вона повинна опиратися рамою на всі 4 призми, якщо рама не опирається на всі призми, необхідно її перевірити, деформовану ділянку нагріти і виправити. При розриві рами, деформовану ділянку вирізають, вкладають в середину труби заготовку відповідного діаметру, яка перекриватиме вирізану ділянку на 100-120 мм, заварюють раму і заготовку. Тріщини, розриви панелей в корпусі заварюють безпосередньо або наклавши накладки і попередньо виправивши пошкоджені місця. |
|
|
|
Різальний апарат. Різальний апарат комбайна, деталі якого можуть мати знос і викришування робочих поверхонь сегментів, послаблення заклепок, знос, тріщини і деформація пальців, обрив чи погнутість спинки, тощо. Зношені сегменти ножів замінюють. Заклепки сегментів зрубують і переклепують. Сегменти повинні щільно прилягати до спинки ножа і міцно з нею з’єднуватися. Допускається не більше 3-5 викрешених чи загнутих зубців на одному лезу. В пальцях можуть вигинатися і ломатися консольні частини і язички, виникати тріщини в перетинках, зношуватись направляючий паз під спинку ножа. Палець, зігнутий в горизонтальній площині, якщо розмір між його кінцями перевищує 79мм або менше 73мм, випрямляють молотком або спеціальним ключем. Відстань між пальцями повинна бути 76+_3мм. Положення пальців на брусі перевіряють шнуром,натягуючи його на рівні протирізальних пластин. При обриві спинки ніж бракують. Ніж з зігнутою спинкою правлять на плиті. Скручену спинку виправляють в тисках.
В зібраному різальному апараті пальцевий брус і спинка ножа повинні бути прямолінійними, прогин в горизонтальній площині допускається до 0,1%, а в вертикальній – до 0,5 % довжини бруса і спинки 26 |
||


 Порядок складання та регулювання різального апарату.
Порядок складання та регулювання різального апарату.
|
|
|
|
ножа. Робочі поверхні вкладишів пальців повиннізнаходитися в одній площині, допускається відхилення 0,5 мм. Ніж повинен переміщуватись в пальцевому брусі вільно від зусилля руки. В крайніх положеннях ножа сегменти і пальці повинні бути співосні, допустиме відхилення – до 5 мм.
Мотовило . Характерні дефекти мотовила: знос планок, запобіжного пристрою, підшипників цапф валів, трубчастих валів граблин, деталей ексцентрикового механізму. Підшипники мотовила нерозбірні, в випадку зносу замінюють новими. Цапфи валів наварюють і розточують до номінального розміру. Варіатор мотовила при ремонті перевіряють. Так,як в зв’язку з невеликим навантаженням лиш деякі його деталі зношуються і їх замінюють новими. Для розборки,складання, регулювання варіатора мотовила використовують пристрій ОПР-1276.
Шнек. Характерні дефекти шнека жатки: вигин і обрив витків, прогин труби, вигин пальця, знос і вигин осей, порушення балансировки. При вигині витки правлять молотком. Гвинтову стрічку приварюють перпендикулярно осі валу. Вм’ятини, розриви кожуха ремонтують, виправляючи найбільш зношену частину або замінюють її новою. Зігнуті пальці правлять на плиті. Розбирають, ремонтують і балансують шнек на стенді ОПР 2806СБ. При балансуванні допускаєтьсдисбаланс 0,15 Нм, тобто, груз, масою 50 гр, прикладений до плеча довжиною 0,3м, повинен виводити шнек із рівноваги. Порядок складання та регулювання шнеку.
27
|
|

 До відремонтованого шнека ставлться такі вимоги: радіальне биття труби шнека і зовнішніх кромок гвинтових стрічок відносно осішнека допускаєтьс до 6 мм; глазки в обоймах повинні провертатисявільно, без заїдання, і самовстановлюватися по пальцях; зазор між пальцями, спіралями шнека і днищем жатки допускається 6-35 мм; зазор між спіралями шнека і прогумованими козирками відсікачів корпуса жатки не повинен перевищувати 10 мм.
До відремонтованого шнека ставлться такі вимоги: радіальне биття труби шнека і зовнішніх кромок гвинтових стрічок відносно осішнека допускаєтьс до 6 мм; глазки в обоймах повинні провертатисявільно, без заїдання, і самовстановлюватися по пальцях; зазор між пальцями, спіралями шнека і днищем жатки допускається 6-35 мм; зазор між спіралями шнека і прогумованими козирками відсікачів корпуса жатки не повинен перевищувати 10 мм.
|
|
|
|
|
|
Похила камера. Характерні дефекти похилої камери: знос і пошкодження днища, перекос каркасу, руйнування зварного шву нижньої труби, послаблення заклепок конвейєра, тріщини і поломка гребінок, видовження ланцюга. Знос та пошкодження днища - коли площа зносу перевищує 40%, ставлять нове днище, невеликі тріщини і вм’ятини довжиною 50-100мм правлять і заварюють. Вм’ятини, прогини, тріщини, обриви зварювального шву боковин і кришки правлять, а тріщини і обриви заварюють. Зварні шви, латки повинні розміщуватись ззовні капота. На стенді ОРП-2187М ремонтують приймальну камеру, приклепують і правлять гребінки, визначають видовження ланцюга, заміняють їх ланки. Порядок складання та регулювання похилої камери. Зазор між гребінками похилого транспортеру і днищем похилої камери, виміряний під нижнім валом,допускається в межах 15-20 мм. Його регулюють шайбами (до трьох на кожен болт вертикальної підвіски вала).
Ремонт молотильно-сепаративної частини зернозбиральних комбайнів. Ремонт молотарки. |
|
|
Характерні дефекти молотарки: руйнування зварних швів, тріщини і вм’ятини панелі, поломка брусків і кутників рами корпусу; деформація вала, порушення балансування і руйнування остова молотильного барабана; в процесі роботи спрацьовуються і затуплюються поздовжні планки підбарабання, вм’ятини та руйнування циліндра бітера, прогин лопаток, прогин та обрив гребінок, спрацювання і поломка цапф і валів. |
|
|
|
Корпус. Вм’ятини на панелях корпусу глибиною понад 7 мм і діаметром більш ніж 25 мм усувають виправленням при нагріванні до температури 600*С. тріщини і поламані бруски відновлюють газо- або електрозварюванням.
під гайки болтів кріплення бичів, які зайняли верхнє положення під час їх провертання, підкладають шайби. Шківи балансують окремо. Підбарабання: Спрацьовані планки перевертають на 180*.спрацьовані торці планок 28 |
||
 Барабан . Радіальне биття барабана не повинно перевищувати 1 мм. При заміні бичів новими, їх підбирають за масою, що важливо для балансування барабана. Вал барабана випрямляють, якщо прогин на кінці більше ніж 0,3 мм. Неврівноваженість барабана виправляють на стенді:
Барабан . Радіальне биття барабана не повинно перевищувати 1 мм. При заміні бичів новими, їх підбирають за масою, що важливо для балансування барабана. Вал барабана випрямляють, якщо прогин на кінці більше ніж 0,3 мм. Неврівноваженість барабана виправляють на стенді:
|
|
|
|
наплавляють. Підбарабання випрямляють на спеціальному стенді. Бітери: Розбирають і складають бітери і барабани комбайнів на стендах. Кінці валів з прогином більше ніж 0,3 мм випрямляють. Спрацювання шпонкових канавок усувають нарізанням нової шпонкової канавки під шпонку більшого розміру. Прогин гребінок усувають правкою у холодному стані або з використанням газового пальника. При поломці гребінок їх замінюють новими.
Порядок складання та регулювання основних вузлів та агрегатів молотарки Бичі з правим та лівим напрямком нахилу рифів встановлені на остові барабана почергово і міцно закріплені на підбичниках спеціальними болтами з рифленою головкою, вони розміщені пологим боком за напрямком обертання. Відхилення бичів від площини торців не повинно перевищувати 2 мм. Барабан збалансований з точністю 0,1 Нм. Балансувальні пластини або шайби рівномірно закріплені вздовж бича. Барабан міцно закріплений на валу клиновиднии шпонками, встановлений в корпусі молотарки з однаковими зазорами і вільно обертаєтьсяна підшипниках. Осеве переміщення або зміщення остова вздовж валу не допускається. Щілини між торцями барабана іпанелями в зоні поступання хлібної маси в молотильний апарат закриті стеблевідводами. Є повний комплект планок і прутків до підбарабання. На робрчих гранях планок нема пошкоджень. Зазор між кожним бичем і крайньою планкою підбарабання на виході повинен бути одинаковим по всій ширині барабана, допускається відхилення – не більше 2 мм. Механізм регулювання зазорів підбарабання розміщений так, що всі ексцентрики на валиках підвісок направленів один бік.
Ремонт соломотрясу. Характерні дефекти соломотрясу: руйнування корпусу клавіш, пошкодження і спрацювання клавіш і колінчастих валів. прогин граблин і решіток, зігнутість валів, знос шийок валів і підшипників. Корпус клавіш. Тріщини і поперечні переломи корпусу клавіш ремонтують зварюванням або шляхом приклепування накладок. Оправкою із змінною плоскою частиною користуються для випрямляння вм’ятин на корпусі і приклепування до нього накладок.
Вали. Зігнутий колінчастий вал правлять на стенді ОПР154СБ з установочними призмами. Якщо яка небуть із шийок не вкладається на призму, значить вал 29
|
|
|
|
|
|
|
|
деформований. Правлять вали за допомогою зажимних гвинтів в поєднанні з місцевим нагрівом в призмах пристрою. Шийки валів і підшипників. Шийки проточують до ремонтного розміру і шліфують, потім комплектують новими пілшипниками.
Порядок складання та регулювання основних вузлів та агрегатів соломотряса. Після ремонту клавіш, колінчастих валів і підшипників соломотряс збирають і обкатують на стендах ОПР-127 і ОПР -6702. Відремонтований соломотряс повинен задовольняти таким умовам. Між клавішами повинен бути зазор 2-4 мм. Поздовжній зазор підшипника на шийці валу не повинен перевищувати 0,5-1,5 мм, а діаметральний- 0,1 мм.
Ремонт очистки. |
|
|
Характерні дефекти очистки: спрацювання отворів задніх кронштейнів, тріщини і розриви транспортної дошки, обрив кріплень гребінок і жалюзійних решіток, прогин лопастей вентилятора і порушення його балансування, послаблення кріпленнь на валу хрестовини вентилятора. |
|
|
|
Транспортна дошка. Тріщини і розриви струшувальної дошки ремонтують приварюванням оцинкованої сталі завтовшки 0,75- 1 мм. Розмір латок вибирають таким, щоб вони перекривали краї пошкодженого місця на 20-30 мм з кожного боку. Спрацьовані отвори в задніх кронштейнах розточують до ремонтного розміру, якщо спрацювання значне, кронштейни замінюють новими. |
||
|
Решета. Відірвані сегменти жалюзі укріплюють на осі газозваркою, а напливи зварного шва видаляють. Гребінки правлять так, щоб всі вони були паралельні одна одній при будь-якій установці. Місцева кривизна гребінок допускається не більше 2 мм. Вентилятор.У вентилятора вм’ятини на кожусі виправляють; вали правлять, прогин не повинен перевищувати 0,5 мм.; крилач вентилятора балансують на стенді ОП2193СБ; |
||
|
Порядок складання та регулювання основних вузлів та агрегатів очистки.
30 |
||

|
|
|
|
вм’тин і міцно прикріплений болтами до рами молотарки і кожуху шнека. Заслонки вільно відкриваютьсяі фіксуються в певному положенні, монтаж їх забезпечує однакове з обох сторін відкриття вікон вентилятора.
Ремонт шнеків, валів, транспортерів і елеваторів. Дефекти шнеків: тріщини зварних швів, спрацювання шпонкових канавок, прогин і поломка вала, деформація витків спіралі. Випрямляють вали шнеків за допомогою молотів або пресів. Тріщини зварних швів усувають зварюванням, спрацювання шпонкових канавок- фрезеруванням пазів під більший розмір шпонки, поломки вала – приварюванням стержня деформацію спіралі- правкою. Дефекти валів: усувають правкою, якщо вони погнуті, приварюванням, якщо вони поломані, наварюванням з наступною механічною обробкою, якщо вони спрацьовані, фрезеруванням канавки під шпонку більшого розміру, якщо спрацьовані стінки паза під шпонку. Дефекти транспортерів і елеваторів: видовження транспортера, поломка і прогинання гребінок, послаблення заклепок гребінок. При видовженні ланцюга з 20 ланок до розміру, більшого 790 мм, знімають гребінки і ланцюг замінюють новим. Транспортер вибраковують, якщо видовження його ланцюгів складає більше ніж 4%, або при поломці 50% гребінок. Пробоїни і тріщини на кожусі елеватора усувають газо- або електрозварюванням, виключаючи появу наплаву металу у внутрішній порожнині кожуха, щоб це не заважало переміщенню скребків елеватора.
Порядок складання та регулювання шнеків. В відремонтованому шнеку на поверхні витків заусениці і гострі кромки не допускаються. Биття спіралі по зовнішньому діаметру не більше 5 мм. Після ремонту шнеки балансують на стенді ОПР – 286СБ.
Ремонт трансмісії зернозбиральних комбайнів. ЗЧЕПЛЕННЯ. Спрацювання і поломка деталей зчеплення виникає при порушенні регулювання в процесі експлуатації. Порушення регулювання відтискних важелів і вільного ходу педалей призводить до збільшення спрацювання накладок, жолоблення, тріщин дисків.
Торцеве биття веденого диска допускається не більш як 1,5мм у крайніх від центру точках. Правлять диск спеціальною вилочною правкою. Якщо 31
|
|

|
|
|
|
|
нерівномірно спрацьовані робочі поверхні ведучих дисків, то їх проточують на токарному верстаті до видалення слідів спрацювання та шліфують. Спрацьовані кулачки відтискних важелів наварюють, механічно обробляють і зачищають до потрібного розміру згідно з шаблоном. Деформовані отвори у важелях розвертають під пальці ремонтного розміру. Складену муфту балансують на стенді. Остаточне регулювання муфти проводять після її встановлення на маховик двигуна, при цьому регулюють зазор (3-4мм) між кінцями відтискних важелів і підшипником виключення.
КОРОБКА ПЕРЕДАЧ, ВЕДУЧИЙ МІСТ, КІНЦЕВІ ПЕРЕДАЧІ, РОЗДАВАЛЬНІ КОРОБКИ, ГОЛОВНІ ПЕРЕДАЧІ, ДИФЕРЕНЦІАЛИ. Ремонтують при виникненні дефектів у деталях корпусів, при спрацюванні шестерень, валів, шліцьових і шпонкових з’єднань, підшипників кочення та гнізд під підшипники, а також деталей механізмів повороту гусеничних тракторів. Деталі корпусу ремонтують при появі тріщин, пробоїн, збільшенні посадкових отворів під втулки підшипників і їх гнізда, у разі пошкодження різьбових з’єднань та жолоблення з’єднувальних площин. Дефекти шестерень: спрацювання зубів по товщині і довжині, пошкодження пазів під вилку переключення передач, спрацювання шліцьових канавок, викришування зубів. Спрацьовані шестерні вибраковують. Спрацьовані пази під вилку переключення передач проточують до одержання рівних бічних поверхонь, а вилки наварюють і обробляють відповідно до ширини паза. Шестерні із спрацьованими шліцьовими канавками ремонтують, розточуючи отвори з наступним запресуванням у них шліцьової втулки. Втулки в отворі закріплюють штифтами або припаюють. Вали бувають зігнутими, крученими або на них спрацьовані посадкові місця та пошкоджені різьбові, шліцьові і шпонкові елементи. Зігнутий вал встановлюють у центри , індикатором визначають ступінь і місце прогину, потім вал виправляють у холодному стані на пресі. Биття вала більш ніж 0,1мм не допускається. Скрученість валів визначають рейсмусом по прямолінійності шліцьових пазів. Для цього їх кладуть на призми. Скручені вали вибраковують. Посадкові місця валів у разі значного спрацювання відновлюють наплавленням, обсадкою, роздачею або встановлюють втулки.
Спрацьовані шліцьові виступи і шпонкові канавки на валах ремонтують наварюванням з наступною обробкою до потрібного розміру. 32 |
|
|
|
|
Посадкові отвори під підшипники відновлюють розточуванням під збільшений розмір і запресуванням стальних кілець. Після обробки до нормального розміру кільця стопорять гвинтами, штифтами або приварюють. Складені агрегати трансмісії після заправлення оливою обкатують без навантаження і під навантаженням на спеціальних стендах. В карданних передачах ремонтують шліцьові поверхні, робочі поверхні шипів карданних хрестовин, гнізд під підшипники в карданних валах, гумові втулки та болти з’єднання. Шипи хрестовин відновлюють наплавленням, роздачею в нагрітому стані, запресовуванням перехідних втулок із зміцненою поверхню. Спрацьовані гумові втулки і пошкоджені болти замінюють новими. Погнуті карданні вали випрямляють на стендах. Складені вали обов’язково динамічно балансують. вибраковують і замінюють новими.
Ремонт ходової частини зернозбиральних комбайнів. Характерним дефектом ходової частини гусеничних тракторів , які працюють в абразивному середовищі, є спрацювання з’єднувальних поверхонь. У ведучих зірочках спрацьовуються зуби по товщині і висоті, а також отвори під болти або шпильки. Якщо зуби мають одностороннє
Напрямні колеса ремонтують при спрацюванні зовнішньої поверхні ободу, наявності тріщин на ободі та спицях, поломці гребеня обода, спрацюванні або пошкодженні різьби під болти кріплення корпусу ущільнення та кришки, а також при спрацюванні отвору під шийку 33
|
|
|
|
|
|
|
колінчастої осі. Зовнішню поверхню ободу відновлюють наплавленням під шаром флюсу. Тріщини на ободі та спицях заварюють, зламаний гребінь ремонтують приварюванням латок, різьбу в отворах під болти відновлюють, нарізаючи різьбу ремонтного розміру. Спрацьовані посадкові отвори напрямних коліс наплавляють під шаром флюсу. При наявності тріщин більш ніж у двох спицях, у двох місцях обода і при зломі гребеня на ділянці завдовжки більш ніж 20 мм напрямні колеса вибраковують. Ресори. Характерні дефекти – зменшення стріли прогину, тріщини та поломка окремих листів, спрацювання втулок, пальців, пошкодження центрувальних болтів ресор. Зменшений прогин ресор відновлюють правленням у холодному стані на спеціальному стенді. Тріснуті або поломані листи замінюють. Спрацьовані втулки, пальці, серги, центрувальні болти замінюють новими. Пошкоджену різьбу відновлюють нарізуванням нової. Перед складанням листи ресор змащують графітним мастилом. Складену ресору перевіряють під пресом. Спрацьовані ущільнення амортизаторів і втулки важелів замінюють. Осі важелів шліфують до видалення слідів спрацювання. Клапани і гнізда притирають один до одного. Складені амортизатори випробовують на відповідність технічним умовам. Колеса можуть мати такі дефекти: тріщини, вм’ятини, спрацювання отворів під шпильки у маточині, спрацювання посадкових місць під підшипники, послаблення кріплення обода до диска. Тріщини диска, якщо вони не проходять через його центральний отвір або крізь отвори для шпильок, заварюють. Вм’ятини на ободі та диску виправляють вручну з нагріванням або на спеціальному стенді. Биття торцевої частини обода не повинно перевищувати 3-6мм. Спрацьовані отвори під шпильки заварюють, а потім розсвердлюють по кондуктору і зенкують. Послаблені посадкові місця під зовнішні кільця підшипників кочення відновлюють запресуванням в них проміжних кілець після розточування. Потім ці кільця розточують до номінального розміру. Маточини з тріщинами і пошкодженнями шпильками вибраковують. Покришки пневматичних шин можуть мати такі дефекти:
34 |

|
|
|
|
При товщині латки 2 мм і температурі 145*С термін вулканізації 25 хв, а при товщині 4мм-35 хв. Відремонтовані камери перевіряють на герметичність у ванні з водою при тиску повітря в камері 0,03-0,05 МПа. Типові дефекти гальмівних систем: спрацювання фрикційних гальмових колодок, робочих поверхонь гальмових барабанів або дисків, шийок гальмових важелів, осей колодок, пальців, циліндрів, поршнів, манжет, штоків, діафрагм, клапанів гідравлічного і пневматичного приводу гальм, пошкодження шлангів і трубопроводів, несправності компресора. Гальмові барабани і диски з нерівномірно спрацьованими робочими поверхнями проточують на токарному верстаті до видалення слідів спрацювання. При заміні накладок на проточених барабанах між накладками і колодками розміщують прокладки, товщина яких становить 1\2 різниці між діаметрами нормального і розточеного барабанів. Головний гальмовий циліндр розточують, а потім запресовують у нього стальну або чавунну гільзу, спрацьовані колісні циліндри розточують і хонінгують під поршні і манжети збільшеного діаметра. Алюмінієві поршні ремонтують роздачею на 0,3-0,4 мм за допомогою пуансона, після чого обточують на токарному верстаті до ремонтного або нормального розміру. Спрацьовані клапани гідравлічного і пневматичного приводів гальм притирають до гнізда. Пошкоджені манжети, гумовотканинні й металеві діафрагми гальмових камер і кранів, а також шланги і трубопроводи вибраковують і замінюють новими.
|
|
|
|
|
|
|
|
Ремонт кукурудзозбиральних комбайнів
Різальний апарат кукурудзозбирального комбайна КСКУ-6А роторного типу, деталі якого можуть мати знос і викришування робочих поверхонь. Строк служби різального апарата можна збільшити зміною положення різальних органів або застосуванням відтягування різальних кромок. Качановідокремлювальний апарат. Качановідокремлювальний апарат утворений із двох похило розміщених вальців, знос яких визначає роботоздатність вузла у цілому. При ремонті зношені вальці наплавляють. Висота рифів після наплавлення повинна становити 4—6 мм. Прогумовані вальці ремонтують на спеціалізованому робочому місці, де виконується вулканізація зношеної частини вальця. Подрібнювач. |
|
|
У подрібнювальному пристрої комбайна після переробки 2300 кг маси ножі затупляються. Для підвищення довговічності і забезпечення самозаточування ножі наплавляють шаром твердого сплаву Сормайт, товщиною 0,4—0,6 мм. Перед наплавленням ножі відтягують, а після наплавлення — загартовують при нагріванні до 830— 840 °С і охолодженні у воді з наступним відпусканням. |
|
|
|
Очисник качанів. Очисник качанів утворений із 8 пар вальців, знос яких визначає роботоздатність вузла у цілому. При ремонті зношені вальці наплавляють. Висота рифів після наплавлення повинна становити 4—6 мм. Прогумовані вальці ремонтують на спеціалізованому робочому місці, де виконується вулканізація зношеної частини вальця.
|
||


-

-
класс

про публікацію авторської розробки
Додати розробку