Підбір положення блоків коробки швидкостей для забезпечення заданого числа обеотів шпинделя свердлильного верстату
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ЗАПОРІЗЬКИЙ АВІАЦІЙНИЙ КОЛЕДЖ
Ім.О.Г.Івченка
Спеціальність «Авіаційна та ракетно-космічна техніка»
( шифр спеціальності)

 „ЗАТВЕРДЖЕНО”
„ЗАТВЕРДЖЕНО”
заст.директора з НВР
_________________В.І. Сніжко
„____”_______________20___р
ІНСТРУКЦІЯ
ДО ПРАКТИЧНОЇ РОБОТИ № 2
2 (ГОДИН)
Підбір положення блоків коробки швидкостей для забезпечення заданого числа обеотів шпинделя свердлильного верстату
назва роботи
з дисципліни Технологічне обладнання і оснащення.

Інструкцію розробив:
Викладач______________(Кравчук Ю.С.)
Розглянуто на засіданні ПЦК:
«Авіаконструкторських дисциплін»
Протокол № ____ від „___”__________20____р.
Голова ПЦК Шкробатько О. О. (____________)
Практична робота 1
Тема: Підбір положення блоків коробки швидкостей для забезпечення заданого числа обертів шпинделя свердлильного верстату.
Мета: Вивчити конструкцію верстатів свердлильно – розточної групи
Навчитися підбирати необхідне положення блокiв коробки швидкостей для забезпечення заданого числа обертів шпинделя.
Завдання
Порядок виконання роботи:
1 Вивчити теоретичну частину;
2 Знайти кінематичний ланцюг який забезпечує задане число обертів шпинделя. (згідно варіанту у додатку 1)
3 По знайденому кінематичному ланцюгу на кінематичних схемах верстатів 2H135 та 2М55Ф2 записати кінематичний ланцюг який забезпечує прийняте число обертів шпинделя та накреслити його у звіті
Зміст звіту:
1 Тема i мета роботи
2 Короткий опис будови вертикально - свердлильного та радіально - свердлильного верстатів.
3 Числовий запис кінематичного ланцюга який забезпечує задане число обертів шпинделя.
4 Графічне зображення кінематичного ланцюга який забезпечує задане число обертів шпинделя.
5 Зробити висновки
Теоретичні відомості.
1 Швидкість різання при свердлінні
Обробка деталей на метало ріжучих верстатах виконується за рахунок того, що заготовка яка обробляться та ріжучий інструмент здійснюють робочі рухи, при яких інструмент знімає стружку з однієї чи одночасно з декількох поверхонь заготовки. При цьому отримують зовнішні чи внутрішні циліндричні, конічні, плоскі чи фасонні поверхні.
Твердість ріжучого інструменту повинна значно перевищувати твердість деталі яка обробляється, для того щоб він міг врізатися в метал та знімати стружку.
Робочий рух, швидкість якого значно перевищує інші робочі рухи, прийнято вважати головним рухом, а швидкість цього руху – швидкістю різання; інші робочі рухи називають подачею.
Швидкістю різання називають шлях переміщення ріжучої кромки інструмента відносно деталі яка обробляється в одиницю часу. Швидкість рiзання зазвичай вимірюється в метрах за хвилину та позначається V.
Виключення станове швидкість різання при шліфуванні, яка вимірюється в метрах за секунду.
При обертальному русі число обертів деталі (шпинделя) розраховується по формулі:
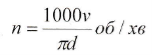
де: V - швидкість різання в м/хв.;
d - діаметр деталі яка обертається або діаметр інструменту який обертаеться;
n - число обертів за хвилину.
При прямолінійному зворотно-поступовому русі кількість подвійних ходів визначається по формулі:
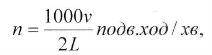
де: V - швидкість різання в м/хв.;
n - число подвійних ходів за хвилину;
L - довжина ходу в мм.
Подачею s називають переміщення інструменту відносно заготовки, необхідне для зняття стружки.
В залежності від напрямку подачі інструмента по відношенню до поверхні яка обробляється розрізняють продольну, поперечну, кругову, тангенціальну (дотичну) подачі. Розрізняють також безперервну подачу та подачу з перервами.
2. Типи свердлильних верстатів.
Свердлильні верстати призначені для свердління отворів, нарізання на них різьби мітчиком, розточування та притирання отворів вирізання дискiв з листового матеріалу тощо. Ці операції виконують свердлами, зенкерами, розгортками та іншими подібними інструментами. Існують наступні типи універсальних свердлильних верстатів.
1. Одношпиндельні настольно - свердлильні верстати для обробки отворів малого діаметру. Верстати широко використовуються у приладобудуванні. Шпинделі цих верстатів обертаються з великою швидкістю.
2. Вертикально-свердлильні верстати (основний та найбільш розповсюджений тип) використовують більш за все для обробки отворів у деталях порівняно невеликого розміру. Для забезпечення спів падання осей отвору який обробляється та інструменту на цих верстатах передбачене переміщення заготовки відносно інструменту.
З. Радіально - свердлильні верстати використовують для свердління отворів у деталях великих зовнішніх розмірів. На цих верстатах суміщення осей отворів та інструменту досягається переміщенням шпинделя верстату відносно нерухомої деталі.
4. Багатошпиндельні свердлильні верстати забезпечують значне підвищення продуктивності праці у порівнянні з одношпиндельними верстатами.
5. Горизонтально - свердлильні верстати для глибокого свердління. До групи свердлильних верстатів можливо також віднести центрувальні верстати, які використовують для отримання у торцях заготовок центрових отворів. Основними розмірами свердлильних верстатів є найбільший умовний діаметр свердління, розмір конуса шпинделя, вильоту шпинделя, найбільший хід шпинделя, найбільша відстань від торця шпинделя до столу та до фундаменту плити тощо.
3 Вертикально - свердлильний верстат 2НlЗ5
На станині вертикально - свердлильного верстату розташовані основні частини верстату. Станина має вертикальні направляючі, по яким здійснюється переміщення столу та свердлильної головки, яка несе у собі шпиндель та двигун.
Керування коробками швидкостей та подач здійснюється відповідними рукоятками, ручна подача - штурвалом. Глибина обробки контролюється по лімбу. У ніші розташовані електрообладнання та проти важіль. У деяких верстатах електрообладнання розташовують у окремий шафі. Фундаментна плита слугує опорою верстату. Стіл верстату у вертикальному напрямку по направляючим переміщують за допомогою гвинтового механізму маховичком.
Охолоджуюча рідина подасться електронасосом по шлангу.
|
|
|
|
Рисунок 1. Фото верстата |
Рисунок 2. Схема верстата |

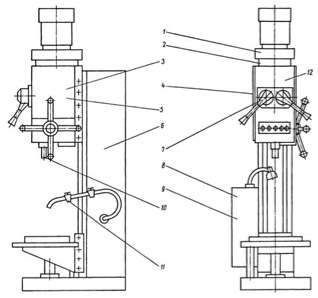
Позначення основних частин верстата 2Н135
1- Привід верстата, 2 - Коробка швидкостей верстата, 3- Насос плунжерний масляний, 4 - Насос плунжерний масляний, 5- Коробка подач, 6 - Колона, стіл, плита, 7 - Механізм управління швидкостями і подачами, 8 – Електрошафа, 9 – Електрообладнання, 10 - Шпиндель в зборі, 11 - Система охолодження верстата, 12 - свердлильна головка.
Розшифровка назви обладнання може бути проведена в такий спосіб. При розшифровці перша цифра умовного позначення вказує на групу металорізального обладнання - свердлильні, буква далі свідчить про глибоку модернізацію передували варіантів конструкції (історично першим був варіант «А», другим - «Б» і т.д.). Наступна після літерного індексу цифра при розшифровці вказує на тип верстата (1 - вертикальний), а дві останніх повідомляють основні технічні характеристики для всього свердлильного верстатного парку - найбільшому діаметрі отвору в міліметрах.
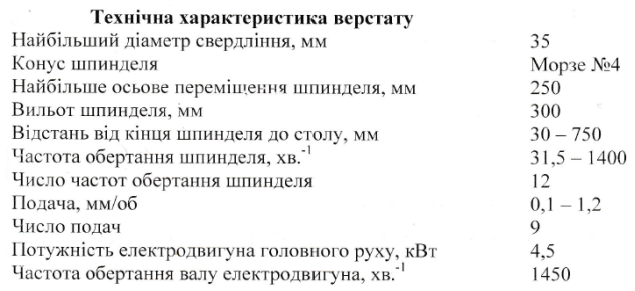
Верстат є універсальним вертикально - свердлильним верстатом i відноситься до конструктивного перелiку вертикально – свердлильних верстатів середніх розмірів 2Н118, 2Н125, 2Н1З5 та 2Н150 з умовними діаметрами свердління відповідно 18, 25,35 та 50 мм. Верстати цього переліку досить широко уніфіковані між собою. Агрегатна компоновка та можливість автоматизацію циклу забезпечує утворення на їх базі спеціальних верстатів.
Рухи верстата.
Головний рух ( обертання шпинделя) здійснюється від вертикально розташованого електродвигуна М (N=4,5 кВm; n = 1450 xв-l) через зубчату передачу 30/45 та коробку швидкостей. Коробка швидкостей за допомогою одного потрійного блоку зубчатих коліс та двох подвійних блоків надає шпинделю 12 різноманітних значень частот обертання шпинделя.
Останній вал коробки швидкостей являє собою пустотілу, гільзу, шліцьовий отвір якого передає обертання шпінделю верстату.
Рівняння кінематичного ланцюга для максимальної частоти обертання шпинделя:
![]()
Рух подачі передається від шпинделя через зубчасті колеса 34/60 , зубчату передачу. 19/54, коробку подач, черв'ячну пару 1/60 та рейкову передачу (z: 73, m: 3) на гільзу шпинделя. Коробка подач забезпечує отримання дев'яти різних подач.
Рівняння кінематичного ланцюга для максимальної подачі:
![]()
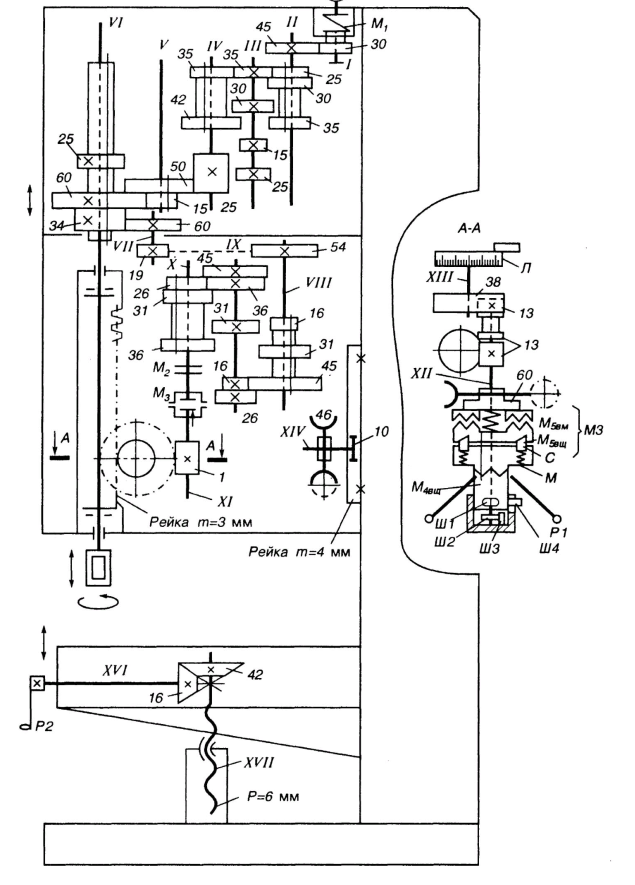
Рисунок 3. Кінематична схема верстата
Допоміжні рухи. Коробки швидкостей та подач, шпиндель та механiзми подач змонтовані всередині свердлильної головки, яка має можливiсть переміщуватись поздовж колони при обертанні відповідно рукоятки через черв'ячну пару (1/46) та рейкову (z=14; m=3) пари.
Вертикальне переміщення столу можливо виконувати також вручну поворотом рукоятки через конічну та гвинтову пари.
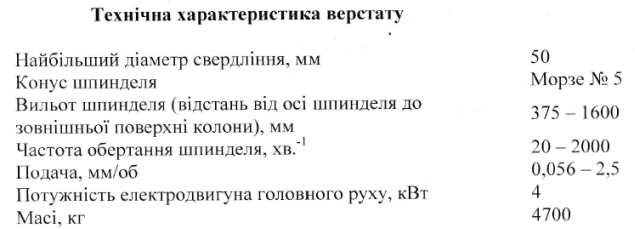
4 Радіально - свердлильний верстат 2М55
Верстат призначений для свердління, зенкерування та розгортання отворів та нарізання різьби у заготовках великих зовнішніх розмірів у одиничному та серійному виробництві.
Заготовку яка обробляється встановлюють на приставному столі або безпосередньо на фундаментній плиті. Інструмент закріплюють у шпинделі верстату, а далі встановлюють відносно заготовки яку обробляють, обертаючи траверсу разом з поворотною зовнішньою колоною та переміщаючи шпиндельну головку по траверсі. В залежності від висоти заготовки траверса може бути піднята або опущена. Верстат має механізовані затискувачі шпиндельної головки, траверси та поворотної зовнішньої колони.
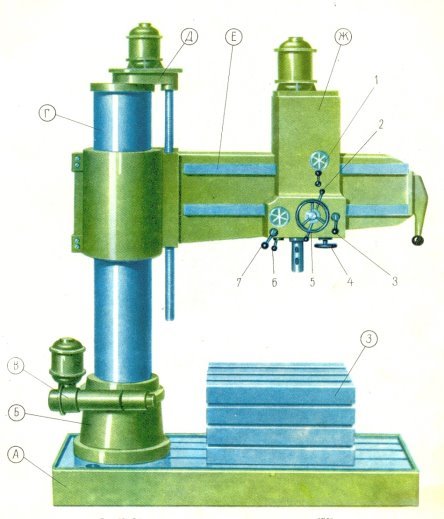
Рисунок 4. Радіально-свердлильний верстат 2М55
А-фундаментна плита; Б-нерухома колона; В-механізм затиску поворотної колони; Г- порожниста поворотна колона; Д - механізм підйому, опускання і затиску траверси; Е - траверса; Ж - шпиндельна бабка з коробкою швидкостей і коробкою подач; З-приставний стіл.
1-рукоятка перемикання коробки подач; 2-рукоятка швидкого ручного переміщення шпинделя і включення автоматичної подачі; 3-рукоятка установки автоматичного включення подачі; 4-маховичок ручного повільного переміщення шпинделя; 5-маховичок ручного радіального переміщення шпиндельної бабки; 6-маховичок перемикання коробки швидкостей; 7-рукоятка включення, виключення і реверсування головного електродвигуна.
Рухи на верстаті.
Головним рухом у радіально – свердлильного верстату є обертання шпинделя, а рух подачі - осьове переміщення шпинделя разом з піноллю (гільзою). До допоміжних рухів відносять: обертання траверси разом з поворотною зовнішньою колоною та подальше закріплення на нерухомий внутрішній колоні, вертикальне переміщення по зовнішній колоні та закріплення траверси на необхідній висоті, переміщення та закріплення шпиндельної головки на траверсі, перемикання швидкостей та подач шпинделя тощо.
Горизонтальне переміщення шпиндельної головки по траверсі вручну виконують за допомогою маховичка та рейкової передачі. Механічне вертикальне переміщення траверси по поворотній колоні здійснюється окремим електродвигуном. Закріплення траверси по закінченню переміщення, а також звільнення траверси перед початком переміщення відбувається автоматично.
Закріплення поворотної зовнішньої колони на нерухомій внутрішній, а також закріплення шпиндельної головки на направляючих траверси виконується за допомогою гідро механізмів, які керуються кнопками; натискання на одну кнопку викликає закріплення колони та головки , натискання на другу - її звільнення. Сила затискання регулюється тривалістю натискання на кнопку. Траверсу з пустотілою колоною повертають вручну.
Для підвищення продуктивності агрегатів цієї марки поліпшення якості обробки деталей на металургійних підприємствах і машинобудівних заводах на додаток до них може використовуватися ЧПУ. У модифікаціях з ЧПУ (наприклад, верстат 2М55Ф2) програмне забезпечення закладається зазвичай на переміщення по трьох осях, номер інструменту і на параметри режиму обробки. Заготівля в цьому випадку може встановлюватися на столі-плиті або на фундаменті агрегату. Інструменти оператор змінює вручну.
Питання для самоконтролю
1. Призначення коробки швидкостей.
2. Призначення зубчатих передач та їх розподіл.
3. Циліндрична зубчата передача. Призначення. Передаточне відношення.
4. Конічна передача. Призначення. Передаточне відношення.
5. Черв'ячна передача. Призначення. Передаточне відношення
6. Пасова передача. Призначення. Передаточне відношення.
7. Ланцюгова передача. Призначення. Передаточне відношення.
8. Рейкова передача. Призначення. Передаточне відношення.
9. Гвинтова передача. Призначення. Передаточне відношення.
10. Розшифровка моделей верстату, наприклад 2Н135 та 2М55Ф2.
11. За схемою вміти відповідати про основні складові верстатів 2Н135 та 2М55Ф2.
Додаток 1
Варіанти завдання
1 Baрiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =1400 об/хв.
2 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =710 об/хв.
3 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =1000 об/хв.
4 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =500 об/хв.
5 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =355 об/хв.
6 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =250 об/хв.
7 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =125 об/хв.
8 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =180 об/хв.
9 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =90 об/хв.
10 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =63 об/хв.
11 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =45 об/хв.
12 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2Н135 близько N =31,5 об/хв.
13 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =1600 об/хв.
14 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =1250 об/хв.
15 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =1000 об/хв.
16 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =800 об/хв.
17 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =500 об/хв.
18 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =630 об/хв.
19 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =400 об/хв.
20 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =310 об/хв.
21 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =250 об/хв.
22 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =200 об/хв.
23 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =160 об/хв.
24 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =125 об/хв.
25 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =100об/хв.
26 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =80 об/хв.
27 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =63 об/хв.
28 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =50 об/хв.
29 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =25 об/хв.
30 Bapiaнт. Забезпечити число обертів шпинделя при обробці отвору на верстаті 2М55Ф2 близько N =31 об/хв.
1

про публікацію авторської розробки
Додати розробку